Potrebbero piacerti anche
- Welded ConnectionsDocumento47 pagineWelded ConnectionsHarold Jackson Mtyana100% (3)
- REXTAR User and Service GuideDocumento58 pagineREXTAR User and Service GuidewellsuNessuna valutazione finora
- Repair Welding of A Rotating Electrical Machine's Broken ShaftDocumento7 pagineRepair Welding of A Rotating Electrical Machine's Broken ShaftLargyla Torres MendesNessuna valutazione finora
- Weandc 2019 3 198Documento7 pagineWeandc 2019 3 198shahidrazzaqNessuna valutazione finora
- Flexible Coupling For Gas Turbine ApplicationsDocumento10 pagineFlexible Coupling For Gas Turbine Applicationsherysyam1980Nessuna valutazione finora
- CP7H WwenDocumento16 pagineCP7H WwenatvbgdNessuna valutazione finora
- Welds - Static and Fatigue Strength - IiDocumento27 pagineWelds - Static and Fatigue Strength - IiOuseppachan Ambooken100% (1)
- Manufacturing Technology: Strengthening and Repair of Parts of Rotary Machines by Electroerosion AlloyingDocumento6 pagineManufacturing Technology: Strengthening and Repair of Parts of Rotary Machines by Electroerosion AlloyingAnonymous WokycUdNINessuna valutazione finora
- Failure Analysis of Bridle Roll Shaft Failure in Continuous Process IndustryDocumento5 pagineFailure Analysis of Bridle Roll Shaft Failure in Continuous Process IndustryVipin KhangarNessuna valutazione finora
- Mat Chapter 31Documento27 pagineMat Chapter 31hemant_durgawaleNessuna valutazione finora
- Ijser: Parameters Influencing Connecting Rod: A ReviewDocumento9 pagineIjser: Parameters Influencing Connecting Rod: A ReviewNurul'Ain Haniyun Mohamad FodziNessuna valutazione finora
- 377.develop Robust Finite Element Analysis For V-Band ClampDocumento6 pagine377.develop Robust Finite Element Analysis For V-Band Clamppitrer123Nessuna valutazione finora
- Cast Iron Repair - Goltens 6Documento1 paginaCast Iron Repair - Goltens 6And jazNessuna valutazione finora
- Vdma 442 T. Klenk Et Al. Conductive SimmerringsDocumento7 pagineVdma 442 T. Klenk Et Al. Conductive SimmerringsChandrasekar KrishnamurthyNessuna valutazione finora
- Forces in WeldsDocumento8 pagineForces in WeldsBun KunNessuna valutazione finora
- GEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRDocumento8 pagineGEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRPablo ThomassetNessuna valutazione finora
- Finite Element Analysis of Castellated Steel BeamDocumento8 pagineFinite Element Analysis of Castellated Steel BeamTomislav ŠimagNessuna valutazione finora
- Mod 1-3Documento3 pagineMod 1-3Gopal UttupurathNessuna valutazione finora
- Repairing Gas Turbine EnginesDocumento2 pagineRepairing Gas Turbine EnginesGustavo Palacios100% (1)
- Finite Element Analysis of Castellated Steel - MR WAKCHAURE, A V SAGADEDocumento8 pagineFinite Element Analysis of Castellated Steel - MR WAKCHAURE, A V SAGADEpradz71Nessuna valutazione finora
- Welding Process in Shipbuilding-1Documento128 pagineWelding Process in Shipbuilding-1Jean PierreNessuna valutazione finora
- Composite Deck Technical Manual: 3WH-36 Hi FormDocumento33 pagineComposite Deck Technical Manual: 3WH-36 Hi FormVinod Kumar ReddyNessuna valutazione finora
- Connection Design (Eurocode)Documento60 pagineConnection Design (Eurocode)Mukesh Shetty100% (1)
- Unit 1 - Advance Structural Design IIDocumento8 pagineUnit 1 - Advance Structural Design IINew Gaming AddaNessuna valutazione finora
- Critical Review of Automotive Steels Spot WeldingDocumento44 pagineCritical Review of Automotive Steels Spot WeldingJoselo HRNessuna valutazione finora
- Materials 15 07140Documento14 pagineMaterials 15 07140AlexanderMKDNessuna valutazione finora
- Single-Sided Resistance Spot Welding For Auto Body AssemblyDocumento4 pagineSingle-Sided Resistance Spot Welding For Auto Body Assemblykadiransari19984100% (1)
- Refill Friction Stir Spot Welding of 2198-T8 Aluminum AlloyDocumento7 pagineRefill Friction Stir Spot Welding of 2198-T8 Aluminum Alloyagilan89Nessuna valutazione finora
- Design of Castelleated Beam by British CodeDocumento8 pagineDesign of Castelleated Beam by British Codemsn sastryNessuna valutazione finora
- JIB RepairDocumento6 pagineJIB RepairErtan KoseNessuna valutazione finora
- CH 7 Simple Beam End Connections-9-13Documento60 pagineCH 7 Simple Beam End Connections-9-13JakesNessuna valutazione finora
- International Journal On Recent TechnoloDocumento4 pagineInternational Journal On Recent TechnoloAdnan NajemNessuna valutazione finora
- Analysis and Evaluation of Connecting Rod Using Composite Materials (Al SiC)Documento12 pagineAnalysis and Evaluation of Connecting Rod Using Composite Materials (Al SiC)Selvakumar SubbaiahNessuna valutazione finora
- Back To Basics Why Magnetic Bearings Have ProblemsDocumento3 pagineBack To Basics Why Magnetic Bearings Have ProblemsChaudhary TALHANessuna valutazione finora
- Tube Fitting Chapter 02Documento124 pagineTube Fitting Chapter 02Apurv GoyalNessuna valutazione finora
- Tension Member: 5.1 Types of Tension MembersDocumento6 pagineTension Member: 5.1 Types of Tension MembersbaizubirajiNessuna valutazione finora
- Composites Part BDocumento36 pagineComposites Part BSchmetterling TraurigNessuna valutazione finora
- Mac Design Copy1Documento9 pagineMac Design Copy1gamer manNessuna valutazione finora
- Stress Analysis of Riveted Lap JointDocumento7 pagineStress Analysis of Riveted Lap JointMeck LotfiNessuna valutazione finora
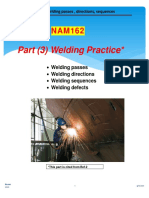
- Part (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsDocumento10 paginePart (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsMohamedMostafaNessuna valutazione finora
- DMX4306 - Session 7Documento17 pagineDMX4306 - Session 7G.G. PRABHATH CHINTHAKANessuna valutazione finora
- Li 2020Documento11 pagineLi 2020paulaNessuna valutazione finora
- Chapter 6-Connections PDFDocumento12 pagineChapter 6-Connections PDFTemesgenAbiy100% (2)
- Electrical Skills (Eepw2241) : DC MotorsDocumento6 pagineElectrical Skills (Eepw2241) : DC MotorsVenkata Rajkumar ChNessuna valutazione finora
- Castellated GirderDocumento14 pagineCastellated Girderpriyesh jainNessuna valutazione finora
- Experimental Investigation On Flange Bolted-Welded Connection For Steel FrameDocumento4 pagineExperimental Investigation On Flange Bolted-Welded Connection For Steel FramemdkmlNessuna valutazione finora
- Applied SciencesDocumento11 pagineApplied Sciencesafshin dadvarNessuna valutazione finora
- Design and Optimization of Crankpin - A ReviewDocumento7 pagineDesign and Optimization of Crankpin - A ReviewMaiman LatoNessuna valutazione finora
- Effect of Sequence and Stiffener Shape On Welding DistortionDocumento12 pagineEffect of Sequence and Stiffener Shape On Welding DistortionRafi ZhaffNessuna valutazione finora
- Mahalakshmi: Engineering CollegeDocumento30 pagineMahalakshmi: Engineering CollegeSawan HussainNessuna valutazione finora
- S 14 Steel 6 Connections 2Documento81 pagineS 14 Steel 6 Connections 2Md. Mahmudle HassanNessuna valutazione finora
- Economics of Structural Steel Work WeldingDocumento9 pagineEconomics of Structural Steel Work Weldingthomas kilianNessuna valutazione finora
- MACHINE ELEMENT DESIGn 2Documento13 pagineMACHINE ELEMENT DESIGn 2Oma AttamahNessuna valutazione finora
- Cisc Vs AiscDocumento11 pagineCisc Vs Aiscanon_326950184100% (1)
- How Do Steel Fibers Improve The Shear Capacity of Reinforced Concrete Beams Without Stirrups?Documento16 pagineHow Do Steel Fibers Improve The Shear Capacity of Reinforced Concrete Beams Without Stirrups?Thomás LimaNessuna valutazione finora
- Holes Web BeamsDocumento15 pagineHoles Web BeamsSPIN2018Nessuna valutazione finora
- Power Transformer Design, Manufacturing and TestingDocumento19 paginePower Transformer Design, Manufacturing and TestingAbd ALRahmanNessuna valutazione finora
- Structural Connections: Head D Shank D DDocumento9 pagineStructural Connections: Head D Shank D DHaftom GebreegziabiherNessuna valutazione finora
- Team Approacch To Problem Solving - PdcaDocumento20 pagineTeam Approacch To Problem Solving - PdcakanosriNessuna valutazione finora
- Technical Brief: Avoiding Bolt Failures: F E A T U R EDocumento2 pagineTechnical Brief: Avoiding Bolt Failures: F E A T U R EkanosriNessuna valutazione finora
- S C T C & The Cast Three-Piece Bogie A Brief OverviewDocumento36 pagineS C T C & The Cast Three-Piece Bogie A Brief OverviewkanosriNessuna valutazione finora
- Bolts - Catalogue 2014 CDRDocumento9 pagineBolts - Catalogue 2014 CDRkanosriNessuna valutazione finora
- 10 Tricks Engineers Need To Know About Fasteners - EngineerDogDocumento14 pagine10 Tricks Engineers Need To Know About Fasteners - EngineerDogkanosriNessuna valutazione finora
- Structures Repair Guidelines: Engineering (Track & Civil) GuidelineDocumento79 pagineStructures Repair Guidelines: Engineering (Track & Civil) GuidelinekanosriNessuna valutazione finora
- Titroline 7500 KF FlyerDocumento1 paginaTitroline 7500 KF FlyerkanosriNessuna valutazione finora
- 75-78 Top Ten Turbo June PDFDocumento4 pagine75-78 Top Ten Turbo June PDFkanosriNessuna valutazione finora
- 3 D BP - FilterDocumento2 pagine3 D BP - FilterkanosriNessuna valutazione finora
- Don't Invest in Bitcoin Read FirstDocumento15 pagineDon't Invest in Bitcoin Read FirstNasai RafiNessuna valutazione finora
- Pamas S4031 WG: Portable Particle Counting System For Water Based Hydraulic FluidsDocumento2 paginePamas S4031 WG: Portable Particle Counting System For Water Based Hydraulic FluidsSupriyaNathRayNessuna valutazione finora
- Syllabus Income TaxationDocumento10 pagineSyllabus Income TaxationValery Joy CerenadoNessuna valutazione finora
- Financial PDFDocumento111 pagineFinancial PDFKarteek Reddy GuntakaNessuna valutazione finora
- Designing Data Analysis ProcedureDocumento15 pagineDesigning Data Analysis ProcedureShadowStorm X3GNessuna valutazione finora
- Ultrapad: Graphics Tablets For Cad and DTP ProfessionalsDocumento4 pagineUltrapad: Graphics Tablets For Cad and DTP ProfessionalsOluwatomi AdewaleNessuna valutazione finora
- Social Media Critical ThinkingDocumento21 pagineSocial Media Critical ThinkingHeidi TieuNessuna valutazione finora
- Mid Term Y2017 ACTL3151Documento14 pagineMid Term Y2017 ACTL3151Zahid KhanNessuna valutazione finora
- How To TenderDocumento17 pagineHow To TenderSimba NcubeNessuna valutazione finora
- Module 2 - Govt GrantDocumento4 pagineModule 2 - Govt GrantLui100% (1)
- Struts 2 InterceptorsDocumento14 pagineStruts 2 InterceptorsRamasamy GoNessuna valutazione finora
- NIC/GOV ID's of AD & Above DDA OfficersDocumento12 pagineNIC/GOV ID's of AD & Above DDA OfficersSKNessuna valutazione finora
- Homework 1 SolutionDocumento5 pagineHomework 1 SolutionMrinmoy SahaNessuna valutazione finora
- Unit 4: Practice (Morphology) : Task 1. Consider The Following Words and Answer The Questions BelowDocumento2 pagineUnit 4: Practice (Morphology) : Task 1. Consider The Following Words and Answer The Questions BelowHuong DangNessuna valutazione finora
- Flat BottomDocumento2 pagineFlat BottomPatricia Ruiz EstopierNessuna valutazione finora
- The Growing Power of Consumers DeloitteDocumento20 pagineThe Growing Power of Consumers DeloitteNatalia Traldi Bezerra100% (1)
- RapportStage SOCOTUDocumento20 pagineRapportStage SOCOTUdorsafhasni69Nessuna valutazione finora
- Steel Quantity by Thumb RuleDocumento15 pagineSteel Quantity by Thumb RuleSheikh Nouman Mohsin RamziNessuna valutazione finora
- Employee Stock Option Scheme 2017 - 18 S - 1Documento3 pagineEmployee Stock Option Scheme 2017 - 18 S - 1Mukesh PunethaNessuna valutazione finora
- Advt 09 - 2022 DTD 08.09.2022Documento11 pagineAdvt 09 - 2022 DTD 08.09.2022Mayur Mohanji GuptaNessuna valutazione finora
- Multistage Flowsheets - SABC-2Documento191 pagineMultistage Flowsheets - SABC-2lewis poma rojasNessuna valutazione finora
- Menguito Vs Republic DigestDocumento1 paginaMenguito Vs Republic DigestRyan AcostaNessuna valutazione finora
- BSP M-2022-024 s2022 - Rural Bank Strengthening Program) PDFDocumento5 pagineBSP M-2022-024 s2022 - Rural Bank Strengthening Program) PDFVictor GalangNessuna valutazione finora
- Quiz 528Documento16 pagineQuiz 528Haris NoonNessuna valutazione finora
- Carson Moniz Resume 2021Documento2 pagineCarson Moniz Resume 2021Carson MonizNessuna valutazione finora
- Ultrasync Relay Expansion Modules: Um-R4 & Um-R10Documento2 pagineUltrasync Relay Expansion Modules: Um-R4 & Um-R10Omar Andres Novoa MartinezNessuna valutazione finora
- SECTION 4.00: TroubleshootingDocumento12 pagineSECTION 4.00: TroubleshootingMahmoudNessuna valutazione finora
- The Invisible Hand of Business Marketing - Travel Diary-1Documento3 pagineThe Invisible Hand of Business Marketing - Travel Diary-1Shweta GangwaniNessuna valutazione finora
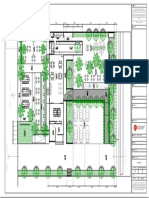
- Layout CitarasaDocumento1 paginaLayout CitarasaMuchammad Ugi SyahroniNessuna valutazione finora