Potrebbero piacerti anche
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Documento1 paginaSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaNessuna valutazione finora
- DRAFT Sample Welding Procedure GuidebookDocumento3 pagineDRAFT Sample Welding Procedure Guidebookahmad100% (1)
- QMS Manual SampleDocumento48 pagineQMS Manual Sampleesivaks2000Nessuna valutazione finora
- Internal Pipe CleaningDocumento3 pagineInternal Pipe Cleaningmuhamadrafie1975Nessuna valutazione finora
- Aotai Welding EquipmentDocumento16 pagineAotai Welding EquipmentSutanAMariNessuna valutazione finora
- Defects and Discontinuities: Boiler and Mechanical PowerDocumento78 pagineDefects and Discontinuities: Boiler and Mechanical PowerthejusNessuna valutazione finora
- Visual Inspection of Weld Joints Welding and NDTDocumento7 pagineVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Customer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionDocumento7 pagineCustomer Enquiry and Contract Review Procedure: PDF Created With Fineprint Pdffactory Trial VersionGib ArNessuna valutazione finora
- WPS PQR 12 PDFDocumento9 pagineWPS PQR 12 PDFVinay YadavNessuna valutazione finora
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocumento5 pagineAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNessuna valutazione finora
- DIN EN 12517-1: Deutsche NormDocumento17 pagineDIN EN 12517-1: Deutsche Normmarcos crisostoNessuna valutazione finora
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocumento11 pagineCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNessuna valutazione finora
- OC-1-1-FCAW-1 Rev 0 PDFDocumento4 pagineOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocumento1 paginaTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNessuna valutazione finora
- Curriculum Vitae: Educational QualificationDocumento5 pagineCurriculum Vitae: Educational Qualificationkhushwinder86Nessuna valutazione finora
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Documento1 paginaDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPNessuna valutazione finora
- Joints (Qw-402) DetailsDocumento3 pagineJoints (Qw-402) DetailsNaqqash SajidNessuna valutazione finora
- Stress Relieving Procedure 01Documento6 pagineStress Relieving Procedure 01VikasShelkeNessuna valutazione finora
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKAnonymous Ij6VfaNessuna valutazione finora
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Documento4 pagineProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNessuna valutazione finora
- SF188 Rev 1 - Welder Qualification Test CertificateDocumento1 paginaSF188 Rev 1 - Welder Qualification Test CertificateMike BoyesNessuna valutazione finora
- 2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFDocumento59 pagine2.2 - NDEP-C1574-5-6-7-8 - Rev.0 NDE Procedures Book PDFGeorge JhonsonNessuna valutazione finora
- Drawing RegisterDocumento2 pagineDrawing RegisterdanysubashNessuna valutazione finora
- ASMEDocumento38 pagineASMEshazanNessuna valutazione finora
- Procurement Services: Industry & Facilities DivisionDocumento10 pagineProcurement Services: Industry & Facilities Divisionkbpatel123Nessuna valutazione finora
- Asme 1325-18 (2007)Documento1 paginaAsme 1325-18 (2007)Matthew TaylorNessuna valutazione finora
- TopCoreBelco 101 FCDocumento9 pagineTopCoreBelco 101 FCCesar ArellanoNessuna valutazione finora
- Distortion in Aluminum Welded StructuresDocumento3 pagineDistortion in Aluminum Welded StructuresRaron1Nessuna valutazione finora
- Sfa-5.6Documento20 pagineSfa-5.6vannie_yundaNessuna valutazione finora
- Eversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00Documento4 pagineEversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00BHARANINessuna valutazione finora
- Preparation and Control of WeldingDocumento3 paginePreparation and Control of Weldingbalakumar rajaramNessuna valutazione finora
- WPS - 004Documento12 pagineWPS - 004MAT-LIONNessuna valutazione finora
- S-8018 B2Documento5 pagineS-8018 B2Abhishek AnandNessuna valutazione finora
- Painting Report Cd3Documento15 paginePainting Report Cd3sivaNessuna valutazione finora
- PRES TIG Hot Wire Narrow Gap Welding enDocumento25 paginePRES TIG Hot Wire Narrow Gap Welding enRavishankarNessuna valutazione finora
- STS QAC SOP 006 Repair Procedure For Stainless SteelDocumento5 pagineSTS QAC SOP 006 Repair Procedure For Stainless Steelmohd as shahiddin jafriNessuna valutazione finora
- Welding Coordinator WeldMap Weld Data Sheet PDFDocumento1 paginaWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNessuna valutazione finora
- Welding Parameters Control PipelineDocumento1 paginaWelding Parameters Control PipelinemusheerNessuna valutazione finora
- RTCC Manual WPS Approval WE-WPS-001Documento7 pagineRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNessuna valutazione finora
- 12 Storage of Parent MaterialsDocumento3 pagine12 Storage of Parent MaterialselmiraNessuna valutazione finora
- Miller Welding TitaniumDocumento20 pagineMiller Welding TitaniumrcpretoriusNessuna valutazione finora
- WPS & SmawDocumento12 pagineWPS & Smawnuke apriyaniNessuna valutazione finora
- WOPQ Form English1Documento2 pagineWOPQ Form English1oaperuchenaNessuna valutazione finora
- 10.LPI. Report FormatDocumento1 pagina10.LPI. Report FormatEr Sumant Kumar SinghNessuna valutazione finora
- Welding Workshop ManualDocumento16 pagineWelding Workshop ManualMuhammad FarooqNessuna valutazione finora
- Induction Training Text Format - StaffDocumento5 pagineInduction Training Text Format - StaffkumargaruNessuna valutazione finora
- KEMPPI Welding Technology Course: R.BanerjeeDocumento78 pagineKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNessuna valutazione finora
- Welding Procedure Specification (WPS) : in The Outer TubeDocumento1 paginaWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNessuna valutazione finora
- Z TMT Bill DetailsDocumento340 pagineZ TMT Bill DetailssantrssbNessuna valutazione finora
- Newps 6Documento2 pagineNewps 6imsovanara5310Nessuna valutazione finora
- Approved ITP 06012023 For WT6Documento1 paginaApproved ITP 06012023 For WT6mohamed irsath100% (1)
- DTEC FR04 REV00 Surface Preparation Inspection ReportDocumento18 pagineDTEC FR04 REV00 Surface Preparation Inspection ReportSyaiful Rasyidi TamsirNessuna valutazione finora
- I S 3658 - 1999Documento12 pagineI S 3658 - 1999Subhendu KhantuaNessuna valutazione finora
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Documento1.913 paginePipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocumento1 pagina22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNessuna valutazione finora
- PQR - WPQ Witness ReportDocumento1 paginaPQR - WPQ Witness Reportsdkeskar40Nessuna valutazione finora
- DVS 2207-3Documento12 pagineDVS 2207-3gura9054Nessuna valutazione finora
- Utoc Preliminary Wps Shell Project 270807 PDFDocumento55 pagineUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNessuna valutazione finora
- Wps Mig PDF FreeDocumento3 pagineWps Mig PDF Freehanz bermejoNessuna valutazione finora
- Repair ProceduresDocumento5 pagineRepair Proceduresmohd as shahiddin jafriNessuna valutazione finora
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocumento3 pagineInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 014 Burner MaintenanceDocumento9 pagineSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNessuna valutazione finora
- Inspection Test Plan: Itp No: REV:1.0 DateDocumento3 pagineInspection Test Plan: Itp No: REV:1.0 Datemohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 016 Spring Hanger InspectionDocumento6 pagineSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNessuna valutazione finora
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocumento1 paginaInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS QAC SOP 008 Tube Plugging ProcedureDocumento7 pagineSTS QAC SOP 008 Tube Plugging Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 013 Insulation ProcedureDocumento9 pagineSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 015 PSV ServicingDocumento11 pagineSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocumento4 pagineSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocumento6 pagineSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNessuna valutazione finora
- 6-Blasting and Painting Procedure - BP006Documento14 pagine6-Blasting and Painting Procedure - BP006mohd as shahiddin jafriNessuna valutazione finora
- 7-Welding Consumable Handling and Storage - WC007Documento11 pagine7-Welding Consumable Handling and Storage - WC007mohd as shahiddin jafriNessuna valutazione finora
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocumento6 pagineSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNessuna valutazione finora
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocumento4 pagineSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- Joint Integrity Procedure - GQP-ENG-014Documento32 pagineJoint Integrity Procedure - GQP-ENG-014mohd as shahiddin jafriNessuna valutazione finora
- 7-Material Handling and Storage - WC007Documento7 pagine7-Material Handling and Storage - WC007mohd as shahiddin jafriNessuna valutazione finora
- III - ITP - Site Piping Installation - STSSB-QAC-ITP-TA14-002Documento9 pagineIII - ITP - Site Piping Installation - STSSB-QAC-ITP-TA14-002mohd as shahiddin jafriNessuna valutazione finora
- II - ITP - Defect Work FabricationDocumento5 pagineII - ITP - Defect Work Fabricationmohd as shahiddin jafriNessuna valutazione finora
- BOSL Controllers Standard-1Documento82 pagineBOSL Controllers Standard-1Anonymous bnhNfqZXaNessuna valutazione finora
- Fabric Conveyor Belts Installation and Maintenance Guide: Habasit - Solutions in MotionDocumento16 pagineFabric Conveyor Belts Installation and Maintenance Guide: Habasit - Solutions in MotionAbdul Kani Ahamed MNessuna valutazione finora
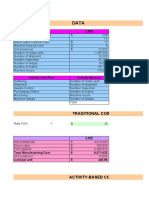
- Traditional Costing: Activity Cost Pool Activity MeasureDocumento4 pagineTraditional Costing: Activity Cost Pool Activity Measureyola yufitanNessuna valutazione finora
- Documents - MX Designing With The Nios II Processor and Qsys 1day 11 0 ModifiedDocumento197 pagineDocuments - MX Designing With The Nios II Processor and Qsys 1day 11 0 Modifiedrpfr0Nessuna valutazione finora
- 51TMSS01R0Documento21 pagine51TMSS01R0Bijaya Kumar Mohanty100% (2)
- Lenox TA Serie 6 A 20 TRDocumento40 pagineLenox TA Serie 6 A 20 TRjose antonioNessuna valutazione finora
- SurgeTest EPCOSDocumento33 pagineSurgeTest EPCOSSabina MaukoNessuna valutazione finora
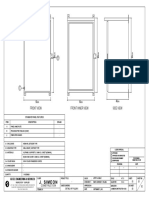
- Pullbox Nema 3r Rv.0Documento1 paginaPullbox Nema 3r Rv.0Jholo SicabaloNessuna valutazione finora
- 91 91 Issue 7 AMD 3 2Documento38 pagine91 91 Issue 7 AMD 3 2andre_jvcNessuna valutazione finora
- Geometric Dimensions & TolerancesDocumento96 pagineGeometric Dimensions & TolerancesPriyadarshi SinghNessuna valutazione finora
- Dynamics GP Dex Ini SettingsDocumento6 pagineDynamics GP Dex Ini Settingsadalbertopolanco5305Nessuna valutazione finora
- Material de Inspección VisualDocumento27 pagineMaterial de Inspección VisualGuillermo BarragánNessuna valutazione finora
- MA WAFLInternals V2.0Documento20 pagineMA WAFLInternals V2.0Vimal PalanisamyNessuna valutazione finora
- ESMF 2 Collective CLOA Environmental Social Performance CC-ESP Assessment - Latest Version - Labels - 2022-10!03!02!09!12Documento212 pagineESMF 2 Collective CLOA Environmental Social Performance CC-ESP Assessment - Latest Version - Labels - 2022-10!03!02!09!12Liko DollNessuna valutazione finora
- Java - Android, FileOutputStream, ByteArrayInputStream, ByteArrayOutputStream.Documento27 pagineJava - Android, FileOutputStream, ByteArrayInputStream, ByteArrayOutputStream.Karan TrehanNessuna valutazione finora
- Ep-15 CCTV, Telephone Fdas Riser DiagramDocumento1 paginaEp-15 CCTV, Telephone Fdas Riser DiagramNyel ArmstrongNessuna valutazione finora
- Sets of Rule For Fuzzy Logic Control of Washing MachineDocumento1 paginaSets of Rule For Fuzzy Logic Control of Washing MachineKHAIRUNISANessuna valutazione finora
- History of Sprinkler DevelopmentDocumento0 pagineHistory of Sprinkler DevelopmentZulfikar Husni FaruqNessuna valutazione finora
- Dowsil 51 AdditiveDocumento5 pagineDowsil 51 AdditiveYến HoàngNessuna valutazione finora
- Valvulas Moog Hoja de DatosDocumento24 pagineValvulas Moog Hoja de DatosLuis Alberto RamosNessuna valutazione finora
- Fendolite Proofing PDFDocumento4 pagineFendolite Proofing PDFShaji MathewNessuna valutazione finora
- BFE-FM200-EPFS-000-02 - System Datasheet (UL)Documento52 pagineBFE-FM200-EPFS-000-02 - System Datasheet (UL)SajjadNessuna valutazione finora
- DVD BlueSkyDocumento13 pagineDVD BlueSkycarlosNessuna valutazione finora
- Industrial Training ReportDocumento19 pagineIndustrial Training ReportRam PandeyNessuna valutazione finora
- Global Electric Power Steering (EPS) Market Analysis and ForecastDocumento19 pagineGlobal Electric Power Steering (EPS) Market Analysis and ForecastSanjay MatthewsNessuna valutazione finora
- OBC Serial Commands Protocol: Manual No: RevisionDocumento47 pagineOBC Serial Commands Protocol: Manual No: RevisionHiep Thai NguyenNessuna valutazione finora
- 3-D Finite Element Modeling in OpenSees For Bridge - Scoggins - ThesisDocumento54 pagine3-D Finite Element Modeling in OpenSees For Bridge - Scoggins - Thesisantonfreid100% (2)
- Akhila ResumeDocumento2 pagineAkhila ResumejeelaniNessuna valutazione finora
- Mack Maxitorque Tm-309mDocumento2 pagineMack Maxitorque Tm-309mfdpc198750% (2)
- Regular Expressions in QTPDocumento15 pagineRegular Expressions in QTPBhargav S RajendraNessuna valutazione finora