Potrebbero piacerti anche
- Microsoft Word - IJPMB030307 PRABUDocumento15 pagineMicrosoft Word - IJPMB030307 PRABUsara hishamNessuna valutazione finora
- Lean Implementation Through Value Stream Mapping - A Case Study in An Indian Pump Manufacturing CompanyDocumento19 pagineLean Implementation Through Value Stream Mapping - A Case Study in An Indian Pump Manufacturing Companythapanon khuisangeamNessuna valutazione finora
- 5 Senthilkumaretal2012IJPQMDocumento23 pagine5 Senthilkumaretal2012IJPQMsara hishamNessuna valutazione finora
- Krishnaraj 2012Documento17 pagineKrishnaraj 2012prabhulean14Nessuna valutazione finora
- A Case Study: To Reduce Process Variability of Valve Seat Depth in Cylinder Head Using Six Sigma MethodologyDocumento33 pagineA Case Study: To Reduce Process Variability of Valve Seat Depth in Cylinder Head Using Six Sigma MethodologyYogesh ChavanNessuna valutazione finora
- Six-Sigma in Examinations Research PaperDocumento7 pagineSix-Sigma in Examinations Research PaperNeelam SamdaniNessuna valutazione finora
- Adoption of Six Sigma DMAIC To Reduce Cost of Poor QualityDocumento24 pagineAdoption of Six Sigma DMAIC To Reduce Cost of Poor QualityCát Tường Phạm Nguyễn100% (1)
- Success of Manufacturing Industries - Role of Six Sigma: N. Venkatesh and C. SumangalaDocumento15 pagineSuccess of Manufacturing Industries - Role of Six Sigma: N. Venkatesh and C. SumangalaPaneNessuna valutazione finora
- Six Sigma in Electronics Company: A Case Study On Samsung: Gedela Rakesh Varma Prof - Jaladi RaviDocumento13 pagineSix Sigma in Electronics Company: A Case Study On Samsung: Gedela Rakesh Varma Prof - Jaladi RaviMuhammad Mubeen KhanNessuna valutazione finora
- Adoption of Six Sigma DMAIC To Reduce Cost of Poor QualityDocumento26 pagineAdoption of Six Sigma DMAIC To Reduce Cost of Poor QualityFikri Ilham100% (1)
- Kaizen A Tool For Continuous Quality Improvement IDocumento8 pagineKaizen A Tool For Continuous Quality Improvement IAwadhut MaliNessuna valutazione finora
- Case StudyDocumento28 pagineCase StudyPrabhat YadavNessuna valutazione finora
- Application of Six Sigma at Cell Site ConstructionDocumento22 pagineApplication of Six Sigma at Cell Site ConstructionbotchNessuna valutazione finora
- Kumar 2020Documento11 pagineKumar 2020Tania CanchanyaNessuna valutazione finora
- TQM - Group 4 - Research Paper On Six Sigma ImplementationDocumento51 pagineTQM - Group 4 - Research Paper On Six Sigma Implementationabhirup.saha.22mbNessuna valutazione finora
- Quality Analysis in Construction Projects Using Six Sigma ConceptDocumento8 pagineQuality Analysis in Construction Projects Using Six Sigma Conceptのれ はぼぇんNessuna valutazione finora
- International Journal of Business and Management Invention (IJBMI)Documento5 pagineInternational Journal of Business and Management Invention (IJBMI)inventionjournalsNessuna valutazione finora
- Implementation of Seven Tools of Quality in Educational Arena: A Case StudyDocumento11 pagineImplementation of Seven Tools of Quality in Educational Arena: A Case StudyMd. Sazzadul IslamNessuna valutazione finora
- Performance Measures For Manufacturing Industries in India: A Case Study AnalysisDocumento12 paginePerformance Measures For Manufacturing Industries in India: A Case Study AnalysisTJPRC PublicationsNessuna valutazione finora
- A Conceptual Examination of Lean, Six Sigma and Lean Six Sigma Models For Managing Waste in Manufacturing SMEsDocumento13 pagineA Conceptual Examination of Lean, Six Sigma and Lean Six Sigma Models For Managing Waste in Manufacturing SMEsJuan OrellanaNessuna valutazione finora
- Potential of Lean Tools of Value Stream Mapping in ManufacturingDocumento11 paginePotential of Lean Tools of Value Stream Mapping in ManufacturingVictor MalulekaNessuna valutazione finora
- .MP 1Documento19 pagine.MP 1Hanis Adibah AzizNessuna valutazione finora
- Quality Tools IntegrationDocumento14 pagineQuality Tools IntegrationFico KañevskyNessuna valutazione finora
- Case Study Six Sigma PDFDocumento13 pagineCase Study Six Sigma PDFNoniaNessuna valutazione finora
- Total Productive Maintenance (TPM) Implementation Practice: International Journal of Lean Six Sigma July 2014Documento32 pagineTotal Productive Maintenance (TPM) Implementation Practice: International Journal of Lean Six Sigma July 2014november sixteenNessuna valutazione finora
- Application of Value Stream Mapping For Reduction of Cycle Time in A Machining Process PDFDocumento10 pagineApplication of Value Stream Mapping For Reduction of Cycle Time in A Machining Process PDFGerardo MartinNessuna valutazione finora
- Application of Value Stream Mapping For ReductionDocumento10 pagineApplication of Value Stream Mapping For ReductionFrank CordovaNessuna valutazione finora
- Total Productive Maintenance (TPM) Implementation in A Machine Shop: A Case StudyDocumento8 pagineTotal Productive Maintenance (TPM) Implementation in A Machine Shop: A Case StudydimasNessuna valutazione finora
- QFD A Comprehensive Literature ReviewDocumento26 pagineQFD A Comprehensive Literature ReviewAbuzar AliNessuna valutazione finora
- SSRN Id2725112 PDFDocumento43 pagineSSRN Id2725112 PDFmidoriNessuna valutazione finora
- 1 - 37016 IJAERok28203 282181 PDFDocumento17 pagine1 - 37016 IJAERok28203 282181 PDFAdityaMukherjeeNessuna valutazione finora
- Application of Value Stream Mapping in An Indian Brass Lamp Manufacturing OrganisationDocumento17 pagineApplication of Value Stream Mapping in An Indian Brass Lamp Manufacturing OrganisationAdityaMukherjeeNessuna valutazione finora
- 2021 Ijsom-40045 TafpvDocumento16 pagine2021 Ijsom-40045 TafpvAnkeshNessuna valutazione finora
- Production Planning & Control: The Management of OperationsDocumento11 pagineProduction Planning & Control: The Management of OperationsGilmer ERNessuna valutazione finora
- International Journal of Current Advanced Research International Journal of Current Advanced ResearchDocumento4 pagineInternational Journal of Current Advanced Research International Journal of Current Advanced Researchsoumya mahantiNessuna valutazione finora
- 17099761Documento37 pagine17099761Rosefazila RosliNessuna valutazione finora
- Implementation of Seven Tools of Quality in Educational Arena: A Case StudyDocumento11 pagineImplementation of Seven Tools of Quality in Educational Arena: A Case StudyErvan M SafeiNessuna valutazione finora
- Optimisation of Labour Productivity Using Work Measurement TechniquesDocumento26 pagineOptimisation of Labour Productivity Using Work Measurement TechniquesMadeeha KhanNessuna valutazione finora
- Application of Six Sigma in Supply Chain Management: Evaluation and Measurement ApproachDocumento22 pagineApplication of Six Sigma in Supply Chain Management: Evaluation and Measurement Approach21104071Nessuna valutazione finora
- Implementing Lean Six Sigma in Supply Chain Management: Combining Lean Six Sigma With Process ImprovementDocumento25 pagineImplementing Lean Six Sigma in Supply Chain Management: Combining Lean Six Sigma With Process ImprovementThanh Thưởng OfficialNessuna valutazione finora
- Impact of TQM Implementation On Productivity and Quality - A Study at Genaral MotorsDocumento12 pagineImpact of TQM Implementation On Productivity and Quality - A Study at Genaral Motorsmochammad fadliNessuna valutazione finora
- InderDocumento12 pagineInderMohammed Jawad AyubNessuna valutazione finora
- Dmaic - Ijqrm 10 2020 0332Documento29 pagineDmaic - Ijqrm 10 2020 0332Jorge Durán MartínezNessuna valutazione finora
- An Application of 5S Concept To Organize The Workplace at A Scientific Instruments Manufacturing CompanyDocumento20 pagineAn Application of 5S Concept To Organize The Workplace at A Scientific Instruments Manufacturing CompanySang BùiNessuna valutazione finora
- Application of Six Sigma in Industries: An OverviewDocumento4 pagineApplication of Six Sigma in Industries: An OverviewNMNessuna valutazione finora
- A Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsDocumento24 pagineA Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsBung RifandiNessuna valutazione finora
- Paper 3 - MuthukumarDocumento43 paginePaper 3 - MuthukumarGanesh KothandapaniNessuna valutazione finora
- V4I5 1167 With Cover Page v2Documento9 pagineV4I5 1167 With Cover Page v2carlos alfaroNessuna valutazione finora
- Implementing Lean Six Sigma in Supply Chain Management: Combining Lean Six Sigma With Process ImprovementDocumento25 pagineImplementing Lean Six Sigma in Supply Chain Management: Combining Lean Six Sigma With Process ImprovementevagurreaNessuna valutazione finora
- Artigo Comparação 3Documento16 pagineArtigo Comparação 3Jullyane FigueiredoNessuna valutazione finora
- 2023 RajaDocumento15 pagine2023 RajaGuilherme CietoNessuna valutazione finora
- Sunil Luthra PDFDocumento33 pagineSunil Luthra PDFمحمود احمدNessuna valutazione finora
- Supply Chain Operations Reference (Scor) Model: An Overview and A Structured Literature Review of Its ApplicationDocumento9 pagineSupply Chain Operations Reference (Scor) Model: An Overview and A Structured Literature Review of Its ApplicationAda AvellanedaNessuna valutazione finora
- Ijpqm 2018 091166Documento21 pagineIjpqm 2018 091166BCSPNNessuna valutazione finora
- Six Sigma and Total Quality Management (TQM) : Similarities, Differences and RelationshipDocumento15 pagineSix Sigma and Total Quality Management (TQM) : Similarities, Differences and RelationshipSAKTHIVELNessuna valutazione finora
- A Fuzzy MADM Approach For Project Selection: A Six Sigma Case Study PDFDocumento14 pagineA Fuzzy MADM Approach For Project Selection: A Six Sigma Case Study PDFjwpaprk1Nessuna valutazione finora
- Synopsis - RenjithDocumento9 pagineSynopsis - Renjithvincent georgeNessuna valutazione finora
- Ijaret 11 12 313Documento14 pagineIjaret 11 12 313Pulkit BansalNessuna valutazione finora
- Implementing the Stakeholder Based Goal-Question-Metric (Gqm) Measurement Model for Software ProjectsDa EverandImplementing the Stakeholder Based Goal-Question-Metric (Gqm) Measurement Model for Software ProjectsNessuna valutazione finora
- Douglas Montgomery's Introduction to Statistical Quality Control: A JMP CompanionDa EverandDouglas Montgomery's Introduction to Statistical Quality Control: A JMP CompanionNessuna valutazione finora
- minitab دكتور أسامة ربيع كتاب خرائط مراقبة الجودة الإحصائيةDocumento83 pagineminitab دكتور أسامة ربيع كتاب خرائط مراقبة الجودة الإحصائيةmohamedabodoNessuna valutazione finora
- Application of FMEA of A Ceramic Tiles Manufacturing Plant PDFDocumento17 pagineApplication of FMEA of A Ceramic Tiles Manufacturing Plant PDFnsrinNessuna valutazione finora
- DocumentDocumento164 pagineDocumentnsrinNessuna valutazione finora
- Failure Mode Effect Analysis With Pareto Chart For Various Critical Equipment Used in Ceramic IndustryDocumento6 pagineFailure Mode Effect Analysis With Pareto Chart For Various Critical Equipment Used in Ceramic IndustrynsrinNessuna valutazione finora
- FMEA On Manufacturing PDFDocumento18 pagineFMEA On Manufacturing PDFGODHOT_69Nessuna valutazione finora
- Researches Concerning Risk Assessing Using Pareto DiagramDocumento4 pagineResearches Concerning Risk Assessing Using Pareto DiagramnsrinNessuna valutazione finora
- Failure Modes and Effects Analysis: R.R. MohrDocumento37 pagineFailure Modes and Effects Analysis: R.R. Mohrmh70100% (8)
- Evaluation of The Quality of Academic Programs at Tishreen University From The Point of View of Postgraduate StudentsDocumento18 pagineEvaluation of The Quality of Academic Programs at Tishreen University From The Point of View of Postgraduate StudentsnsrinNessuna valutazione finora
- K9900 Series Level GaugeDocumento2 pagineK9900 Series Level GaugeBilly Isea DenaroNessuna valutazione finora
- AAAC - All Aluminum Alloy ConductorDocumento5 pagineAAAC - All Aluminum Alloy ConductoralejandraNessuna valutazione finora
- System Development Process: The Incremental Commitment ModelDocumento20 pagineSystem Development Process: The Incremental Commitment Modeloctopus2011Nessuna valutazione finora
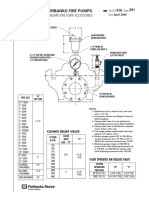
- Aksesoris PumpDocumento10 pagineAksesoris PumpDido AlexanNessuna valutazione finora
- From Russia With Thanks, Major George Racey Jordan DiariesDocumento28 pagineFrom Russia With Thanks, Major George Racey Jordan DiariesklinnskuttNessuna valutazione finora
- Glass Defect CompleteDocumento99 pagineGlass Defect CompleteHimanshu Vaid67% (3)
- 2009-07-04 170949 Mazda TimingDocumento8 pagine2009-07-04 170949 Mazda TimingSuksan SananmuangNessuna valutazione finora
- Practice - Creating A Discount Modifier Using QualifiersDocumento37 paginePractice - Creating A Discount Modifier Using Qualifiersmadhu12343Nessuna valutazione finora
- Massey Ferguson 8570 COMBINE Parts Catalogue ManualDocumento22 pagineMassey Ferguson 8570 COMBINE Parts Catalogue ManualdidkskmdmdmNessuna valutazione finora
- API 580 NotesDocumento2 pagineAPI 580 Notesmallesh100% (2)
- 12 008 00 (01) Vibrating Drum Smooth (Group 1) (nd104240)Documento4 pagine12 008 00 (01) Vibrating Drum Smooth (Group 1) (nd104240)DAVID ORLANDO MURCIA BARRERANessuna valutazione finora
- Inverter - English 2022Documento17 pagineInverter - English 2022Dudes and ToolsNessuna valutazione finora
- Module-I Introduction To Instructional Technology PDFDocumento15 pagineModule-I Introduction To Instructional Technology PDFcharwinsNessuna valutazione finora
- RFQ - Printer Cartridge HP - A0066Documento1 paginaRFQ - Printer Cartridge HP - A0066منتظر عليNessuna valutazione finora
- Pli New 22012006Documento119 paginePli New 22012006Sai PraneethNessuna valutazione finora
- Linux InterviewDocumento35 pagineLinux InterviewTao FengNessuna valutazione finora
- Apache Derby DatabaseDocumento4 pagineApache Derby DatabaseJohn KrcmarikNessuna valutazione finora
- PDH DFE1000 BrochureDocumento2 paginePDH DFE1000 Brochuremajdi1985Nessuna valutazione finora
- Catia MaualDocumento44 pagineCatia MaualSai Venkatesh.0% (1)
- Reservoir SimulationDocumento75 pagineReservoir SimulationEslem Islam100% (9)
- 17118Documento5 pagine17118hairilmasonNessuna valutazione finora
- Flame Arrester Installation and Maintenance Instructions ForDocumento3 pagineFlame Arrester Installation and Maintenance Instructions Forhk168Nessuna valutazione finora
- 6.9. How To Send SSL-Encrypted EmailDocumento3 pagine6.9. How To Send SSL-Encrypted EmailJoxNessuna valutazione finora
- Datasheet F404 FamilyDocumento2 pagineDatasheet F404 FamilyhNessuna valutazione finora
- 17 - Defining Service Level Agreement (SLA) For E-Gov ProjectsDocumento9 pagine17 - Defining Service Level Agreement (SLA) For E-Gov ProjectsdevNessuna valutazione finora
- Intro To Computing SyllabusDocumento7 pagineIntro To Computing SyllabusAireen Rose Rabino ManguiranNessuna valutazione finora
- 2001 - Chetty - CFD Modelling of A RapidorrDocumento5 pagine2001 - Chetty - CFD Modelling of A Rapidorrarcher178Nessuna valutazione finora
- Golden Sun CNC-201R Rotary TableDocumento10 pagineGolden Sun CNC-201R Rotary TableGerald100% (2)
- Ls Pu BackgroundDocumento5 pagineLs Pu BackgroundRolando Cruzada Jr.Nessuna valutazione finora
- ITC-1000F User Manual: All-Purpose Temperature ControllerDocumento10 pagineITC-1000F User Manual: All-Purpose Temperature Controllerdavid panahiNessuna valutazione finora