Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Decretals Gregory IXDocumento572 pagineDecretals Gregory IXDesideriusBT100% (4)
- Human Rights Lesson by SlidesgoDocumento39 pagineHuman Rights Lesson by SlidesgoDharma SatyaNessuna valutazione finora
- Informe Practica #1: Algebra de Boole: ObjetivoDocumento3 pagineInforme Practica #1: Algebra de Boole: ObjetivoDaniela GuayasaminNessuna valutazione finora
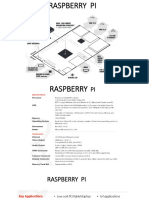
- Raspberry PiDocumento20 pagineRaspberry PiDaniela GuayasaminNessuna valutazione finora
- Raspberry PiDocumento20 pagineRaspberry PiDaniela GuayasaminNessuna valutazione finora
- GramamarDocumento5 pagineGramamarDaniela GuayasaminNessuna valutazione finora
- The Family RelationshipsDocumento2 pagineThe Family RelationshipsDaniela GuayasaminNessuna valutazione finora
- Questionnaire Sports: Education VacationDocumento1 paginaQuestionnaire Sports: Education VacationDaniela GuayasaminNessuna valutazione finora
- How We Organize Ourselves-CompletedupDocumento5 pagineHow We Organize Ourselves-Completedupapi-147600993Nessuna valutazione finora
- Chapter - 2: Project AdministrationDocumento69 pagineChapter - 2: Project AdministrationRenish RanganiNessuna valutazione finora
- Pemahaman Sastra Mahasiswa Bahasa Dan Sastra Arab UIN Imam Bonjol Padang: Perspektif Ilmu SastraDocumento31 paginePemahaman Sastra Mahasiswa Bahasa Dan Sastra Arab UIN Imam Bonjol Padang: Perspektif Ilmu Sastrailham nashrullahNessuna valutazione finora
- Abcs Booklet Kidney-Stones PDFDocumento20 pagineAbcs Booklet Kidney-Stones PDFDendhy Dwi Handana SagitaNessuna valutazione finora
- KANDIDAT (Jurnal Mahasiswa Universitas Abulyatama)Documento8 pagineKANDIDAT (Jurnal Mahasiswa Universitas Abulyatama)intan fazlianiNessuna valutazione finora
- Seerat Mujaddid Alf-e-Sani (Urdu)Documento518 pagineSeerat Mujaddid Alf-e-Sani (Urdu)Talib Ghaffari100% (12)
- Uttar Pradesh Universities Act 1973Documento73 pagineUttar Pradesh Universities Act 1973ifjosofNessuna valutazione finora
- Theater - The View ArticleDocumento2 pagineTheater - The View ArticleRishi BhagatNessuna valutazione finora
- Speakout Language BankDocumento7 pagineSpeakout Language BankСаша БулуєвNessuna valutazione finora
- Gullivers TravelDocumento3 pagineGullivers TravelRanen Das MishukNessuna valutazione finora
- Gallirei Weekend 2018Documento7 pagineGallirei Weekend 2018Reiner Albert BraunNessuna valutazione finora
- IC HDL Lab ManualDocumento82 pagineIC HDL Lab ManualRakshitha AngelNessuna valutazione finora
- LESSON 6 Perfect TensesDocumento4 pagineLESSON 6 Perfect TensesAULINO JÚLIONessuna valutazione finora
- مذكرة التأسيس الرائعة لغة انجليزية للمبتدئين?Documento21 pagineمذكرة التأسيس الرائعة لغة انجليزية للمبتدئين?Manar SwaidanNessuna valutazione finora
- Akhbar Al Fuqaha Narration - Non Raful Yadayn From Ibn Umar - Reply To Zubair Ali ZaiDocumento15 pagineAkhbar Al Fuqaha Narration - Non Raful Yadayn From Ibn Umar - Reply To Zubair Ali ZaiAbdullah YusufNessuna valutazione finora
- MahayanaDocumento26 pagineMahayanaAleza Menorca100% (1)
- Chapter 8 Review QuestionsDocumento2 pagineChapter 8 Review QuestionsSouthernGurl99Nessuna valutazione finora
- United States v. Government of The Virgin Islands, 363 F.3d 276, 3rd Cir. (2004)Documento19 pagineUnited States v. Government of The Virgin Islands, 363 F.3d 276, 3rd Cir. (2004)Scribd Government DocsNessuna valutazione finora
- World War I Almanac Almanacs of American WarsDocumento561 pagineWorld War I Almanac Almanacs of American WarsMatheus Benedito100% (1)
- Advisory Board ResearchDocumento6 pagineAdvisory Board Researcheaw12Nessuna valutazione finora
- Cyclosporin ARCDocumento9 pagineCyclosporin ARCSean GreenNessuna valutazione finora
- Effect of Boron Content On Hot Ductility and Hot Cracking TIG 316L SSDocumento10 pagineEffect of Boron Content On Hot Ductility and Hot Cracking TIG 316L SSafnene1Nessuna valutazione finora
- Stability Result 15275 MT - Initial StowageDocumento1 paginaStability Result 15275 MT - Initial StowageLife with Our planetNessuna valutazione finora
- Unit 1session 2 Performance MGMTDocumento38 pagineUnit 1session 2 Performance MGMTMayank TrivediNessuna valutazione finora
- EnglishFile4e Intermediate TG PCM Vocab RevDocumento1 paginaEnglishFile4e Intermediate TG PCM Vocab RevB Mc0% (1)
- Nicolopoulou-Stamati - Reproductive Health and The EnvironmentDocumento409 pagineNicolopoulou-Stamati - Reproductive Health and The EnvironmentGiorgos PapasakelarisNessuna valutazione finora
- SakalDocumento33 pagineSakalKaran AsnaniNessuna valutazione finora
- PREETI and RahulDocumento22 paginePREETI and Rahulnitinkhandelwal2911Nessuna valutazione finora
- Nursing Informatics: Sanil VargheseDocumento55 pagineNursing Informatics: Sanil VarghesePalwasha KhanNessuna valutazione finora