Potrebbero piacerti anche
- Cómo Activar Los Sellos de SalomónDocumento3 pagineCómo Activar Los Sellos de SalomónAnonymous ofwFwNtM100% (5)
- Normas de Calidad para La Conservación de Las Tripas de CerdoDocumento4 pagineNormas de Calidad para La Conservación de Las Tripas de CerdoNaly Pérez GamarraNessuna valutazione finora
- BiondiDocumento4 pagineBiondiYeni Merma OlarteNessuna valutazione finora
- Informe de InvestigacionDocumento53 pagineInforme de Investigacionkatty100% (2)
- Roca MadreDocumento17 pagineRoca MadreLuxecitaVicente100% (2)
- HIDROMIELDocumento3 pagineHIDROMIELJayke MaybiNessuna valutazione finora
- Desarrollo de La Industria Vitivinicola en El Peru - Docx, MikiDocumento25 pagineDesarrollo de La Industria Vitivinicola en El Peru - Docx, MikiDavid Miguel Ramirez GarciaNessuna valutazione finora
- Numeración de Microorganismos Aerobios Mesófilos ViablesDocumento6 pagineNumeración de Microorganismos Aerobios Mesófilos ViablesCelina Ramos CervantesNessuna valutazione finora
- Antología Física IIDocumento61 pagineAntología Física IIVictor H. Alcala95% (20)
- Semana 4 Tecnologia Del Bioprocesamiento de La Cerveza Lager Tipo PilsenDocumento37 pagineSemana 4 Tecnologia Del Bioprocesamiento de La Cerveza Lager Tipo PilsenMaribi AranaNessuna valutazione finora
- Autoclave Modelo L - Ficha Tecnica PDFDocumento2 pagineAutoclave Modelo L - Ficha Tecnica PDFJulio James ZeaNessuna valutazione finora
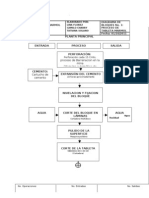
- Diagramas de Bloque MarmolDocumento5 pagineDiagramas de Bloque Marmoltasoca100% (1)
- Sierra AndinaDocumento13 pagineSierra AndinalucaNessuna valutazione finora
- Sierra AndinaDocumento12 pagineSierra AndinaMiguelAngelNessuna valutazione finora
- Elaboración de CervezaDocumento7 pagineElaboración de CervezaAlonso Granados NavarroNessuna valutazione finora
- Informe Viaje HuancavelicaDocumento10 pagineInforme Viaje HuancavelicaJose EscajadilloNessuna valutazione finora
- Informe Coctel de Alagarrobina CORREGIDODocumento17 pagineInforme Coctel de Alagarrobina CORREGIDOOscar Baquedano OlazabalNessuna valutazione finora
- La Cerveza MonografiaDocumento23 pagineLa Cerveza MonografiaAlexandra Huertas RodriguezNessuna valutazione finora
- CLARIFICACIÓNDocumento4 pagineCLARIFICACIÓNGenesis Perez CastroNessuna valutazione finora
- Practica 1Documento12 paginePractica 1Andrei YatacoNessuna valutazione finora
- Cerveza de MaízDocumento55 pagineCerveza de MaízAndy Barrios100% (1)
- II Destilado de Jugo de CañaDocumento11 pagineII Destilado de Jugo de CañaBrian Guillermo Bustamante100% (1)
- PDF 319637704 Informe de Practica Profesional Cynthia PDF PDFPDF DDDocumento138 paginePDF 319637704 Informe de Practica Profesional Cynthia PDF PDFPDF DDRuben Nolasco MamaniNessuna valutazione finora
- Marco Teorico PPDocumento9 pagineMarco Teorico PPLuisAlexRoaCondoriNessuna valutazione finora
- La Realidad ProblemáticaDocumento2 pagineLa Realidad ProblemáticaNei Escobar RamosNessuna valutazione finora
- Fixture Serie A1 2023Documento2 pagineFixture Serie A1 2023Diario de CuyoNessuna valutazione finora
- Proyeccion Social - Abel 2017 IIDocumento9 pagineProyeccion Social - Abel 2017 IIAbelNessuna valutazione finora
- Metodos Estadisticos Beterraga FINALLLLLDocumento24 pagineMetodos Estadisticos Beterraga FINALLLLLjesusNessuna valutazione finora
- Proyecto Diseño de PlantaDocumento120 pagineProyecto Diseño de PlantaLuis SalazarNessuna valutazione finora
- Tesis Obtención de Licor de Sauco Por DestilaciónDocumento173 pagineTesis Obtención de Licor de Sauco Por Destilaciónedwin ramos zavalaNessuna valutazione finora
- HidromielDocumento5 pagineHidromielKai R.100% (1)
- Man ConductimetroDocumento2 pagineMan ConductimetroJorge Gustavo GoyecheaNessuna valutazione finora
- Facultad de Ingeniería LaboratorioDocumento16 pagineFacultad de Ingeniería LaboratorioAngel Florez SeguraNessuna valutazione finora
- CACHAZADocumento20 pagineCACHAZADavid Franszua Romero Larico100% (2)
- 6 Proceso de Elaboración de Vino Semi Seco Borgoña en La Empresa Viña Ocucaje S.A., 2022-2Documento22 pagine6 Proceso de Elaboración de Vino Semi Seco Borgoña en La Empresa Viña Ocucaje S.A., 2022-2Celeste Purihuaman lopez100% (1)
- Sedimentacion (Autoguardado)Documento74 pagineSedimentacion (Autoguardado)juanNessuna valutazione finora
- Alo 2017Documento43 pagineAlo 2017Lucía Alejandra Bustos GamarraNessuna valutazione finora
- Ejercicios Cultivo Por Lote AlimentadoDocumento3 pagineEjercicios Cultivo Por Lote AlimentadoIvan ParedesNessuna valutazione finora
- Proceso de Producción de Cerveza Artesanal UcucháDocumento6 pagineProceso de Producción de Cerveza Artesanal Ucucháliz andrea oncoy riveraNessuna valutazione finora
- Entrega Informe Final - DELUVA - PYT - Informe - Mermelada - Uva PDFDocumento85 pagineEntrega Informe Final - DELUVA - PYT - Informe - Mermelada - Uva PDFManuel Alvarez RodriguezNessuna valutazione finora
- Deshidratacion OsmoticaDocumento24 pagineDeshidratacion OsmoticaJose ReyesNessuna valutazione finora
- Produccion de Licores de FantasiaDocumento7 pagineProduccion de Licores de FantasialeslyNessuna valutazione finora
- Informe Elab D CervezaDocumento26 pagineInforme Elab D CervezaJavier Iman Vilchez80% (10)
- Informe de CaféDocumento6 pagineInforme de CaféDaniel Radclinffe FloresNessuna valutazione finora
- Informe de Vino TintoDocumento8 pagineInforme de Vino TintoAngie EvangelistaNessuna valutazione finora
- Trabajo de Investigacion BifactorialDocumento18 pagineTrabajo de Investigacion Bifactorialjerry ponceNessuna valutazione finora
- Informe de Elaboracion de CervezaDocumento5 pagineInforme de Elaboracion de CervezaJhoan SuárezNessuna valutazione finora
- Proyecto Elaboracion de Cafe de AlgarrobaDocumento19 pagineProyecto Elaboracion de Cafe de AlgarrobaAlbert Tejerina BerdejaNessuna valutazione finora
- Analisis de Acidez TitulableDocumento5 pagineAnalisis de Acidez TitulableLouis Brossard Agurto100% (1)
- Informe Calor IntercambiadoresDocumento11 pagineInforme Calor IntercambiadoresDaniela Florez BernalNessuna valutazione finora
- Hidrocarburos CloradosDocumento5 pagineHidrocarburos CloradosAlf CGNessuna valutazione finora
- Fabrica AzucareraDocumento15 pagineFabrica AzucareraAnonymous 9MyjxqDhNessuna valutazione finora
- Presentacion de Leches y Control de CalidadDocumento76 paginePresentacion de Leches y Control de CalidadLuzPiedadGalvisVillaNessuna valutazione finora
- Balance de Materia Con Reaccion QuimicaDocumento3 pagineBalance de Materia Con Reaccion QuimicaRv Magui100% (1)
- Aditivos Utilizados en La Industria Alimentaria, Que Causan Daños A La SaludDocumento37 pagineAditivos Utilizados en La Industria Alimentaria, Que Causan Daños A La SaludxiuhtlatiNessuna valutazione finora
- Analítica Práctica 1. Operaciones y Procesos Unitarios PDFDocumento19 pagineAnalítica Práctica 1. Operaciones y Procesos Unitarios PDFWilder RiveraNessuna valutazione finora
- Elaboración PiscoDocumento7 pagineElaboración PiscoKAROLNessuna valutazione finora
- Operacionalización de VariablesDocumento1 paginaOperacionalización de VariablesPedro Jhony Damian VillanuevaNessuna valutazione finora
- TC 2 Procesos Quimicos Jimmy Raul Aporte2Documento14 pagineTC 2 Procesos Quimicos Jimmy Raul Aporte2Rodrigo SanabriaNessuna valutazione finora
- Canvass Snacks de TocoshDocumento1 paginaCanvass Snacks de TocoshXiomara Rozas PinedoNessuna valutazione finora
- Arbol 1Documento4 pagineArbol 1joseNessuna valutazione finora
- HansDocumento15 pagineHansyolanda reyes tanatricoNessuna valutazione finora
- Monog. - Mermelada de Aji...Documento19 pagineMonog. - Mermelada de Aji...Carlos Najarro Mejía50% (2)
- Fermentacion AlcoholicaDocumento7 pagineFermentacion AlcoholicaheiderivanarbelaezNessuna valutazione finora
- Comparación MultipleDocumento3 pagineComparación MultipleNaly Pérez GamarraNessuna valutazione finora
- Cia Internacional Del CafeDocumento15 pagineCia Internacional Del CafeNaly Pérez GamarraNessuna valutazione finora
- Monografia de Diagrama de IshikawaDocumento20 pagineMonografia de Diagrama de IshikawaNaly Pérez GamarraNessuna valutazione finora
- Semana1b. Impacto de La Biotecnología en La Industrias AlimentariaDocumento39 pagineSemana1b. Impacto de La Biotecnología en La Industrias AlimentariaNaly Pérez GamarraNessuna valutazione finora
- LDC Trabajo FinallDocumento41 pagineLDC Trabajo FinallNaly Pérez GamarraNessuna valutazione finora
- EcoDocumento17 pagineEcoNaly Pérez GamarraNessuna valutazione finora
- Presentación Desarrollo de Nuevos ProductosDocumento5 paginePresentación Desarrollo de Nuevos ProductosNaly Pérez GamarraNessuna valutazione finora
- Enrique Iglesias Es Muy GuapoDocumento1 paginaEnrique Iglesias Es Muy GuapoNaly Pérez GamarraNessuna valutazione finora
- Envase de VidrioDocumento2 pagineEnvase de VidrioNaly Pérez GamarraNessuna valutazione finora
- Examen Parcial de Máquinas y Equipos para La Industria AlimentariaDocumento22 pagineExamen Parcial de Máquinas y Equipos para La Industria AlimentariaNaly Pérez GamarraNessuna valutazione finora
- El Enlatado Como Método Idóneo de Conservación de AlimentosDocumento3 pagineEl Enlatado Como Método Idóneo de Conservación de AlimentosNaly Pérez GamarraNessuna valutazione finora
- Cómo Se Puede Usar La Tecnología de Obstáculos para Crear Embutidos Secos Más SegurosDocumento3 pagineCómo Se Puede Usar La Tecnología de Obstáculos para Crear Embutidos Secos Más SegurosNaly Pérez GamarraNessuna valutazione finora
- Cuestionario de Carnica NalyDocumento9 pagineCuestionario de Carnica NalyNaly Pérez GamarraNessuna valutazione finora
- Anexos ChorizoDocumento3 pagineAnexos ChorizoNaly Pérez GamarraNessuna valutazione finora
- TERCER AVANCE EXPORTACION Naly y MecheDocumento82 pagineTERCER AVANCE EXPORTACION Naly y MecheNaly Pérez GamarraNessuna valutazione finora
- CUESTIONARIO Queso de CerdoDocumento7 pagineCUESTIONARIO Queso de CerdoNaly Pérez GamarraNessuna valutazione finora
- Sintesis Biotecnologico Del Glutamato MonosodicoDocumento6 pagineSintesis Biotecnologico Del Glutamato MonosodicoNaly Pérez GamarraNessuna valutazione finora
- Biotecnologia Alimentaria 3. Bebidas Alcohólicas No DestiladasDocumento25 pagineBiotecnologia Alimentaria 3. Bebidas Alcohólicas No DestiladasNaly Pérez Gamarra100% (1)
- Fisica GuiaDocumento13 pagineFisica GuiaSergio Enrique DavilaNessuna valutazione finora
- Nanoemulsion CosmeticaDocumento142 pagineNanoemulsion CosmeticaadaNessuna valutazione finora
- Landis, Geoffrey A - A Traves de MarteDocumento273 pagineLandis, Geoffrey A - A Traves de Martepretoriano61Nessuna valutazione finora
- Taller de Examen Supletorio Colegio IbarraDocumento2 pagineTaller de Examen Supletorio Colegio Ibarrastalin_solano1381Nessuna valutazione finora
- Balance de EnergiaDocumento3 pagineBalance de EnergiaAlexa SotoNessuna valutazione finora
- Control Resuelto Lípidos PDFDocumento3 pagineControl Resuelto Lípidos PDFFiorella GiacomuzziNessuna valutazione finora
- TTT-Templabilidad 2012Documento23 pagineTTT-Templabilidad 2012Eze VaccarelloNessuna valutazione finora
- Aplicación de AzucarDocumento6 pagineAplicación de AzucarBrayan CruzNessuna valutazione finora
- Lab EspecialDocumento4 pagineLab EspecialKs BeltNessuna valutazione finora
- Diagramas de FasesDocumento14 pagineDiagramas de FasesJuan Pablo Velásquez VidalNessuna valutazione finora
- Determinacion de La Curva de Congelacion y Coeficiente Convectivo Del LimonDocumento11 pagineDeterminacion de La Curva de Congelacion y Coeficiente Convectivo Del LimonmatiuhhNessuna valutazione finora
- Laboratorio#2 Gel AntibacterialDocumento4 pagineLaboratorio#2 Gel AntibacterialDANIEL CAMILO MORENO CORDOBANessuna valutazione finora
- Estequeometria 1aDocumento2 pagineEstequeometria 1aSoraya MarínNessuna valutazione finora
- Aspectos Preliminares Laboratorio Introducción A La Química 031214Documento17 pagineAspectos Preliminares Laboratorio Introducción A La Química 031214BJ Perez AndrewNessuna valutazione finora
- InformeDocumento11 pagineInformeMarco PerezNessuna valutazione finora
- Calculo para Potencia de Equipo de BombeoDocumento1 paginaCalculo para Potencia de Equipo de BombeoCarlosAlbertoGrimaldoBarajasNessuna valutazione finora
- Experiencia Curricular "Química"Documento8 pagineExperiencia Curricular "Química"BRAYAN ORLANDO SANCHEZ ROJASNessuna valutazione finora
- Variación de La Permeabilidad y Parámetros Consolidación en Relaves Tratados Con Agua de Mar PDFDocumento132 pagineVariación de La Permeabilidad y Parámetros Consolidación en Relaves Tratados Con Agua de Mar PDFAdrian Urco CastroNessuna valutazione finora
- Informe Bocatoma El RonquilloDocumento22 pagineInforme Bocatoma El RonquilloEsbin mayder inga fernandezNessuna valutazione finora
- Guia Campo Electrico Gauss Potencial 2016Documento9 pagineGuia Campo Electrico Gauss Potencial 2016Nataniel Jorquera CuevasNessuna valutazione finora
- NuggetsDocumento17 pagineNuggetsmyghumimcNessuna valutazione finora
- Superdesintegrantes PDFDocumento14 pagineSuperdesintegrantes PDFwisievekNessuna valutazione finora
- Informe de Bioquimica PH de Los AlimentosDocumento4 pagineInforme de Bioquimica PH de Los AlimentosJohnnyHingaNessuna valutazione finora
- Cap3 - Caracterización Prueba3Documento377 pagineCap3 - Caracterización Prueba3Liliana DugandNessuna valutazione finora
- Fenomenos de SuperficiesDocumento37 pagineFenomenos de SuperficiesRocio Guadalupe Ortega SanchezNessuna valutazione finora
- Especificaciones Técnicas MotosDocumento10 pagineEspecificaciones Técnicas MotosRonal gonzNessuna valutazione finora
- 232 Examen%2Bresoluci%25C3%25B3n%2By%2Br%25C3%25BAbrica%2B%2B2%2Bsemestre%2BDocumento9 pagine232 Examen%2Bresoluci%25C3%25B3n%2By%2Br%25C3%25BAbrica%2B%2B2%2Bsemestre%2BKevin Concha RegattoNessuna valutazione finora