Potrebbero piacerti anche
- Liquid Enthalpy: Sensible HeatDocumento5 pagineLiquid Enthalpy: Sensible HeatSheikh NasiruddinNessuna valutazione finora
- Steam System Properties and Energy SavingsDocumento34 pagineSteam System Properties and Energy SavingsArnav KothiyalNessuna valutazione finora
- EvaporationDocumento8 pagineEvaporationrajesh kothariNessuna valutazione finora
- Evaporation 2Documento18 pagineEvaporation 2Kuma Gloria100% (1)
- Steam System of Power PlantDocumento34 pagineSteam System of Power PlantEjaz AhmedNessuna valutazione finora
- Equivalent EvaporationDocumento21 pagineEquivalent Evaporationkabbilaash kumarNessuna valutazione finora
- SteamDocumento146 pagineSteamRose ParkNessuna valutazione finora
- Basic Desuperheater Theory and CalculationsDocumento33 pagineBasic Desuperheater Theory and Calculationscarlfelipe100% (1)
- 01 Properties of SteamDocumento9 pagine01 Properties of SteamEeshan UpadhyayNessuna valutazione finora
- Armstrong - Trapping Super Heated SteamDocumento7 pagineArmstrong - Trapping Super Heated SteamLarry HoffmanNessuna valutazione finora
- Eme Notes1Documento83 pagineEme Notes1Anonymous ZVRfhVaER75% (4)
- Steam DesuperheatingDocumento35 pagineSteam Desuperheatingloercher01Nessuna valutazione finora
- Boiler FAQs: Efficient Operation and SafetyDocumento45 pagineBoiler FAQs: Efficient Operation and SafetyArsalan AliNessuna valutazione finora
- Boiler ratings and efficiency guideDocumento15 pagineBoiler ratings and efficiency guidesandeep kumarNessuna valutazione finora
- PP ManualDocumento50 paginePP ManualMohammad RehmanNessuna valutazione finora
- Group Membersid - No 1.meseret Tekie ATR/3016/06 2. Abduljelil Abdurhman ATR/4505/06Documento6 pagineGroup Membersid - No 1.meseret Tekie ATR/3016/06 2. Abduljelil Abdurhman ATR/4505/06yohannes lemiNessuna valutazione finora
- CH-10 Boiler PerformanceDocumento27 pagineCH-10 Boiler PerformanceRavi ShankarNessuna valutazione finora
- Generate Steam with a Steam BoilerDocumento148 pagineGenerate Steam with a Steam BoilerDinesh MechNessuna valutazione finora
- Dryness FractionDocumento3 pagineDryness Fractionmurali_228Nessuna valutazione finora
- Introduction To Steam Tables and Mollier Diagram: 1. DefinitionDocumento40 pagineIntroduction To Steam Tables and Mollier Diagram: 1. Definitionbikas_sahaNessuna valutazione finora
- Superheated SteamDocumento19 pagineSuperheated SteamSAKDA MAPRADITKUL100% (1)
- Steam Boiler Constatnt PressureDocumento5 pagineSteam Boiler Constatnt Pressurerecep1Nessuna valutazione finora
- Chapter 1 Properties of Steam (Notes)Documento9 pagineChapter 1 Properties of Steam (Notes)Prateek ridersNessuna valutazione finora
- UntitledDocumento15 pagineUntitledJanelle D. Puti-anNessuna valutazione finora
- Superheated SteamDocumento15 pagineSuperheated SteamluriahNessuna valutazione finora
- Boiler PerformanceDocumento20 pagineBoiler PerformanceRizuanul Arefin Emon100% (2)
- CHAPTER 1 STEAM GENERATION (Complete Slide)Documento25 pagineCHAPTER 1 STEAM GENERATION (Complete Slide)nisasoberiNessuna valutazione finora
- BoilerDocumento118 pagineBoilerMuthuKumar Arunachalam86% (7)
- Lectures 23Documento5 pagineLectures 23Muhammad AhmedNessuna valutazione finora
- Determination of Dryness FractionDocumento8 pagineDetermination of Dryness FractionSln ReddyNessuna valutazione finora
- Properties of SteamDocumento4 pagineProperties of SteamAndrew Grogan100% (1)
- Miscellaneous Boiler Types, Economisers and Superheaters ExplainedDocumento4 pagineMiscellaneous Boiler Types, Economisers and Superheaters ExplainedsenaNessuna valutazione finora
- Heat saving calculation guideDocumento64 pagineHeat saving calculation guideKhurram ShahzadNessuna valutazione finora
- Dryness FractionDocumento3 pagineDryness FractionJigme Lama100% (2)
- Boiler AnalysisDocumento16 pagineBoiler AnalysisBrian omondiNessuna valutazione finora
- Introduction To BoilersDocumento20 pagineIntroduction To BoilersBatrisyia QistinaNessuna valutazione finora
- Vapor e Con Dens AdoDocumento39 pagineVapor e Con Dens AdoSandro AraújoNessuna valutazione finora
- Block 15 DesuperheatingDocumento42 pagineBlock 15 DesuperheatingBabu Aravind100% (1)
- Dryness FractionDocumento5 pagineDryness FractionAmy AckerNessuna valutazione finora
- Ch3-Basic Steam CycleDocumento6 pagineCh3-Basic Steam CycleRENGANATHAN PNessuna valutazione finora
- Heat Balance For Steam Generator (Boiler) : Alarca, Braza, Gabriel, SebastianDocumento43 pagineHeat Balance For Steam Generator (Boiler) : Alarca, Braza, Gabriel, SebastianCarlo SebastianNessuna valutazione finora
- TS & Mollier NotesDocumento17 pagineTS & Mollier NotesjosephreneeshNessuna valutazione finora
- R14 - Steam Power Cycles PDFDocumento10 pagineR14 - Steam Power Cycles PDFnotoriousneal12Nessuna valutazione finora
- Benefits of Superheated Steam Over Saturated SteamDocumento3 pagineBenefits of Superheated Steam Over Saturated Steamjesus_manrique2753Nessuna valutazione finora
- Probset4. EnergybalancesDocumento4 pagineProbset4. EnergybalancesUmmu Qurratul Aini MansorNessuna valutazione finora
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesDa EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNessuna valutazione finora
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useDa EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNessuna valutazione finora
- Steam Engines Machinery's Reference Series, Number 70Da EverandSteam Engines Machinery's Reference Series, Number 70Nessuna valutazione finora
- Engineering Bulletin No 1: Boiler and Furnace TestingDa EverandEngineering Bulletin No 1: Boiler and Furnace TestingValutazione: 4.5 su 5 stelle4.5/5 (2)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDa EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNessuna valutazione finora
- The Early Days Of Motors And Motor-Driving - Steam CarsDa EverandThe Early Days Of Motors And Motor-Driving - Steam CarsNessuna valutazione finora
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Da EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Nessuna valutazione finora
- Company Logo: Cable Size CalculationDocumento7 pagineCompany Logo: Cable Size Calculationahmadgce04Nessuna valutazione finora
- GRE Word ThesaurusDocumento137 pagineGRE Word ThesaurusPhanidhar GubbalaNessuna valutazione finora
- GRE Word ThesaurusDocumento137 pagineGRE Word ThesaurusPhanidhar GubbalaNessuna valutazione finora
- CT Testing at ERDA & HALOLDocumento3 pagineCT Testing at ERDA & HALOLJAY PARIKHNessuna valutazione finora
- Irr - Pa & Id Fan - Boiler 1Documento14 pagineIrr - Pa & Id Fan - Boiler 1Jay Rameshbhai ParikhNessuna valutazione finora
- SC CalculationsDocumento112 pagineSC CalculationsJAY PARIKHNessuna valutazione finora
- CEA Battery ManagementDocumento112 pagineCEA Battery ManagementJAY PARIKHNessuna valutazione finora
- Hindalco Routine Test Report Page No. 4 & 5Documento2 pagineHindalco Routine Test Report Page No. 4 & 5JAY PARIKHNessuna valutazione finora
- 3AH Catalog PDFDocumento75 pagine3AH Catalog PDFalsilva2014100% (1)
- CableDocumento2 pagineCableJAY PARIKHNessuna valutazione finora
- CT Testing at ERDA & HALOLDocumento3 pagineCT Testing at ERDA & HALOLJAY PARIKHNessuna valutazione finora
- 3AH3 Circuit Breaker DetailsDocumento28 pagine3AH3 Circuit Breaker Details2003vinayNessuna valutazione finora
- CableInstallation PDFDocumento8 pagineCableInstallation PDFJAY PARIKHNessuna valutazione finora
- Keeping SafeDocumento3 pagineKeeping SafeJay Rameshbhai ParikhNessuna valutazione finora
- 3AH1 Operating InstrDocumento29 pagine3AH1 Operating InstrJAY PARIKHNessuna valutazione finora
- SynchroniserDocumento21 pagineSynchroniserJAY PARIKHNessuna valutazione finora
- Best PracticesDocumento28 pagineBest PracticesJAY PARIKHNessuna valutazione finora
- 011-23340000 / 23344787 / 23344773 / 23345500 / 23345800 or Mail To: Care@irctc - Co.inDocumento1 pagina011-23340000 / 23344787 / 23344773 / 23345500 / 23345800 or Mail To: Care@irctc - Co.inJAY PARIKHNessuna valutazione finora
- Improve Primary Air Heater EfficiencyDocumento4 pagineImprove Primary Air Heater EfficiencyJAY PARIKHNessuna valutazione finora
- Voltage Regulator DECS-100 ManuelDocumento81 pagineVoltage Regulator DECS-100 Manuelctsak100% (1)
- SynchroniserDocumento21 pagineSynchroniserJAY PARIKHNessuna valutazione finora
- Boiler Water TreatmentDocumento7 pagineBoiler Water TreatmentJAY PARIKH100% (1)
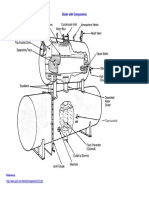
- 0507BoilerwithComponents PDFDocumento1 pagina0507BoilerwithComponents PDFJAY PARIKHNessuna valutazione finora
- MX3EG1A Automatic Synchronizer Technical ManualDocumento38 pagineMX3EG1A Automatic Synchronizer Technical Manualsgshekar30Nessuna valutazione finora
- WoodwardDocumento4 pagineWoodwardKUNALJAYNessuna valutazione finora
- Procedure For Calculation of Efficiency-1Documento7 pagineProcedure For Calculation of Efficiency-1JAY PARIKHNessuna valutazione finora
- Boiler DraftDocumento22 pagineBoiler DraftJAY PARIKHNessuna valutazione finora
- Statement Showing Cost & Profitability of Power Generated - Cogeneration PlantDocumento19 pagineStatement Showing Cost & Profitability of Power Generated - Cogeneration PlantJAY PARIKHNessuna valutazione finora
- Air CompressorsDocumento10 pagineAir CompressorsJAY PARIKHNessuna valutazione finora
- Boiler TechnologiesDocumento5 pagineBoiler TechnologiesSubhabrata SahaNessuna valutazione finora
- Project Title Micro Turbine Generator ProgramDocumento5 pagineProject Title Micro Turbine Generator ProgramRaviteja GaddamNessuna valutazione finora
- Petroleum Reservoir Properties and Storage CapacityDocumento46 paginePetroleum Reservoir Properties and Storage Capacityفاطمه پویانNessuna valutazione finora
- Notes On Geography (Paper 1, 2059/02) : Location of PakistanDocumento4 pagineNotes On Geography (Paper 1, 2059/02) : Location of PakistanAmina AbidNessuna valutazione finora
- Partial List 7th Annual LNG World 2012Documento2 paginePartial List 7th Annual LNG World 2012STP DesignNessuna valutazione finora
- Boiler PreservationDocumento35 pagineBoiler PreservationANKUSH YOGINessuna valutazione finora
- Technology and Economics of Modern Biogas EnginesDocumento36 pagineTechnology and Economics of Modern Biogas EnginesnguyenbmtsvNessuna valutazione finora
- Chapter Eiaght - Chemical EquiDocumento33 pagineChapter Eiaght - Chemical EquiAhmed Saeed100% (2)
- STRATEGO WP2 Background Reports CombinedDocumento309 pagineSTRATEGO WP2 Background Reports CombinedMEV CEONessuna valutazione finora
- WF DesignDocumento49 pagineWF DesignAviiCaphNessuna valutazione finora
- Michael J. Economides: Renowned Energy ExpertDocumento22 pagineMichael J. Economides: Renowned Energy ExpertSandy Itzel Rampn HernandezNessuna valutazione finora
- ChemistryDocumento24 pagineChemistryCarbo OriginNessuna valutazione finora
- Maritime Forecast TO 2050: Energy Transition Outlook 2022Documento84 pagineMaritime Forecast TO 2050: Energy Transition Outlook 2022Ricards SaulevicsNessuna valutazione finora
- SP3DDocumento4 pagineSP3Danil8688844700Nessuna valutazione finora
- Cargas Minerales para CauchoDocumento41 pagineCargas Minerales para Cauchodargil66Nessuna valutazione finora
- Img 20200128 0001Documento3 pagineImg 20200128 0001Ibnu SubuhNessuna valutazione finora
- Análisis de Cromolitografía de GasesDocumento4 pagineAnálisis de Cromolitografía de GasesFred SierraNessuna valutazione finora
- Specification Book - Janaki SentDocumento279 pagineSpecification Book - Janaki SentAsim Ghosh100% (1)
- School Bus Manufacturing ProcessDocumento8 pagineSchool Bus Manufacturing ProcessAshish GuptaNessuna valutazione finora
- EEN-E3001 Lecture 1 2023Documento25 pagineEEN-E3001 Lecture 1 2023notengofffNessuna valutazione finora
- Bimini BWC Crown High Efficiency Gas Fired Hot Water Boiler BrochureDocumento6 pagineBimini BWC Crown High Efficiency Gas Fired Hot Water Boiler Brochuree-ComfortUSANessuna valutazione finora
- Aasta Hansteen Info-01Documento37 pagineAasta Hansteen Info-01Panneer Selvam EaswaranNessuna valutazione finora
- ABHIL - B - R NewDocumento4 pagineABHIL - B - R NewGodwin GodwinNessuna valutazione finora
- Plant 39 Nitrogen Plant: by PalagunaDocumento17 paginePlant 39 Nitrogen Plant: by PalagunaGhuna Uciha100% (1)
- Vapor-Liquid Separator - WikipediaDocumento3 pagineVapor-Liquid Separator - Wikipediaramthecharm_46098467Nessuna valutazione finora
- Job Safety Analysis Worksheet for Tank CleaningDocumento16 pagineJob Safety Analysis Worksheet for Tank Cleaningjiks_i4uNessuna valutazione finora
- GailDocumento21 pagineGailVishal Kumar JhaNessuna valutazione finora
- Careers Gas Power RenewablesDocumento7 pagineCareers Gas Power Renewablesraghuveer_c01Nessuna valutazione finora
- Guide to LNG, NGL, CNG, LPG and Nuclear EnergyDocumento6 pagineGuide to LNG, NGL, CNG, LPG and Nuclear Energyshuvo134Nessuna valutazione finora
- Clearfrac Hiperm PsDocumento2 pagineClearfrac Hiperm Pssmithyry2014Nessuna valutazione finora
- Best Practices For Condensing Boilers: Technical FeatureDocumento8 pagineBest Practices For Condensing Boilers: Technical FeatureSantiago DuranNessuna valutazione finora