Potrebbero piacerti anche
- Mun 2007Documento6 pagineMun 2007juan diazNessuna valutazione finora
- Gunning 2009Documento7 pagineGunning 2009juan diazNessuna valutazione finora
- A Comparison Study of The Mechanical Properties and Drying Shrinkage of Oil Palm Shell and Expanded Clay Lightweight Aggregate ConcretesDocumento8 pagineA Comparison Study of The Mechanical Properties and Drying Shrinkage of Oil Palm Shell and Expanded Clay Lightweight Aggregate Concretesjuan diazNessuna valutazione finora
- Gonzlezcorrochano 2009Documento12 pagineGonzlezcorrochano 2009juan diazNessuna valutazione finora
- Acoustic and Mechanical Properties of Expanded Clay Granulates Consolidated by Epoxy Resin (Bartolini 2010)Documento6 pagineAcoustic and Mechanical Properties of Expanded Clay Granulates Consolidated by Epoxy Resin (Bartolini 2010)juan diazNessuna valutazione finora
- Production of Expanded-Clay Aggregate For Lightweight Concrete From Non-Selfbloating Clays (Pioro 2004)Documento5 pagineProduction of Expanded-Clay Aggregate For Lightweight Concrete From Non-Selfbloating Clays (Pioro 2004)juan diazNessuna valutazione finora
- Waste Management: Angelo Sarabèr, Robert Overhof, Terry Green, Jan PelsDocumento9 pagineWaste Management: Angelo Sarabèr, Robert Overhof, Terry Green, Jan Pelsjuan diazNessuna valutazione finora
- A Review of Studies On Bricks Using Alternative Materials and Approaches (Zhang-Australia-2018)Documento18 pagineA Review of Studies On Bricks Using Alternative Materials and Approaches (Zhang-Australia-2018)juan diazNessuna valutazione finora
- Cheeseman 2005Documento13 pagineCheeseman 2005juan diaz100% (1)
- A Review On Artificial Aggregates (PRIYADHARSHINI - 2012)Documento8 pagineA Review On Artificial Aggregates (PRIYADHARSHINI - 2012)juan diazNessuna valutazione finora
- Marine Pollution Bulletin: Yu-Ling Wei, Jing-Chiang Yang, Yong-Yang Lin, Shih-Yu Chuang, H. Paul WangDocumento6 pagineMarine Pollution Bulletin: Yu-Ling Wei, Jing-Chiang Yang, Yong-Yang Lin, Shih-Yu Chuang, H. Paul Wangjuan diazNessuna valutazione finora
- Achieving Sustainability With Lightweight AggregatesDocumento5 pagineAchieving Sustainability With Lightweight Aggregatesjuan diazNessuna valutazione finora
- A Study of Gas Emissions During The Firing Process From Bricks Incorporating Biosolids (Ukwatta-Australia-2018)Documento14 pagineA Study of Gas Emissions During The Firing Process From Bricks Incorporating Biosolids (Ukwatta-Australia-2018)juan diazNessuna valutazione finora
- Towards Sustainable Bricks Production An Overview (Murmu-India-2018)Documento14 pagineTowards Sustainable Bricks Production An Overview (Murmu-India-2018)juan diazNessuna valutazione finora
- Impact Categories Through Life Cycle Assessment of Coal-Fired Brick (Sunilkumar-India-2016)Documento7 pagineImpact Categories Through Life Cycle Assessment of Coal-Fired Brick (Sunilkumar-India-2016)juan diazNessuna valutazione finora
- Thermal Conductivity of Clay Bricks (Dondi-Italy-2004)Documento7 pagineThermal Conductivity of Clay Bricks (Dondi-Italy-2004)juan diazNessuna valutazione finora
- Processing and Characterization of Fly Ash-Based Geopolymer Bricks (WANIBRAHIM-2016) .Pdf1114Documento7 pagineProcessing and Characterization of Fly Ash-Based Geopolymer Bricks (WANIBRAHIM-2016) .Pdf1114juan diazNessuna valutazione finora
- Comparative Study On Early Strength of Sodium Hydroxide (Naoh) Activated y Ash Based GeopolymerDocumento8 pagineComparative Study On Early Strength of Sodium Hydroxide (Naoh) Activated y Ash Based Geopolymerjuan diazNessuna valutazione finora
- Effect of Sodium Hydroxide Molarity On Physical Mechanical Geopolymers (Jaya-2018)Documento8 pagineEffect of Sodium Hydroxide Molarity On Physical Mechanical Geopolymers (Jaya-2018)juan diazNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Recommended Scaffolding Erection Procedure: Page 1 of 4Documento4 pagineRecommended Scaffolding Erection Procedure: Page 1 of 4Etibar AliyevNessuna valutazione finora
- 3CC System Technical SpecificationDocumento3 pagine3CC System Technical SpecificationAnonymous qTP5oq7gNessuna valutazione finora
- Index For Safe Work Method Statements (CIVIL/FIT-OUT WORK)Documento2 pagineIndex For Safe Work Method Statements (CIVIL/FIT-OUT WORK)Ranjan KumarNessuna valutazione finora
- BOQ of LKV Main Canal MalaypurDocumento3 pagineBOQ of LKV Main Canal MalaypurRUPAM KUMARINessuna valutazione finora
- 3M Straight Edge TestDocumento3 pagine3M Straight Edge TestSoundar PachiappanNessuna valutazione finora
- DBR VupDocumento15 pagineDBR Vuparif_rubinNessuna valutazione finora
- Concrete Construction Article PDF - Guidelines For Bracing Tilt-Up WallsDocumento3 pagineConcrete Construction Article PDF - Guidelines For Bracing Tilt-Up Wallsphil brownNessuna valutazione finora
- Sepakat Setia Perunding SDN BHD: Design InformationDocumento6 pagineSepakat Setia Perunding SDN BHD: Design InformationAfiq SyahmiNessuna valutazione finora
- Design and Analysis of Heavily Loaded RC Link BeamDocumento17 pagineDesign and Analysis of Heavily Loaded RC Link BeamWasin WaiyasusriNessuna valutazione finora
- Structural Design & Estimation Lecture Theater Building by HamzaDocumento97 pagineStructural Design & Estimation Lecture Theater Building by HamzaIbrahimNessuna valutazione finora
- Testing of Concrete Cores For StrengthDocumento3 pagineTesting of Concrete Cores For StrengthAshraf0% (1)
- Activity 2.1.1 Wood Frame SystemsDocumento2 pagineActivity 2.1.1 Wood Frame SystemsMichael 7Green LuckNessuna valutazione finora
- Sika 1®Documento4 pagineSika 1®JKR BuildersNessuna valutazione finora
- Designers' Guide To Eurocode 8 - Design of Bridges For Earthquake Resistance EN 1998-2-ICE Publishing (2012)Documento248 pagineDesigners' Guide To Eurocode 8 - Design of Bridges For Earthquake Resistance EN 1998-2-ICE Publishing (2012)Amar KadićNessuna valutazione finora
- Urban Design: A Typology of Procedures and Products: - Jon LangDocumento7 pagineUrban Design: A Typology of Procedures and Products: - Jon LangsamyakNessuna valutazione finora
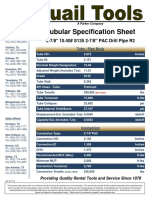
- Tubular Specification Sheet: 2-7/8" 10.40# S135 2-7/8" PAC Drill Pipe R2Documento1 paginaTubular Specification Sheet: 2-7/8" 10.40# S135 2-7/8" PAC Drill Pipe R2Mamani Vargas Wiljho100% (1)
- Isolated - Foundation Design ES en 2015Documento10 pagineIsolated - Foundation Design ES en 2015Dino AbdelaNessuna valutazione finora
- Lean PresentationDocumento82 pagineLean PresentationEkasuthan RastaNessuna valutazione finora
- Proposed Church Building For Fbcfi CanioganDocumento8 pagineProposed Church Building For Fbcfi CanioganFredericknavo NavoNessuna valutazione finora
- 11 - Concrete Flexural DesignDocumento20 pagine11 - Concrete Flexural Designleona Grace MendozaNessuna valutazione finora
- Hilti - EN 1992-4 Presentation - 20210201Documento44 pagineHilti - EN 1992-4 Presentation - 20210201Yeoh chun yenNessuna valutazione finora
- Theory Structures Ramamrutham PDF ImgurDocumento2 pagineTheory Structures Ramamrutham PDF ImgurASIF0% (1)
- Joints in Lattice Girder Structures: Karin Lundgren, Johan Helgesson, Rasmus SylvénDocumento80 pagineJoints in Lattice Girder Structures: Karin Lundgren, Johan Helgesson, Rasmus SylvénmvssrajuNessuna valutazione finora
- Cost AccountingDocumento16 pagineCost AccountingKezia SantosidadNessuna valutazione finora
- Conversion CycleDocumento40 pagineConversion CycleKelvin CaldinoNessuna valutazione finora
- Structural Analysis of Residential BuildingDocumento32 pagineStructural Analysis of Residential Buildingramesh sitaulaNessuna valutazione finora
- TWG Infra BOQ DUPA Forms Renovation of OCCDocumento116 pagineTWG Infra BOQ DUPA Forms Renovation of OCCapril lauditNessuna valutazione finora
- Bill of Quantity For The Construction of 6x3 Bedroom AccomodationDocumento19 pagineBill of Quantity For The Construction of 6x3 Bedroom Accomodationuche eke100% (1)
- CementaidDocumento3 pagineCementaidGuntherNessuna valutazione finora
- Connection Design - Glued-In Steel RodsDocumento10 pagineConnection Design - Glued-In Steel RodsBa Thanh DinhNessuna valutazione finora