Potrebbero piacerti anche
- Instrucoes PlataformaDocumento14 pagineInstrucoes PlataformaengenheiromateriaisNessuna valutazione finora
- L01 - Módulo 02 Conceitos e DefiniçõesDocumento159 pagineL01 - Módulo 02 Conceitos e DefiniçõesengenheiromateriaisNessuna valutazione finora
- Apostila Soldador TIG (Dimensional)Documento85 pagineApostila Soldador TIG (Dimensional)engenheiromateriaisNessuna valutazione finora
- Módulo 6 Introdução A Documentos Técnicos de SoldagemDocumento8 pagineMódulo 6 Introdução A Documentos Técnicos de SoldagemengenheiromateriaisNessuna valutazione finora
- Gas Lens Benefícios TIGDocumento3 pagineGas Lens Benefícios TIGengenheiromateriaisNessuna valutazione finora
- Módulo 3 Processo SMAWDocumento40 pagineMódulo 3 Processo SMAWengenheiromateriaisNessuna valutazione finora
- Rodrigo Marge Pagnozzi PRH09 UFSC GDocumento29 pagineRodrigo Marge Pagnozzi PRH09 UFSC GengenheiromateriaisNessuna valutazione finora
- Primeiros Socorros - BásicoDocumento23 paginePrimeiros Socorros - BásicoengenheiromateriaisNessuna valutazione finora
- Pistola TIG PDFDocumento2 paginePistola TIG PDFengenheiromateriaisNessuna valutazione finora
- Pistola TIGDocumento2 paginePistola TIGengenheiromateriaisNessuna valutazione finora
- S0lid0s Particulad0s 2Documento29 pagineS0lid0s Particulad0s 2engenheiromateriaisNessuna valutazione finora
- Exercícios Gestão de Estoques ResolvidoDocumento13 pagineExercícios Gestão de Estoques ResolvidoJúlio Maciel Maciel100% (3)
- Faturando Com PLR - Sua Receita de Ganhar DinheiroDocumento3 pagineFaturando Com PLR - Sua Receita de Ganhar DinheiroRodnei OliveiraNessuna valutazione finora
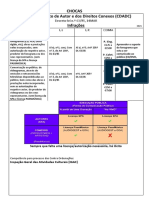
- Chocas Direito de AutorDocumento3 pagineChocas Direito de AutorAthomikNessuna valutazione finora
- Tabela Dos Coeficientes e Fatores Da Vantagem Da Coisa FeitaDocumento1 paginaTabela Dos Coeficientes e Fatores Da Vantagem Da Coisa FeitaSamuelOliveiraNessuna valutazione finora
- Aula 7 - Rochas MetamórficasDocumento60 pagineAula 7 - Rochas MetamórficasJadson FreireNessuna valutazione finora
- Física 23 - Princípios Da Eletricidade e Lei de CoulombDocumento7 pagineFísica 23 - Princípios Da Eletricidade e Lei de CoulombPaulo VieiraNessuna valutazione finora
- Modelo Portfolio UnoparDocumento8 pagineModelo Portfolio UnoparJosé Aron100% (3)
- Conners ProfessoresDocumento1 paginaConners Professoressuzana lucas100% (1)
- Fluxograma Processo Açucar AlcoolDocumento1 paginaFluxograma Processo Açucar AlcoolRodrigo Ramos LottiNessuna valutazione finora
- Entrega 04 - Carta A Um Jovem Investigador em EducaçãoDocumento2 pagineEntrega 04 - Carta A Um Jovem Investigador em EducaçãoRodrigo Medeiros LehnemannNessuna valutazione finora
- SFM 2014 Aula 22Documento20 pagineSFM 2014 Aula 22Lucas SantosNessuna valutazione finora
- Lista de Exercício Operações Unitária - EXTRAÇÃODocumento4 pagineLista de Exercício Operações Unitária - EXTRAÇÃOBruno SantosNessuna valutazione finora
- ExmyDocumento615 pagineExmymanuNessuna valutazione finora
- Métodos e Princípios de Sistemática BiológicaDocumento42 pagineMétodos e Princípios de Sistemática BiológicaNatália SouzaNessuna valutazione finora
- Transtorno de Déficit de Atenção Com Hiperatividade: Medicalização, Classificação e Controle Dos DesviosDocumento90 pagineTranstorno de Déficit de Atenção Com Hiperatividade: Medicalização, Classificação e Controle Dos DesviosSara AlbuquerqueNessuna valutazione finora
- Ficha 8 Nov., 14 - 11º AnoDocumento2 pagineFicha 8 Nov., 14 - 11º AnofurmarioNessuna valutazione finora
- Tecnologia Acondicionamento Produtos TermossensiveisDocumento290 pagineTecnologia Acondicionamento Produtos TermossensiveisYARANessuna valutazione finora
- Resenha América IDocumento6 pagineResenha América Ilázaro_rufino_1Nessuna valutazione finora
- Sistema de Gestao Ambiental (ISO 14001)Documento14 pagineSistema de Gestao Ambiental (ISO 14001)Wanderson MouraNessuna valutazione finora
- Apostila - Educação AmbientalDocumento147 pagineApostila - Educação AmbientallukazoxboyNessuna valutazione finora
- 5 - Como Dormir Com Qualquer Mulher Que Você Quiser - Franco SeductionDocumento63 pagine5 - Como Dormir Com Qualquer Mulher Que Você Quiser - Franco SeductionRodrigo Martins Gonçalves de Siqueira0% (1)
- 2018 12 31-Excelsior-Alimentos-S A Pdf-Y0rDocumento32 pagine2018 12 31-Excelsior-Alimentos-S A Pdf-Y0rJessica SantosNessuna valutazione finora
- Avaliação - 6º Ano - Préhistoria - ADocumento2 pagineAvaliação - 6º Ano - Préhistoria - AquerenaNessuna valutazione finora
- Descritivo Com Fazer Cerveja Com Kit Extrato e GraosDocumento8 pagineDescritivo Com Fazer Cerveja Com Kit Extrato e GraosKati RodriguesNessuna valutazione finora
- N1228Documento9 pagineN1228Jose Alejandro Mansutti GNessuna valutazione finora
- A Luuanda de José Luandino VieiraDocumento17 pagineA Luuanda de José Luandino Vieirataniacmacedo100% (1)
- BÁSICO - Mód I - 1 AULA - O Processo de Criação Do Universo PDFDocumento4 pagineBÁSICO - Mód I - 1 AULA - O Processo de Criação Do Universo PDFRenan Ezra GP100% (1)
- Rochas MetamórficasDocumento15 pagineRochas MetamórficasjoaoNessuna valutazione finora
- J F Almeida Prado - o Brasil e o Colonialismo EuropeuDocumento484 pagineJ F Almeida Prado - o Brasil e o Colonialismo EuropeuJogador NbaNessuna valutazione finora
- Crescimento e Desenvolvimento EconomicoDocumento4 pagineCrescimento e Desenvolvimento EconomicoGustavo TonettoNessuna valutazione finora
- Manual Jeep Renegade 2016Documento268 pagineManual Jeep Renegade 2016Pedro Brandão80% (5)