Potrebbero piacerti anche
- Folleto Blumaq ShellDocumento21 pagineFolleto Blumaq ShellEdwin Bustamante CabreraNessuna valutazione finora
- Calculo de AzucarDocumento14 pagineCalculo de AzucarCésar Augusto Niño Castro100% (1)
- Balance de Materiales en Ingenio Central ProgresoDocumento29 pagineBalance de Materiales en Ingenio Central ProgresoFiedes Esmar100% (1)
- Setting Molinos CañerosDocumento7 pagineSetting Molinos Cañerosmauricio ceballos100% (2)
- Curso de Molienda de Caña de AzúcarDocumento130 pagineCurso de Molienda de Caña de AzúcarJuan Altamirano Rojas100% (2)
- Curso Preparación y Molienda 2019Documento116 pagineCurso Preparación y Molienda 2019VanessaJackelineGonzalezGuevara100% (4)
- Molino de CañaDocumento11 pagineMolino de CañaMarco Estuardo Solórzano Hernández100% (1)
- Balance de Pol de Torta en Filtro OliverDocumento4 pagineBalance de Pol de Torta en Filtro Oliverafrunp518650% (2)
- Molinos de San Carlos AjustesDocumento129 pagineMolinos de San Carlos AjustesHector Manuel Pantoja Cardona100% (4)
- Diseño de Un DesfibradorDocumento109 pagineDiseño de Un DesfibradorBalvinMAlbertoNessuna valutazione finora
- 1 MolinosDocumento41 pagine1 Molinosdantebc4100% (8)
- Separadores de Arrastre para Evaporadores y TachosDocumento15 pagineSeparadores de Arrastre para Evaporadores y Tachosyuiman guido100% (2)
- Hoja de Cálculo en Portafolio para Ingenio AzucareroDocumento103 pagineHoja de Cálculo en Portafolio para Ingenio AzucareroNico DanescuNessuna valutazione finora
- Haciendo AzúcarDocumento21 pagineHaciendo AzúcarJesús Velarde100% (2)
- Balances Energeticos-Balance de Agua Aplicado en Ingenios AzucarerosDocumento122 pagineBalances Energeticos-Balance de Agua Aplicado en Ingenios AzucarerosAbrahan Pacheco100% (1)
- Serie Azucarera 17 PDFDocumento165 pagineSerie Azucarera 17 PDFvotcir100% (1)
- Serie Azucarera 1 y 2 Los Polielectrolitos y Perdidas en La Industria AzucareraDocumento233 pagineSerie Azucarera 1 y 2 Los Polielectrolitos y Perdidas en La Industria AzucareraBriseidaa Martinez100% (3)
- Día 3, Evaporación Del Jugo de Caña. CengicañaDocumento48 pagineDía 3, Evaporación Del Jugo de Caña. CengicañaUri LopezNessuna valutazione finora
- Unidad I.1 Tratamiento Del Jugo de CañaDocumento25 pagineUnidad I.1 Tratamiento Del Jugo de CañaVivian Guadalupe Hernández Hernández100% (1)
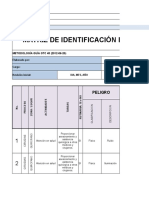
- Matriz de PeligrosDocumento14 pagineMatriz de PeligrosLeonel Ortiz Quiroz0% (1)
- Torque y Consumo de Potencia en Molinos Azucareros de Cuatro MazasDocumento18 pagineTorque y Consumo de Potencia en Molinos Azucareros de Cuatro MazasJuan Altamirano Rojas100% (1)
- Resumenes Tema 5 BIOLOGIA OXFORD 1 ESODocumento10 pagineResumenes Tema 5 BIOLOGIA OXFORD 1 ESOLucia GomezNessuna valutazione finora
- Picadores y Desfibradores de CañaDocumento72 paginePicadores y Desfibradores de CañaOrlando Marchan100% (2)
- Procedimiento Desfile y Doblado de TuberiaDocumento13 pagineProcedimiento Desfile y Doblado de TuberiaEdwin Bustamante CabreraNessuna valutazione finora
- 6 Cristalizadores y Magma Vol. 6Documento31 pagine6 Cristalizadores y Magma Vol. 6efrenuchihNessuna valutazione finora
- Diseño y La Recuperación de Las Coronas de Molinos de Caña de Azúcar.Documento12 pagineDiseño y La Recuperación de Las Coronas de Molinos de Caña de Azúcar.Juan Altamirano RojasNessuna valutazione finora
- Conferencia 3 O P Moledora ESTEDocumento52 pagineConferencia 3 O P Moledora ESTEcesar100% (1)
- Clarificación de Jugo y Meladura.Documento184 pagineClarificación de Jugo y Meladura.Dalia Lorena Saavedra Estrella0% (1)
- Conferencia 2 O P MoledoraDocumento33 pagineConferencia 2 O P Moledoracesar100% (1)
- Molino Extractor de Jugo de Caña de Cuatro Mazas - G1Documento108 pagineMolino Extractor de Jugo de Caña de Cuatro Mazas - G1carrysis2Nessuna valutazione finora
- 1 Ajuste y Operacion de MolinosDocumento122 pagine1 Ajuste y Operacion de MolinosProyectos aNessuna valutazione finora
- Módulo 5 - Cocimiento, CristalizaciónDocumento76 pagineMódulo 5 - Cocimiento, CristalizaciónIngrid Romero100% (1)
- Operación de Los Molinos Del Tándem Cañero A Dos Niveles de Presión HidráulicaDocumento8 pagineOperación de Los Molinos Del Tándem Cañero A Dos Niveles de Presión HidráulicaRobinson MarinNessuna valutazione finora
- Calculo Calentador de MeladuraDocumento10 pagineCalculo Calentador de MeladuraCarlos Humberto Velez UsecheNessuna valutazione finora
- Costos PerforaciónDocumento8 pagineCostos PerforaciónAlberto SilvaNessuna valutazione finora
- Diapositivas de EvaporacionDocumento50 pagineDiapositivas de EvaporacionBilly Garcia100% (1)
- Calculo Molino de CañaDocumento29 pagineCalculo Molino de CañaDavid Gonzalez100% (1)
- 13 (Anexo 1) Términos Empleados en La Industria Azucarera de Caña 2Documento6 pagine13 (Anexo 1) Términos Empleados en La Industria Azucarera de Caña 2Jose Alfredo Lopez GarciaNessuna valutazione finora
- Capacidad Del Tandem PDFDocumento15 pagineCapacidad Del Tandem PDFbraulio90100% (2)
- Muestreo de MineralesDocumento79 pagineMuestreo de MineralesJorge Triveño HNessuna valutazione finora
- Procedimiento Cristal 600Documento6 pagineProcedimiento Cristal 600Javier Manuel Ibanez100% (1)
- Perdidas Indeterminada o Monzon PDFDocumento67 paginePerdidas Indeterminada o Monzon PDFIgnacio Del ToroNessuna valutazione finora
- Balance de Masa Del Azúcar de CañaDocumento16 pagineBalance de Masa Del Azúcar de Cañatatotatissss100% (1)
- Coeficientes EvaporaciónDocumento2 pagineCoeficientes EvaporaciónLuis SanabriaNessuna valutazione finora
- Estructura de Precios Unitarios de Labores Mina ExploradorDocumento30 pagineEstructura de Precios Unitarios de Labores Mina ExploradorYomar Zeballos HuaypunaNessuna valutazione finora
- 4 - EspigonesDocumento34 pagine4 - EspigonesCesar Cruz Romero100% (1)
- TACHOSDocumento19 pagineTACHOSefrenuchih100% (2)
- 2analisis Agotamiento Miel Final Ingenios GuatemalaDocumento22 pagine2analisis Agotamiento Miel Final Ingenios GuatemalaHernández Javier100% (1)
- Calculo Rapido de Evaporadores en La Industria AzucareraDocumento16 pagineCalculo Rapido de Evaporadores en La Industria Azucarerajovaldez64100% (2)
- Calidad de La CañaDocumento64 pagineCalidad de La CañaBryan Alexis CastrillonNessuna valutazione finora
- ATAGUA, Azucares Reductores, 20110811Documento31 pagineATAGUA, Azucares Reductores, 20110811Benjamin Bn100% (1)
- Funcionamiento Multiple Efecto (Tecnicatura)Documento15 pagineFuncionamiento Multiple Efecto (Tecnicatura)Alfredo MIKENessuna valutazione finora
- Elaboración de Un Programa de Simulación de Molienda en El Ingenio Azucarero San Carlos, para Determinar La Eficiencia Por Molinos de Un Trapiche PDFDocumento9 pagineElaboración de Un Programa de Simulación de Molienda en El Ingenio Azucarero San Carlos, para Determinar La Eficiencia Por Molinos de Un Trapiche PDFIdiLab Emprendimiento100% (1)
- Curva Brix TrapicheDocumento9 pagineCurva Brix TrapicheJuan Altamirano RojasNessuna valutazione finora
- Diplomado Patio Caña, Molinos 2008.Documento16 pagineDiplomado Patio Caña, Molinos 2008.roberto perez100% (4)
- Teoria Extraccion de JugoDocumento18 pagineTeoria Extraccion de JugoMonse Castro de SibajaNessuna valutazione finora
- Recepción y Preparación de CañaDocumento6 pagineRecepción y Preparación de CañaPaola Flores VasquezNessuna valutazione finora
- Chumaceras de Bronce para El Eje de Maza Superior de MolinoDocumento18 pagineChumaceras de Bronce para El Eje de Maza Superior de MolinoRoy Rodriguez SolanoNessuna valutazione finora
- Modelado Del Tren de Molinos de Un Ingenio Azucarero PDFDocumento7 pagineModelado Del Tren de Molinos de Un Ingenio Azucarero PDFIdiLab Emprendimiento100% (1)
- Etapa de Recepcion, Desfibrado y Molienda Caña de AzucarDocumento50 pagineEtapa de Recepcion, Desfibrado y Molienda Caña de AzucarDavid MendozaNessuna valutazione finora
- SoladuraDocumento12 pagineSoladuraKike FerreyrosNessuna valutazione finora
- ExtraccionDocumento52 pagineExtraccionseancachu0% (1)
- Visita Tecnica Fabrica AzucareraDocumento16 pagineVisita Tecnica Fabrica AzucareraJesús Chú Salazar100% (1)
- Resolucion de Ejercicio PerforaciónDocumento11 pagineResolucion de Ejercicio PerforaciónVICTOR TORINessuna valutazione finora
- Calculo de CloracionDocumento12 pagineCalculo de CloracionSung Cuba OjedaNessuna valutazione finora
- Cálculo de ANFO 4x4Documento4 pagineCálculo de ANFO 4x4NEISERNessuna valutazione finora
- Factura: Clave de AccesoDocumento1 paginaFactura: Clave de AccesoEdwin Bustamante CabreraNessuna valutazione finora
- Grating Piso IndustrialDocumento2 pagineGrating Piso IndustrialEdwin Bustamante CabreraNessuna valutazione finora
- Tubo Estructural CuadradoDocumento1 paginaTubo Estructural CuadradoEdwin Bustamante Cabrera0% (1)
- Planchas AntideslizantesDocumento1 paginaPlanchas AntideslizantesEdwin Bustamante CabreraNessuna valutazione finora
- Seleccion de RodamientosDocumento6 pagineSeleccion de RodamientosEdwin Bustamante CabreraNessuna valutazione finora
- EstructuraDocumento1 paginaEstructuraEdwin Bustamante CabreraNessuna valutazione finora
- QII DiagnosticoDocumento1 paginaQII DiagnosticoMari MoViNessuna valutazione finora
- Taller Propiedades FisicasDocumento2 pagineTaller Propiedades FisicasANDRES FELIPE GRAJALES ACEVEDONessuna valutazione finora
- Analisis de Las Tecnologías TermosolaresDocumento81 pagineAnalisis de Las Tecnologías Termosolaresangeliart46Nessuna valutazione finora
- Ventajas/pros y Desventajas/contras de El Avance de La QuímicaDocumento2 pagineVentajas/pros y Desventajas/contras de El Avance de La QuímicaMiztli Hernandez100% (1)
- 10 - Taller Fuerza - Trabajo-Potenciay EnergíaDocumento4 pagine10 - Taller Fuerza - Trabajo-Potenciay EnergíaRoger Cubs SalcedNessuna valutazione finora
- Actualmente La Selva Baja Caducifolia Es Uno de Los Ecosistemas Más Amenazados en El PaísDocumento9 pagineActualmente La Selva Baja Caducifolia Es Uno de Los Ecosistemas Más Amenazados en El PaísMauricio Alan TroncosoNessuna valutazione finora
- Módulo de ConducciónDocumento9 pagineMódulo de ConducciónYOSUE ROSALES RIVERA YARESINessuna valutazione finora
- Ensayo de La RelatividadDocumento6 pagineEnsayo de La RelatividadJonathan David Campos JimenezNessuna valutazione finora
- La EvolucionDocumento9 pagineLa Evolucionthe rickoNessuna valutazione finora
- N CSV Car 2 02 001 10 PDFDocumento8 pagineN CSV Car 2 02 001 10 PDFGary LopezNessuna valutazione finora
- Balance de Materia y EnergíaDocumento21 pagineBalance de Materia y EnergíaJhon Fredy Lancheros GonzalezNessuna valutazione finora
- Primera Guerra Mundial OfficialDocumento8 paginePrimera Guerra Mundial OfficialLupita Gurrola50% (10)
- Enlaces QuimicosDocumento4 pagineEnlaces QuimicosValeria OviedoNessuna valutazione finora
- Flujo en Tuberías y DuctosDocumento2 pagineFlujo en Tuberías y DuctosDany Elith Chota Valera0% (1)
- Recursos NaturalesDocumento23 pagineRecursos NaturalesjotapefrostNessuna valutazione finora
- Proyecto Tecnologia Emergente de BateriasDocumento20 pagineProyecto Tecnologia Emergente de BateriasNicolás MarinNessuna valutazione finora
- AEA 90364 Reglamentación para La Ejecución de Instalaciones Eléctricas en InmueblesDocumento4 pagineAEA 90364 Reglamentación para La Ejecución de Instalaciones Eléctricas en Inmueblesjose simonNessuna valutazione finora
- Diagramas de MetaconceptosDocumento4 pagineDiagramas de MetaconceptosLaura Andrea ZamoraNessuna valutazione finora
- Annie Besant DHARMA FILOSOFIA DE LA COND PDFDocumento29 pagineAnnie Besant DHARMA FILOSOFIA DE LA COND PDFdocky14Nessuna valutazione finora
- Corte DirectoDocumento25 pagineCorte Directopablo91Nessuna valutazione finora
- Ensayo Biodiversidad Jose EliasDocumento7 pagineEnsayo Biodiversidad Jose Eliaspenelope navajasNessuna valutazione finora
- Tesis Yenifer Melani DictaminantesDocumento184 pagineTesis Yenifer Melani DictaminantesIván Cáceres AnguloNessuna valutazione finora
- Flujo Rapidamente Variado ... Resalto HidraulicoDocumento2 pagineFlujo Rapidamente Variado ... Resalto HidraulicoSoledad Porta Romero100% (1)
- Puente Rafael Urdaneta oDocumento14 paginePuente Rafael Urdaneta oVictor CarrilloNessuna valutazione finora
- Introducción A La Geografía. Localización, Límite y Superficie.Documento6 pagineIntroducción A La Geografía. Localización, Límite y Superficie.Yazmin SorianoNessuna valutazione finora
- Ejercicios de Química Nivel Universidad BasicoDocumento6 pagineEjercicios de Química Nivel Universidad BasicoPancho RubioNessuna valutazione finora