Potrebbero piacerti anche
- 1ra Ley de La TermodinamicaDocumento49 pagine1ra Ley de La TermodinamicaMarcos BuenoNessuna valutazione finora
- REVENIDO Ciencias de MaterialesDocumento10 pagineREVENIDO Ciencias de MaterialesFabian SichiquiNessuna valutazione finora
- Ejercicios Financiera 1-4Documento5 pagineEjercicios Financiera 1-4fernandaNessuna valutazione finora
- Mate Matic AsDocumento2 pagineMate Matic AsLeito Lasso100% (1)
- Calculo de Productividad Laboral y MultifactorialDocumento4 pagineCalculo de Productividad Laboral y MultifactorialnaoNessuna valutazione finora
- Asignacion 6Documento4 pagineAsignacion 6JeanNessuna valutazione finora
- TM TAREA 206 A 210 Coca-Lino-Pedro-AlejandroDocumento10 pagineTM TAREA 206 A 210 Coca-Lino-Pedro-AlejandroMain Caro VelascoNessuna valutazione finora
- ContabilidadDocumento3 pagineContabilidadDidier HernándezNessuna valutazione finora
- Tabla General ElectricDocumento1 paginaTabla General ElectricGenesis Roxana Lopez LuisNessuna valutazione finora
- Mecánica de sólidos - Torsión en elementos de sección cerradaDocumento51 pagineMecánica de sólidos - Torsión en elementos de sección cerradaMoises Benitez Alvarez100% (1)
- Como Construir Un Arbol de EstructuraDocumento2 pagineComo Construir Un Arbol de EstructuraPrinxexita GuerreraNessuna valutazione finora
- Trabajo 2 444Documento21 pagineTrabajo 2 444Pedro Carlos JaraNessuna valutazione finora
- Exposicion CalculoDocumento17 pagineExposicion CalculoLaura Gomez OchoaNessuna valutazione finora
- Ensamble MecánicoDocumento22 pagineEnsamble MecánicojuanbazalarNessuna valutazione finora
- Monografía de RoblonadoDocumento9 pagineMonografía de RoblonadoBruno Marsilli SpinelliNessuna valutazione finora
- Proyecto - U3 ED1 - Práctica de Simulación, Mediante Software Dedicado, de Un Proceso de MoldeoDocumento15 pagineProyecto - U3 ED1 - Práctica de Simulación, Mediante Software Dedicado, de Un Proceso de MoldeoDavid James RodriguezNessuna valutazione finora
- COMO SE HACEN LAS CAMPANAS DE BRONCE La Elaboración de Una Campana de Bronce Se La Realiza A Través de Un Molde de Arena Muy Fina Con Un Compuesto EpoxiDocumento5 pagineCOMO SE HACEN LAS CAMPANAS DE BRONCE La Elaboración de Una Campana de Bronce Se La Realiza A Través de Un Molde de Arena Muy Fina Con Un Compuesto EpoxiWilliam ManotoaNessuna valutazione finora
- Proyecto Final Vaciado de TanqueDocumento6 pagineProyecto Final Vaciado de TanqueAngie BravoNessuna valutazione finora
- Taller 1-ClaseDocumento2 pagineTaller 1-ClaseMike AngeloNessuna valutazione finora
- Los Elementos Básicos en Las Máquinas de Medición Por CoordenadasDocumento4 pagineLos Elementos Básicos en Las Máquinas de Medición Por CoordenadasJESUS CASTAEDANessuna valutazione finora
- A3 008 1810557Documento6 pagineA3 008 1810557Fake ProbarNessuna valutazione finora
- Gestion y CalidadDocumento8 pagineGestion y CalidadElio MenesesNessuna valutazione finora
- Uso de Calculadora para Regresión y CorrelaciónDocumento12 pagineUso de Calculadora para Regresión y CorrelaciónMile BottiNessuna valutazione finora
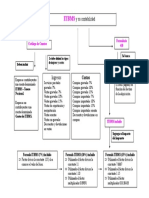
- Mapa Conceptual, ITBMSDocumento1 paginaMapa Conceptual, ITBMSMalika Francis100% (1)
- Diagrama Del Proceso de La Operación RotorDocumento5 pagineDiagrama Del Proceso de La Operación RotorIvan LopezNessuna valutazione finora
- Operaciones de EnsambleDocumento13 pagineOperaciones de EnsambleSam RoseteNessuna valutazione finora
- Redes de BravaisDocumento3 pagineRedes de BravaislorenitaNessuna valutazione finora
- Procesos industriales I: Los procesos de manufacturaDocumento4 pagineProcesos industriales I: Los procesos de manufacturarichardNessuna valutazione finora
- Corte ortogonal mecánicaDocumento30 pagineCorte ortogonal mecánicajoaquinNessuna valutazione finora
- Sesion1 - Mauricio AlmendarizDocumento5 pagineSesion1 - Mauricio AlmendarizMauricio ArmendarizNessuna valutazione finora
- Taller 2 DE Gabriel Dimares PDFDocumento10 pagineTaller 2 DE Gabriel Dimares PDFPeter MusmannoNessuna valutazione finora
- Diagrama de CuerdasDocumento2 pagineDiagrama de CuerdasJonathan MatarritaNessuna valutazione finora
- Formulario - Convolución y TransformadasDocumento7 pagineFormulario - Convolución y TransformadasAstrianVorgiaNessuna valutazione finora
- Pendulo FisicoDocumento7 paginePendulo FisicoMiguel Miranda GilNessuna valutazione finora
- Cuestionario 1 Taladro 2Documento12 pagineCuestionario 1 Taladro 2Francisco.AlvaroNessuna valutazione finora
- JOMINYDocumento13 pagineJOMINYDaniela GuayasaminNessuna valutazione finora
- TP 1 - PM - Gonzalez GregorioDocumento39 pagineTP 1 - PM - Gonzalez GregorioFernando GustavoNessuna valutazione finora
- Actividad Fundamental 2 Cultura RegionalDocumento2 pagineActividad Fundamental 2 Cultura RegionalAbdiel MataNessuna valutazione finora
- Act Fun 3 Lista Materiales, Ruta Proceso y Demanda Del ClienteDocumento5 pagineAct Fun 3 Lista Materiales, Ruta Proceso y Demanda Del ClienteAlexis Eduardo Purata100% (1)
- Practica Balanceo de Linea de ProducciónDocumento4 paginePractica Balanceo de Linea de ProducciónMaya Quelcacruz0% (1)
- Problema 6Documento5 pagineProblema 6Angelo FloresNessuna valutazione finora
- DobladoDocumento22 pagineDobladomiguel angel100% (1)
- Ensayo Sobre Transmision Por Correas Vs Transmision Por Cadenas Dinamica de MaquinasDocumento3 pagineEnsayo Sobre Transmision Por Correas Vs Transmision Por Cadenas Dinamica de MaquinasAlejoNessuna valutazione finora
- Preguntas sobre procesos de maquinadoDocumento2 paginePreguntas sobre procesos de maquinadoWilson Cubur100% (1)
- Relación de contacto de engranes: ángulos de aproximación y recesoDocumento7 pagineRelación de contacto de engranes: ángulos de aproximación y recesomarioasensicollantesNessuna valutazione finora
- Examen final de Resistencia de Materiales 1 - Determinación de diagramas de corte y momentoDocumento3 pagineExamen final de Resistencia de Materiales 1 - Determinación de diagramas de corte y momentoLuis PeterNessuna valutazione finora
- Reporte EstañoDocumento10 pagineReporte EstañoHitchel PeñaNessuna valutazione finora
- Ingenieria de Materiales-PracticaDocumento9 pagineIngenieria de Materiales-PracticaAdriano MartinezNessuna valutazione finora
- Actividad Curso de VentasDocumento40 pagineActividad Curso de Ventassunset shimmerNessuna valutazione finora
- Control estadístico de la calidad en procesos de fabricaciónDocumento8 pagineControl estadístico de la calidad en procesos de fabricaciónEdwin Johny Asnate SalazarNessuna valutazione finora
- Cojinetes: introducción a los tipos y materialesDocumento14 pagineCojinetes: introducción a los tipos y materialesJoséGenesNessuna valutazione finora
- 2-Primera Ley de La TermodinámicaDocumento52 pagine2-Primera Ley de La TermodinámicaGerson Torres0% (1)
- Diagrama de ProcesosDocumento19 pagineDiagrama de ProcesosDiegoAleSánchezNessuna valutazione finora
- Aumentar productividad fábrica bolas billarDocumento3 pagineAumentar productividad fábrica bolas billarDAIRISBETH ALCALANessuna valutazione finora
- Parcial 2003-1yaDocumento16 pagineParcial 2003-1yaGino Maldonado TrigosoNessuna valutazione finora
- Informe Nº5 Moldeado en Arena de Dos Caras Importantes (CabalDocumento4 pagineInforme Nº5 Moldeado en Arena de Dos Caras Importantes (CabalDavid Flores TejerinaNessuna valutazione finora
- ControlDocumento2 pagineControlJhuvely Zeña NevadoNessuna valutazione finora
- Investigacion Lamina de MetalesDocumento6 pagineInvestigacion Lamina de MetalesLUIS EDUARDO FARIAS ESPINOSANessuna valutazione finora
- Resumen LaminadoDocumento7 pagineResumen LaminadoFabricio Churata CasazolaNessuna valutazione finora
- Informe N°4 - Laminado y Trefilado - MC216-CDocumento20 pagineInforme N°4 - Laminado y Trefilado - MC216-Cenrique AlcarrazNessuna valutazione finora
- Practica6 NoDocumento6 paginePractica6 NoDANITANessuna valutazione finora
- Tecnologia Concreto y Mortero Rivera 2 PDFDocumento21 pagineTecnologia Concreto y Mortero Rivera 2 PDFJar05Nessuna valutazione finora
- Diez Recursos EducativosDocumento46 pagineDiez Recursos EducativosAngelJesusLavadenzPeñaNessuna valutazione finora
- Parcial #3RDocumento2 pagineParcial #3RBenigno Vargas G.Nessuna valutazione finora
- Guía de Talleres Química 10°Documento84 pagineGuía de Talleres Química 10°Laura Maria Ramirez MarinNessuna valutazione finora
- Ecología Del PaisajeDocumento12 pagineEcología Del PaisajeFatii Chaban100% (2)
- Determinación de contaminación orgánica en arenasDocumento13 pagineDeterminación de contaminación orgánica en arenasBladi0% (1)
- Empaques Semana 6 FinalDocumento24 pagineEmpaques Semana 6 FinalRichard Vásquez Chávez0% (1)
- AEAS. 1990. Recomendaciones Sobre Depositos de Agua PotableDocumento58 pagineAEAS. 1990. Recomendaciones Sobre Depositos de Agua PotablekalkbadanNessuna valutazione finora
- Análisis Planta Procesadora de Pulpos y Calamares Descripción de ProcesosDocumento27 pagineAnálisis Planta Procesadora de Pulpos y Calamares Descripción de ProcesosPablo75% (4)
- Arcillas Expansivas FinalDocumento50 pagineArcillas Expansivas FinalSergio TrevejoNessuna valutazione finora
- Drogas Ilegales Especialistas Padres y Profesores PDFDocumento28 pagineDrogas Ilegales Especialistas Padres y Profesores PDFfabiolaNessuna valutazione finora
- Arreglos de Tuberia y Drenado de CondensadoDocumento40 pagineArreglos de Tuberia y Drenado de CondensadoCarlos Arturo Paima MezaNessuna valutazione finora
- Memoria de Matriz de CorteDocumento58 pagineMemoria de Matriz de CorteRuben Lazo OlivaresNessuna valutazione finora
- Informe Dicroismo Circular1Documento5 pagineInforme Dicroismo Circular1Ariel Pinto MarchantNessuna valutazione finora
- Paracetamol 250mg SupDocumento4 pagineParacetamol 250mg SupRONALDNessuna valutazione finora
- Metalurgia Del AceroDocumento4 pagineMetalurgia Del AceroSTIVEN VALDIVIEZO100% (1)
- Tema 5 - Aditivos-Hierbas y Especias en CarnicosDocumento57 pagineTema 5 - Aditivos-Hierbas y Especias en CarnicosCuellar Melgar Maira AlejandraNessuna valutazione finora
- Guia 1 Quimica Grado SeptimoDocumento7 pagineGuia 1 Quimica Grado SeptimoFredyCisaNessuna valutazione finora
- CASAAJENADocumento8 pagineCASAAJENAAbraham Falcon GrandeNessuna valutazione finora
- La Hibridación Consiste en Una Mezcla de Orbitales Puros en Un Estado Excitado para Formar Orbitales Hibridos Equivalentes Con Orientaciones Determinadas en El EspacioDocumento1 paginaLa Hibridación Consiste en Una Mezcla de Orbitales Puros en Un Estado Excitado para Formar Orbitales Hibridos Equivalentes Con Orientaciones Determinadas en El EspacioDiana CarrilloNessuna valutazione finora
- Trabajo ArquimedesDocumento12 pagineTrabajo ArquimedesDelis RafaelNessuna valutazione finora
- Fenoles y ácidos fenólicos: generalidades y propiedadesDocumento5 pagineFenoles y ácidos fenólicos: generalidades y propiedadescatty irene mamani garciaNessuna valutazione finora
- AdhesivosDocumento21 pagineAdhesivosLuz ValdezNessuna valutazione finora
- Propiedades Rocas UNIDocumento97 paginePropiedades Rocas UNIEdgard GinesNessuna valutazione finora
- Resistencia concreto laboratorio 1Documento8 pagineResistencia concreto laboratorio 1Diego FonsecaNessuna valutazione finora
- Portafolio InriochDocumento26 paginePortafolio InriochjpalauguillemNessuna valutazione finora
- Rocasmetamorficas 120312193445 Phpapp01Documento15 pagineRocasmetamorficas 120312193445 Phpapp01Mayssa VegaNessuna valutazione finora
- Sistema de Almacenamiento TanquesDocumento11 pagineSistema de Almacenamiento TanquesRoberto DominguezNessuna valutazione finora
- Geopresiones: métodos para calcular presiones de sobrecarga, poro y fracturaDocumento31 pagineGeopresiones: métodos para calcular presiones de sobrecarga, poro y fracturaTony Carranza100% (1)