Potrebbero piacerti anche
- CNC ProyectoDocumento40 pagineCNC ProyectoLuis Muyulema100% (1)
- Perforacion NeumaticaDocumento15 paginePerforacion NeumaticaLut56r6o9o9o998is CaroNessuna valutazione finora
- Curso Calificacion de Operadores y RiggerDocumento335 pagineCurso Calificacion de Operadores y RiggerAlex CcazaNessuna valutazione finora
- 01 Curso Upa OdometrosDocumento48 pagine01 Curso Upa Odometrosjuan luis rodriguez m100% (1)
- Neumatica InformeDocumento30 pagineNeumatica InformeSantiagoAulesNessuna valutazione finora
- Electroneumatica Lab 00Documento15 pagineElectroneumatica Lab 00mirzavegatapiaNessuna valutazione finora
- Calculo de ModuloDocumento20 pagineCalculo de ModuloStacy QuirozNessuna valutazione finora
- Cómo Conectar Los Cables de Los Puertos USB FrontalesDocumento15 pagineCómo Conectar Los Cables de Los Puertos USB FrontalesmartinNessuna valutazione finora
- Guia Practica de NeumaticaDocumento65 pagineGuia Practica de NeumaticaGrover Yerson50% (2)
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 pagineEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsNessuna valutazione finora
- Catalogo HidraulicoDocumento66 pagineCatalogo HidraulicoEddy Ortega100% (2)
- Automatización Neumática PuraDocumento52 pagineAutomatización Neumática PuraMAURICIO100% (1)
- 8 Circuitos Con ElectrovalvulasDocumento14 pagine8 Circuitos Con ElectrovalvulasLuis EstebanNessuna valutazione finora
- 139 Memoria Ascensor Final 15 16 T22 G2Documento14 pagine139 Memoria Ascensor Final 15 16 T22 G2Stacy QuirozNessuna valutazione finora
- Practicas de Neumática y Electronuemática para Bachillerato TécnicoDocumento20 paginePracticas de Neumática y Electronuemática para Bachillerato TécnicoNâga VotanNessuna valutazione finora
- Practicas de ElectroneumaticaDocumento10 paginePracticas de ElectroneumaticaSanti Llivisaca RamosNessuna valutazione finora
- Manual de Electrónica Analógica (2642)Documento194 pagineManual de Electrónica Analógica (2642)Stacy QuirozNessuna valutazione finora
- Circuitos NeumaticosDocumento22 pagineCircuitos NeumaticosFaider Humberto Barrero SanchezNessuna valutazione finora
- Practicas Circuitos Neumaticos PDFDocumento60 paginePracticas Circuitos Neumaticos PDFvectorleonNessuna valutazione finora
- Programacion en Codigos GDocumento32 pagineProgramacion en Codigos GBladimir Sarabia100% (8)
- Practicas Neumatica - HidraulicaDocumento63 paginePracticas Neumatica - HidraulicaCarlos Guachichulca Yuquilima100% (3)
- Metodo de La Cascada Inf 01Documento8 pagineMetodo de La Cascada Inf 01Diego AnaluisaNessuna valutazione finora
- Manual Fagor 8025M - USERDocumento420 pagineManual Fagor 8025M - USERchusba0% (1)
- 10 - 080617 - Circuitos Neumáticos 02v13Documento19 pagine10 - 080617 - Circuitos Neumáticos 02v13elkalifaNessuna valutazione finora
- Circuitos Basicos de NeumaticaDocumento39 pagineCircuitos Basicos de NeumaticaDavid de la TorreNessuna valutazione finora
- Ejercicio FeedbackDocumento7 pagineEjercicio FeedbackDiego DiegoNessuna valutazione finora
- Ejercicios PLC EJ2014Documento5 pagineEjercicios PLC EJ2014Madianita EstradaNessuna valutazione finora
- Guia 12 - Aplicaciones Circuitos HidraulicosDocumento0 pagineGuia 12 - Aplicaciones Circuitos Hidraulicosderp76Nessuna valutazione finora
- Ejercicios Neumática y OleohidráulicaDocumento28 pagineEjercicios Neumática y OleohidráulicaEduardo CastilloNessuna valutazione finora
- Estudio 10 Casos Simulación de Circuitos NeumáticosDocumento17 pagineEstudio 10 Casos Simulación de Circuitos NeumáticosPedro Jiménez SergeNessuna valutazione finora
- Explicacion Del Ejercicio de Riego AutomaticoDocumento20 pagineExplicacion Del Ejercicio de Riego AutomaticoSantiago Cardenas chocceNessuna valutazione finora
- Ejercicios Con SensoresDocumento5 pagineEjercicios Con Sensoresisobaric1000Nessuna valutazione finora
- Circutos NeuamticosDocumento21 pagineCircutos NeuamticosAnonymous SegCAngVY5100% (1)
- Práctica #6Documento5 paginePráctica #6Alarick OohNessuna valutazione finora
- Método de La CascadaDocumento9 pagineMétodo de La CascadaJorge PillcoNessuna valutazione finora
- Partes Caracteristicas Herramientas CMV Leadwell V30Documento38 paginePartes Caracteristicas Herramientas CMV Leadwell V30Andrea Luzón Sánchez100% (1)
- Mandos ElectrohidraulicosDocumento29 pagineMandos ElectrohidraulicosAngelNessuna valutazione finora
- Ejercicios de Circuitos Hidraulicos y Neuaticos Con Metodo IntuitivoDocumento2 pagineEjercicios de Circuitos Hidraulicos y Neuaticos Con Metodo IntuitivojoseyliNessuna valutazione finora
- Taller PLC 2021ADocumento1 paginaTaller PLC 2021AJuan Camilo Leon MNessuna valutazione finora
- Tarea Metodos Cascada y Paso A PasoDocumento6 pagineTarea Metodos Cascada y Paso A PasoDante DldNessuna valutazione finora
- Circuitos Básicos de NeumáticaDocumento14 pagineCircuitos Básicos de NeumáticaJaetzhiita02Nessuna valutazione finora
- Actividades 1ºDocumento30 pagineActividades 1ºHola buenas0% (2)
- Partes de MecanizadoDocumento33 paginePartes de MecanizadojonathanNessuna valutazione finora
- Proyecto Final MotorDocumento35 pagineProyecto Final MotorAbraham LeonNessuna valutazione finora
- Neumatica y Electroneumatica EjerciciosDocumento68 pagineNeumatica y Electroneumatica EjerciciosLuis AltamiranoNessuna valutazione finora
- 2.3-GA3 Neumática v201Documento7 pagine2.3-GA3 Neumática v201Juan Cajas100% (1)
- Temporizadores On Delay y Off DelayDocumento3 pagineTemporizadores On Delay y Off DelayutezmgcNessuna valutazione finora
- Semana 02 - NeumaticaDocumento58 pagineSemana 02 - Neumaticajorge lara guzmanNessuna valutazione finora
- Practica 1 Manual de Configuracion WinUnisoft.Documento16 paginePractica 1 Manual de Configuracion WinUnisoft.Luis Fernando Muñoz UrbinaNessuna valutazione finora
- 05 Conexión FluidSim - Codesys PDFDocumento13 pagine05 Conexión FluidSim - Codesys PDFlizNessuna valutazione finora
- Ejercicio Cizalla (Circuitos Hidraulicos y Neumaticos)Documento1 paginaEjercicio Cizalla (Circuitos Hidraulicos y Neumaticos)joseyliNessuna valutazione finora
- FMS Practica1-Informe1 Partes Caracteristicas Leadwell v-30Documento28 pagineFMS Practica1-Informe1 Partes Caracteristicas Leadwell v-30andrea gallardoNessuna valutazione finora
- Neumatica - EjercitacionDocumento19 pagineNeumatica - EjercitacionAyax BustamanteNessuna valutazione finora
- Marco Teorico CNCDocumento8 pagineMarco Teorico CNCDamian Ismael Cordero VintimillaNessuna valutazione finora
- Informe Practica 14 Circuito HidraulicoDocumento7 pagineInforme Practica 14 Circuito HidraulicoJhonJaraNessuna valutazione finora
- Fichas A Neumatica FPneumaTICs 1516.2 PDFDocumento7 pagineFichas A Neumatica FPneumaTICs 1516.2 PDFLuis Guzman100% (1)
- PRACTICA #11.. Inversion de Giro de Dos Motores Trifasicos DirectoDocumento8 paginePRACTICA #11.. Inversion de Giro de Dos Motores Trifasicos DirectoAgustin Yubi0% (1)
- Ejercicio de Neumatica y ElectroneumaticaDocumento1 paginaEjercicio de Neumatica y ElectroneumaticaCesar Enrique Rivera BermudezNessuna valutazione finora
- Actividad 1 LEOHDocumento5 pagineActividad 1 LEOHLuis Enrique OlveraNessuna valutazione finora
- Instalaciones NeumaticasDocumento58 pagineInstalaciones NeumaticasFrancisco Mario80% (5)
- 1.INSTALACIÓN FluidSIM Home UseDocumento9 pagine1.INSTALACIÓN FluidSIM Home Usejordan poma curiNessuna valutazione finora
- Guia Ejercicios NeumaticaDocumento9 pagineGuia Ejercicios NeumaticaorigamiwolfNessuna valutazione finora
- Sistema de Gestión de La CalidadDocumento5 pagineSistema de Gestión de La CalidadEDWARD ANDRES GONZALEZ TORRESNessuna valutazione finora
- Guia Electroneumatica Métodos Cascada, Intuitivo y Paso A PasoDocumento12 pagineGuia Electroneumatica Métodos Cascada, Intuitivo y Paso A PasoProxyte JuanNessuna valutazione finora
- Ejemplos Practicos de Circuitos Hidraulicos y NeumaticosDocumento6 pagineEjemplos Practicos de Circuitos Hidraulicos y NeumaticosBrian Matute OrtizNessuna valutazione finora
- Taller N°4 Metodos de Diseño Paso A Paso y CascadaDocumento4 pagineTaller N°4 Metodos de Diseño Paso A Paso y CascadaDavid Orlando Rojas100% (1)
- Practica 2 Mec-3333Documento3 paginePractica 2 Mec-3333Erik GonzalezNessuna valutazione finora
- Práctica 5 Hidraulica y Neumática Industrial Equipo 4Documento9 paginePráctica 5 Hidraulica y Neumática Industrial Equipo 4RODRIGO SUAREZNessuna valutazione finora
- 33.interflon Food Lube H32Documento10 pagine33.interflon Food Lube H32Stacy QuirozNessuna valutazione finora
- Shell Tellus S2 V 68 MSDSDocumento18 pagineShell Tellus S2 V 68 MSDSStacy QuirozNessuna valutazione finora
- Diámetro Del CilindroDocumento6 pagineDiámetro Del CilindroStacy QuirozNessuna valutazione finora
- Conceptos Basicos de Seguridad IndustrialDocumento3 pagineConceptos Basicos de Seguridad IndustrialStacy QuirozNessuna valutazione finora
- BITX17A Montaje SpanishDocumento103 pagineBITX17A Montaje SpanishDiego García MedinaNessuna valutazione finora
- Mecanico-Analisis de PuestoDocumento15 pagineMecanico-Analisis de PuestoAngel David Ccama OrdoñezNessuna valutazione finora
- Ssee Da t02 01Documento29 pagineSsee Da t02 01Frooyy IsaiNessuna valutazione finora
- Libro Diario 21 de Octubre Del 2019Documento3 pagineLibro Diario 21 de Octubre Del 2019Milan DerekNessuna valutazione finora
- Informe Ponchado de Cable UtpDocumento3 pagineInforme Ponchado de Cable Utpgonzalo javier niñoamarisNessuna valutazione finora
- Trabajo de InglesDocumento6 pagineTrabajo de Ingleshector barreraNessuna valutazione finora
- Capítulo 2 - Int Aut Caja Moldeada Proteccion Diferencial Industrial Bastidor AbiertoDocumento11 pagineCapítulo 2 - Int Aut Caja Moldeada Proteccion Diferencial Industrial Bastidor Abiertocriman45Nessuna valutazione finora
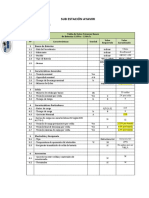
- BANCO DE BAT - RECT - SE AYAVIRI - ModfDocumento5 pagineBANCO DE BAT - RECT - SE AYAVIRI - ModfFidel E TicseNessuna valutazione finora
- TELDORDocumento2 pagineTELDORAndresRojasNessuna valutazione finora
- Practica Calificada de Informática e InternetDocumento3 paginePractica Calificada de Informática e InternetjhonNessuna valutazione finora
- 4 Oximetro de Pulso SP-20 + TemperaturaDocumento4 pagine4 Oximetro de Pulso SP-20 + TemperaturaDante Oblitas gallardoNessuna valutazione finora
- Creuso 2017Documento235 pagineCreuso 2017Leo y LuchiNessuna valutazione finora
- Instructivo Planta Seleccionadora.2022Documento10 pagineInstructivo Planta Seleccionadora.2022Camilo Alessandro Biagetti MarcosNessuna valutazione finora
- 2.3 Capitulo 39 PreguntasDocumento3 pagine2.3 Capitulo 39 PreguntasHector Hdz0% (2)
- Axis10 EspañolDocumento36 pagineAxis10 EspañolGuido QqueccañoNessuna valutazione finora
- PicDocumento3 paginePicGABRIEL VASQUEZNessuna valutazione finora
- Multivibradores Cap 7Documento25 pagineMultivibradores Cap 7Michael PomaNessuna valutazione finora
- (TDR) - Comunidad de CiscoDocumento17 pagine(TDR) - Comunidad de CiscojosephNessuna valutazione finora
- Motores Eléctricos PDFDocumento1 paginaMotores Eléctricos PDFCole ManNessuna valutazione finora
- Informe Practicas Diodos Simulacion 1Documento5 pagineInforme Practicas Diodos Simulacion 1jesus david bermudez corredorNessuna valutazione finora
- Bornes Del CompresorDocumento3 pagineBornes Del CompresorcuauhtemocNessuna valutazione finora
- SSTAQ INFR 04 38 Inspeccion Preoperacional RetrocargadorDocumento2 pagineSSTAQ INFR 04 38 Inspeccion Preoperacional RetrocargadorAlejita OrtizNessuna valutazione finora
- Copia de Listado Con Existencia - Xls Abril26Documento250 pagineCopia de Listado Con Existencia - Xls Abril26Ivan Alverto Carvajal50% (2)
- Practica 1 Cableado EstructuradoDocumento3 paginePractica 1 Cableado EstructuradoDaniel Torrico LupeNessuna valutazione finora
- Tren de PulsosDocumento4 pagineTren de PulsosSergio ReyesNessuna valutazione finora