Potrebbero piacerti anche
- Procedimiento de Resane de PinturaDocumento9 pagineProcedimiento de Resane de PinturachesporaneoNessuna valutazione finora
- Procedimiento de Resane en ObraDocumento9 pagineProcedimiento de Resane en ObraArturex OrbeNessuna valutazione finora
- 03 Inspeccion Arenado de EstructurasDocumento8 pagine03 Inspeccion Arenado de EstructuraswilliamcdNessuna valutazione finora
- Procedimientos Preparación de SuperficieDocumento23 pagineProcedimientos Preparación de Superficiecarlos_alzolar6826100% (2)
- Procedimiento de Montaje Cobertura Metalica TRDocumento6 pagineProcedimiento de Montaje Cobertura Metalica TRNatali UQNessuna valutazione finora
- Dossier de CalidadDocumento987 pagineDossier de CalidadMartha Yanet Huaman GutierrezNessuna valutazione finora
- Pintado de Barandas-Prueba de Adherencia - MotaengilDocumento6 paginePintado de Barandas-Prueba de Adherencia - MotaengilPedro Juan Dàvila ZùñigaNessuna valutazione finora
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 paginePR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- 3A5002-7-ECJ-5-PT-008 - PRC DE PINTURA de TuberiasDocumento34 pagine3A5002-7-ECJ-5-PT-008 - PRC DE PINTURA de TuberiasRichitzoNessuna valutazione finora
- Procedimiento de Pintura en ObraDocumento8 pagineProcedimiento de Pintura en ObraWalther MolinaNessuna valutazione finora
- Reparaciòn en Material GalvanizadoDocumento2 pagineReparaciòn en Material GalvanizadoGustavo CalleNessuna valutazione finora
- Procedimiento de PinturaDocumento11 pagineProcedimiento de PinturaAngelTinocoNessuna valutazione finora
- Procedimiento de PintadoDocumento8 pagineProcedimiento de PintadoAlex Oscar67% (3)
- PROCEDIMIENTO DE Pintura y ResaneDocumento14 paginePROCEDIMIENTO DE Pintura y ResaneLUIS CHIPANA100% (1)
- Preparacion SuperficialDocumento7 paginePreparacion SuperficialDiego ParedesNessuna valutazione finora
- Procedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasDocumento26 pagineProcedimiento de Preparación de Superficie, Aplicación y Resane de Pintura para EstructurasNilton Luis100% (3)
- Procediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1Documento27 pagineProcediminto de Aplicacion de Recubrimiento Esquema 6 y 7y Resnaes en Instalaciones Superficiales Taller y Obra Rev1jorge9enrique9marin9Nessuna valutazione finora
- Prueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Documento3 paginePrueba de Cloruros en Superficie (Quantab) - OT 029 Pintado de Tanques de Soda Caustica y Clarificador (Obra) - 18-05-13Edwin Ronald ChukeNessuna valutazione finora
- Procedimiento de Pintura para ResaneDocumento5 pagineProcedimiento de Pintura para ResaneNilton LuisNessuna valutazione finora
- Procedimiento de Pintado para ResaneDocumento10 pagineProcedimiento de Pintado para ResaneNilton LuisNessuna valutazione finora
- Promastic 89 MP 1Documento2 paginePromastic 89 MP 1David Chuquijajas ChuquilinNessuna valutazione finora
- Platina - WPS CR-WPS-002 ASME IX RV 1Documento6 paginePlatina - WPS CR-WPS-002 ASME IX RV 1Armando JoyaNessuna valutazione finora
- VIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Documento4 pagineVIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Hector ChiroqueNessuna valutazione finora
- Dossier de CalidadDocumento28 pagineDossier de Calidadluis100% (1)
- Prueba de Adherencia Por CintaDocumento4 paginePrueba de Adherencia Por CintamaxllvNessuna valutazione finora
- Procedimiento de Resane de Pintura Según SSPCDocumento6 pagineProcedimiento de Resane de Pintura Según SSPCJoni FdNessuna valutazione finora
- CR296-EM-P16 Procedimiento Resane de Pintura Bodega 200 - Latam InarcoDocumento5 pagineCR296-EM-P16 Procedimiento Resane de Pintura Bodega 200 - Latam Inarcoetcobell sacNessuna valutazione finora
- PCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1Documento9 paginePCM.R9-07 Prefabricacion y Montaje de Tuberias Rev 1erick cerdanNessuna valutazione finora
- Tisur 900 045 SPC 00005 - 01Documento37 pagineTisur 900 045 SPC 00005 - 01José Miguel Palomino GarciaNessuna valutazione finora
- Plan de Inspeccion para PinturaDocumento10 paginePlan de Inspeccion para PinturaJavier Pinto100% (1)
- Metodos Radiograficos API 650Documento8 pagineMetodos Radiograficos API 650jabrito40-1100% (1)
- Dossier de CalidadDocumento5 pagineDossier de CalidadHenryNessuna valutazione finora
- Prueba de Pintura de Estructura MetalicaDocumento2 paginePrueba de Pintura de Estructura MetalicaDavid100% (1)
- Procedimiento Tuberia HDPE 2015 2Documento23 pagineProcedimiento Tuberia HDPE 2015 2Willheims Will Quello ProtettoNessuna valutazione finora
- PATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasDocumento43 paginePATCT-DA-297000-04-TS-510 - 2 Fabricacion y Montaje de EstructurasCarlos Alberto OviedoNessuna valutazione finora
- Procedimiento de PinturaDocumento12 pagineProcedimiento de PinturaPrimer Grado Jacobi Cardenas CamilaNessuna valutazione finora
- Check List Dossier CalidadDocumento4 pagineCheck List Dossier CalidadHalvitres Ipanaque100% (1)
- Montaje de Estructuras MetálicasDocumento8 pagineMontaje de Estructuras MetálicasAlexander CheroNessuna valutazione finora
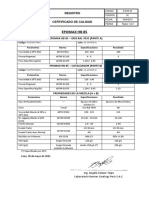
- Epomax HB 85 Gris Ral 7035 Certificado de CalidadDocumento1 paginaEpomax HB 85 Gris Ral 7035 Certificado de CalidadFreddy Taipe CruNessuna valutazione finora
- Dossier de Calidad FM-010614Documento89 pagineDossier de Calidad FM-010614firstmechsac75% (4)
- Registro de PinturaDocumento2 pagineRegistro de PinturaBrayanRojasNessuna valutazione finora
- Plan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1Documento9 paginePlan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1reynaldoUHNessuna valutazione finora
- Ft-106 Golmastic 850 HSHBDocumento2 pagineFt-106 Golmastic 850 HSHBCRISTIAN LIZARASO PÉREZ100% (1)
- Reporte de Campo Nº01-21228Documento15 pagineReporte de Campo Nº01-21228Fredy CachiqueNessuna valutazione finora
- Procedimientos - Baranda y Pasamano MetalicaDocumento7 pagineProcedimientos - Baranda y Pasamano Metalicaeddy tincoNessuna valutazione finora
- Traducción de Norma SSPC PA2Documento9 pagineTraducción de Norma SSPC PA2Benjamin Enmanuel Mango D100% (1)
- Dossier de CalidadDocumento25 pagineDossier de CalidadDaymer Valdez Manay100% (1)
- Baranda MetalicaDocumento6 pagineBaranda MetalicaelvinNessuna valutazione finora
- ESTRUCTURA DEL DOSSIER DE CALIDAD EtenDocumento1 paginaESTRUCTURA DEL DOSSIER DE CALIDAD EtenDijana Lissete Bayona Vilchez100% (1)
- Reporte de Espesores 19038rdi190308lsdv - Mantenimiento Tanques 7 y 14 - TerpelDocumento1 paginaReporte de Espesores 19038rdi190308lsdv - Mantenimiento Tanques 7 y 14 - Terpelkevin dominguez valenciaNessuna valutazione finora
- Registro de Preparacion de Superficie y Aplicacion de RecubrimientoDocumento4 pagineRegistro de Preparacion de Superficie y Aplicacion de RecubrimientoandaechNessuna valutazione finora
- Plan de Montaje Coberturas Metálicas - J&J COBERTURAS - TRUPALDocumento20 paginePlan de Montaje Coberturas Metálicas - J&J COBERTURAS - TRUPALGermán Miranda100% (1)
- Procedimiento de Montaje de Tanques Por AnillosDocumento9 pagineProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- Protocolo de Liberacion de Estructuras MetalicasDocumento1 paginaProtocolo de Liberacion de Estructuras Metalicasflamingo 01100% (1)
- PDF Procedimiento de Resanes de Pintura CompressDocumento14 paginePDF Procedimiento de Resanes de Pintura CompressRonald Rivas MartinezNessuna valutazione finora
- PTS00119 - 13 Pintado - Jacking - Header - SMCV - Ecom PDFDocumento14 paginePTS00119 - 13 Pintado - Jacking - Header - SMCV - Ecom PDFJavier Raul Cardenas DuranNessuna valutazione finora
- Procedimiento de Pintura de SoportesDocumento18 pagineProcedimiento de Pintura de Soportesjuan ormacheaNessuna valutazione finora
- Procedimiento de TanqueDocumento14 pagineProcedimiento de TanqueAnonymous fvO1W3Nessuna valutazione finora
- Procedimiento de Trabajo Pintado de Tanque N8Documento23 pagineProcedimiento de Trabajo Pintado de Tanque N8Renato Ren SZ67% (6)
- Ot746 Ing DWG ST 0038 - 0Documento1 paginaOt746 Ing DWG ST 0038 - 0MarcosNessuna valutazione finora
- Ot746 Ing DWG ST 0014 - 1Documento1 paginaOt746 Ing DWG ST 0014 - 1MarcosNessuna valutazione finora
- Ot746 Ing DWG ST 0017 - 1Documento1 paginaOt746 Ing DWG ST 0017 - 1MarcosNessuna valutazione finora
- Ot746 Ing DWG ST 0016 - 1Documento1 paginaOt746 Ing DWG ST 0016 - 1MarcosNessuna valutazione finora
- Result A Dos en Elementos Frame y Area en Sap2000 o Etabs o SafeDocumento8 pagineResult A Dos en Elementos Frame y Area en Sap2000 o Etabs o SafeArturo Leon100% (2)
- Ot746 Ing DWG ST 0015 - 1Documento1 paginaOt746 Ing DWG ST 0015 - 1MarcosNessuna valutazione finora
- Diagrama de Carga Link Belt Rtc-8065 SergearDocumento5 pagineDiagrama de Carga Link Belt Rtc-8065 SergearMarcosNessuna valutazione finora
- 1 Ficha Tecnica Polyguard RD-6 2019 PDFDocumento2 pagine1 Ficha Tecnica Polyguard RD-6 2019 PDFMarcosNessuna valutazione finora
- Revestimientos ZincDocumento16 pagineRevestimientos ZincKarina PomaNessuna valutazione finora
- Comparativo SoftwareDocumento2 pagineComparativo SoftwareMarcosNessuna valutazione finora
- Hoja Tecnica Plancha Estriada Lac PDFDocumento2 pagineHoja Tecnica Plancha Estriada Lac PDFMarcosNessuna valutazione finora
- Niveles - SAP2000Documento3 pagineNiveles - SAP2000MarcosNessuna valutazione finora
- Catalogo de Rejillas Metalicas GRATING MEISER LatamDocumento36 pagineCatalogo de Rejillas Metalicas GRATING MEISER LatamelpijuNessuna valutazione finora
- Especificaciones Tecnicas Macropoxy 851Documento4 pagineEspecificaciones Tecnicas Macropoxy 851manuelaliechevarriarosas100% (1)
- Perfiles Estructurales HssDocumento2 paginePerfiles Estructurales HssracobellNessuna valutazione finora
- Especificaciones Tecnicas Macropoxy 851Documento4 pagineEspecificaciones Tecnicas Macropoxy 851manuelaliechevarriarosas100% (1)
- Oferta EspochDocumento3 pagineOferta EspochCari LeónNessuna valutazione finora
- Actividad 2 de La Unidad 3Documento4 pagineActividad 2 de La Unidad 3felixp1012Nessuna valutazione finora
- Herramientas TopografiaDocumento3 pagineHerramientas TopografiaKaren NuñezNessuna valutazione finora
- Calidad en La Construcción - Mauricio Leon TejadaDocumento50 pagineCalidad en La Construcción - Mauricio Leon TejadaCARLOS JEFFERNessuna valutazione finora
- 39-P-SDM10501-GMI-31453-E Memoria de Cálculo de Alimentadores Eléctricos ElectricidadDocumento3 pagine39-P-SDM10501-GMI-31453-E Memoria de Cálculo de Alimentadores Eléctricos ElectricidadmichaelNessuna valutazione finora
- Fundición A La Cera PerdidaDocumento20 pagineFundición A La Cera PerdidaFrancesca AhumadaNessuna valutazione finora
- Proyectos MineroDocumento26 pagineProyectos MineroElmer Maita MarcNessuna valutazione finora
- Inversor Utilizando MicrowindDocumento16 pagineInversor Utilizando MicrowindRaul CpNessuna valutazione finora
- PolarografiaDocumento7 paginePolarografiaLoRelys VeGaNessuna valutazione finora
- Convertidores CC-CCDocumento4 pagineConvertidores CC-CCAlexit EmoxaNessuna valutazione finora
- Iinforme Gases LaboratorioDocumento10 pagineIinforme Gases LaboratorioAylin SalgadoNessuna valutazione finora
- Universidad Nacional de IngenieriaDocumento6 pagineUniversidad Nacional de Ingenieriaisaias perezNessuna valutazione finora
- E-Hseq-S-006 Estandar de Seguridad para Realizar ExcavacionesDocumento17 pagineE-Hseq-S-006 Estandar de Seguridad para Realizar ExcavacionesDaniel GarciaNessuna valutazione finora
- Prevencion de EmergenciasDocumento18 paginePrevencion de EmergenciasAdbleidys GutierrezNessuna valutazione finora
- Rendimientos Viga de HormigonDocumento4 pagineRendimientos Viga de HormigonLima Ferrufino DenilsonNessuna valutazione finora
- IMANESDocumento2 pagineIMANESzeleny fernandezNessuna valutazione finora
- ACOTADODocumento26 pagineACOTADOSaul VargasNessuna valutazione finora
- CLASE 5. Tema 2. Templabilidad. RevenidoDocumento26 pagineCLASE 5. Tema 2. Templabilidad. RevenidoEmelys MorenoNessuna valutazione finora
- Situación ProblemáticaDocumento2 pagineSituación ProblemáticaRosa Maria Arrese Rojas50% (2)
- MKT Data NSE Lima 2012 SocioeconomicoDocumento4 pagineMKT Data NSE Lima 2012 SocioeconomicohuamacctoNessuna valutazione finora
- Informe de LevantamientoDocumento13 pagineInforme de LevantamientoVelazco Cano JonnathanNessuna valutazione finora
- Informe DED - Seguidor de LuzDocumento14 pagineInforme DED - Seguidor de LuzSergio AnaguaNessuna valutazione finora
- Definición de Presión de Contacto - Diccionario de Arquitectura y ConstrucciónDocumento2 pagineDefinición de Presión de Contacto - Diccionario de Arquitectura y ConstrucciónCely MijaresNessuna valutazione finora
- Cronograma de ColegiosDocumento13 pagineCronograma de Colegiospeter proyectoNessuna valutazione finora
- Rocasyminerales 466Documento66 pagineRocasyminerales 466Orlando RojasNessuna valutazione finora
- Yacimientos CordilleranosDocumento16 pagineYacimientos CordilleranosD'Marlon MnNessuna valutazione finora
- Lste U1 A1 VDCDocumento5 pagineLste U1 A1 VDCVeronica DuránNessuna valutazione finora
- Poligonal AbiertaDocumento14 paginePoligonal AbiertaWILMAR STEVEN SANTIAGO CUADROSNessuna valutazione finora
- El Protocolo IPDocumento6 pagineEl Protocolo IPAlexander ChaucalaNessuna valutazione finora
- Ortesis de ManoDocumento12 pagineOrtesis de ManoLaura López100% (1)