Potrebbero piacerti anche
- Ejercicios Resueltos Diagrama de OperacionesDocumento21 pagineEjercicios Resueltos Diagrama de OperacionesSandi Reyes Doñe88% (8)
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Toma de Decisiones Introduccion A La IngenieriaDocumento5 pagineToma de Decisiones Introduccion A La IngenieriakarlaNessuna valutazione finora
- EngomadoDocumento23 pagineEngomadoEvelyn NdmNessuna valutazione finora
- CUESTIONARIO EmbutidosDocumento7 pagineCUESTIONARIO EmbutidosmilagrosgutierreznuNessuna valutazione finora
- Informe Molde de Yeso. 1077063Documento5 pagineInforme Molde de Yeso. 1077063Diego AlejandroNessuna valutazione finora
- Tema 3.2 - Procesos de Deformacion Volumétrica - ForjaDocumento27 pagineTema 3.2 - Procesos de Deformacion Volumétrica - ForjaMaxwell RodriguezNessuna valutazione finora
- Toma de Decisiones Introduccion A La IngenieriaDocumento5 pagineToma de Decisiones Introduccion A La IngenieriakarlaNessuna valutazione finora
- Wuolah Free Test ADocumento4 pagineWuolah Free Test AHelen LucasNessuna valutazione finora
- Proceso de Fabricación Del PlásticoDocumento9 pagineProceso de Fabricación Del PlásticoAmairany LaraNessuna valutazione finora
- Adicional Embutici+ N 3Documento68 pagineAdicional Embutici+ N 3hailanderNessuna valutazione finora
- Tabla Compara Maquinados CNCDocumento5 pagineTabla Compara Maquinados CNCImpresiones XpressNessuna valutazione finora
- TC - Grupo 212022 - 29Documento17 pagineTC - Grupo 212022 - 29Milton Javier Lozano MoralesNessuna valutazione finora
- Sellado PerifericoDocumento2 pagineSellado Perifericoieshua45720% (1)
- Unidad IxDocumento30 pagineUnidad IxEduardo GutNessuna valutazione finora
- 004 Estampación Principios Simple Efec Doble Pisa Deforma Recuperaciones EssDocumento63 pagine004 Estampación Principios Simple Efec Doble Pisa Deforma Recuperaciones EssPablo StapsNessuna valutazione finora
- Monografia de PlegadoraDocumento12 pagineMonografia de PlegadoraCiro Luque100% (1)
- Sect 9 Injection Troubleshooting Guide (Spanish) PDFDocumento12 pagineSect 9 Injection Troubleshooting Guide (Spanish) PDFDaniel TorresNessuna valutazione finora
- Creación de Brida de Aluminio Por FundiciónDocumento5 pagineCreación de Brida de Aluminio Por FundiciónJorge EcheverriNessuna valutazione finora
- Procesos de ProduccionDocumento6 pagineProcesos de ProduccionJesús Demetrio Ramírez MoralesNessuna valutazione finora
- Diapositivas T11Documento16 pagineDiapositivas T11Javier ValleNessuna valutazione finora
- Practica Juntas ToricasDocumento7 paginePractica Juntas ToricasalbertNessuna valutazione finora
- Laboratorio 3 Procesos de FundiciónDocumento7 pagineLaboratorio 3 Procesos de FundiciónLuisa AcostaNessuna valutazione finora
- Conceptos Básicos Sobre EmbuticionesDocumento50 pagineConceptos Básicos Sobre Embuticionessalvador hernandezNessuna valutazione finora
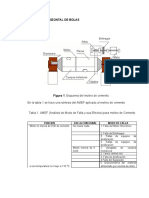
- Molino Horizontal de BolasDocumento21 pagineMolino Horizontal de BolasCésar GutiérrezNessuna valutazione finora
- Tabla Comparativa U2Documento10 pagineTabla Comparativa U2Cesar Lucas GarcíaNessuna valutazione finora
- Entregable 2Documento5 pagineEntregable 2Anael ArrazolaNessuna valutazione finora
- Guia No.6Documento5 pagineGuia No.6old gazanNessuna valutazione finora
- Departamento de Mecánica y Aviación Trabajo de MantenimientoDocumento10 pagineDepartamento de Mecánica y Aviación Trabajo de MantenimientoAngelo Maguiña OsorioNessuna valutazione finora
- Analisis TribologicoDocumento14 pagineAnalisis TribologicojobarbaNessuna valutazione finora
- Tipos de Relleno en Mina SubterraneaDocumento94 pagineTipos de Relleno en Mina SubterraneaDizay CMesccoNessuna valutazione finora
- PirooooDocumento10 paginePirooooYesmit Tania Riveros MallquiNessuna valutazione finora
- Tema 3 - Resuelto MetalesDocumento4 pagineTema 3 - Resuelto MetalesDAINANessuna valutazione finora
- Manual de Operacion para Peletizadora Diesel 1Documento8 pagineManual de Operacion para Peletizadora Diesel 1Danko GallardoNessuna valutazione finora
- Elaboración de Bite Plane y AcetatosDocumento14 pagineElaboración de Bite Plane y AcetatosVerónica CarreraNessuna valutazione finora
- Cuestionario RTMDocumento10 pagineCuestionario RTMfernandowiiu9999Nessuna valutazione finora
- Practica 7 Lab Procesos M AlcDocumento10 paginePractica 7 Lab Procesos M AlcJOSE ALBERTO CAZARES LIZARRAGANessuna valutazione finora
- 3 DobladoDocumento78 pagine3 DobladoAngel AjaNessuna valutazione finora
- Trabajo #18 Pintado Por LavadoDocumento7 pagineTrabajo #18 Pintado Por LavadoDNessuna valutazione finora
- Informe de Proceso de Manufactura, Moldeo Con ResinaDocumento5 pagineInforme de Proceso de Manufactura, Moldeo Con ResinaJuan Carlos Llaitul CasanovaNessuna valutazione finora
- Taladro FinalDocumento7 pagineTaladro FinalLeonardo TelloNessuna valutazione finora
- EmbutidoDocumento11 pagineEmbutidoAnonymous QIxBLLfNessuna valutazione finora
- Mantenimiento de Vehiculos TemaDocumento12 pagineMantenimiento de Vehiculos Temacarmen polo menesesNessuna valutazione finora
- 1 Fundamentos Del Conformado Por Arranque de VirutaDocumento22 pagine1 Fundamentos Del Conformado Por Arranque de VirutaJose GarcíaNessuna valutazione finora
- Exposición Extrusión Soplado JHDocumento27 pagineExposición Extrusión Soplado JHAlejandra Mantilla PabónNessuna valutazione finora
- Procedimiento de Soldadura Super EstructuraDocumento11 pagineProcedimiento de Soldadura Super EstructuraPULP123Nessuna valutazione finora
- RellenoDocumento137 pagineRellenoJoseDarwinVegaGomezNessuna valutazione finora
- EscariadoDocumento3 pagineEscariadoObitoHuchihaNessuna valutazione finora
- Entregable 3Documento8 pagineEntregable 3Anael ArrazolaNessuna valutazione finora
- Proceso CorteDocumento8 pagineProceso CorteedissonNessuna valutazione finora
- Informe Embutido Grupo 2Documento5 pagineInforme Embutido Grupo 2Felo OnofaNessuna valutazione finora
- 3.1clasificasion Del Proceso de MoldeoDocumento3 pagine3.1clasificasion Del Proceso de MoldeoDarlin Gutiérrez JuárezNessuna valutazione finora
- Afilado de Herramientas 01Documento5 pagineAfilado de Herramientas 01Diogenes Ocrospoma GonzaloNessuna valutazione finora
- Proceso de Manufactura 12Documento5 pagineProceso de Manufactura 12Joshua daniel RiosNessuna valutazione finora
- Producto 1 Parcial Díaz Aranda Alan de Jesús PMT4.1Documento13 pagineProducto 1 Parcial Díaz Aranda Alan de Jesús PMT4.1ALANNessuna valutazione finora
- Preguntas Examen Cerámica2Documento2 paginePreguntas Examen Cerámica2joluviesNessuna valutazione finora
- Wuolah Free Test EspanolDocumento27 pagineWuolah Free Test EspanolHelen LucasNessuna valutazione finora
- Segunda EntregaDocumento16 pagineSegunda EntregaEdu Reyes EspinozaNessuna valutazione finora
- Álgebra moderna e introducción al álgebra geométricaDa EverandÁlgebra moderna e introducción al álgebra geométricaNessuna valutazione finora
- Algoritmo de Los Cinco PasosDocumento3 pagineAlgoritmo de Los Cinco PasosEduardo CruzNessuna valutazione finora
- Práctica Segundo Parcial QMC-100Documento7 paginePráctica Segundo Parcial QMC-100Carlos CarvajalNessuna valutazione finora
- Ficha Técnica - PegasoDocumento2 pagineFicha Técnica - PegasoCesar Diaz Rojas100% (1)
- 4.clasificación de Materiales LNDocumento34 pagine4.clasificación de Materiales LNTeamPucp Dota2Nessuna valutazione finora
- Historia de PerforacionDocumento36 pagineHistoria de Perforaciongrover gamboa rodriguezNessuna valutazione finora
- 1 ProspeccionDocumento11 pagine1 ProspeccionSebastian FlorezNessuna valutazione finora
- Metodologia para La Seleccion de Separadores de Gas Estaticos de Fondo PDFDocumento183 pagineMetodologia para La Seleccion de Separadores de Gas Estaticos de Fondo PDFNurys OlivaresNessuna valutazione finora
- Anexo 12. Listado de Sustancias PeligrosasDocumento1 paginaAnexo 12. Listado de Sustancias PeligrosaswalterNessuna valutazione finora
- El Procesado Rutinario de Las Muestras Histológicas Consta de Las Siguientes Fases-ArlinnDocumento18 pagineEl Procesado Rutinario de Las Muestras Histológicas Consta de Las Siguientes Fases-ArlinnArlinn Matthew HarriswanglerNessuna valutazione finora
- Ambi Aromas 65811 R 696 PDocumento119 pagineAmbi Aromas 65811 R 696 PdrmiglasNessuna valutazione finora
- Universidad Privada Del ValleDocumento9 pagineUniversidad Privada Del ValleJosé Morales EcheniqueNessuna valutazione finora
- LOS ALQUINOS Naty 1 PDFDocumento6 pagineLOS ALQUINOS Naty 1 PDFNoa NatividadNessuna valutazione finora
- Irregularidades SignificativasDocumento16 pagineIrregularidades SignificativasChristianAlejoCornejoNessuna valutazione finora
- Practico 6. 2020Documento3 paginePractico 6. 2020sitiosdaniumtaNessuna valutazione finora
- Molalidad y MolaridadDocumento4 pagineMolalidad y Molaridadfelixdavidleiva6520Nessuna valutazione finora
- Preguntas CorregidasDocumento4 paginePreguntas CorregidasFabri GavilanezNessuna valutazione finora
- P-39 Mantenimiento de Equpos de CalefaccionDocumento3 pagineP-39 Mantenimiento de Equpos de Calefaccioneloyfe60Nessuna valutazione finora
- Soldadura Bajo El AguaDocumento3 pagineSoldadura Bajo El AguaEdisson Javier100% (1)
- El Flujo en Canales Abiertos y Su ClasificaciónDocumento8 pagineEl Flujo en Canales Abiertos y Su ClasificaciónLester Arturo Morales GodinezNessuna valutazione finora
- Doc20100611131220anexo 72climatizacioncalefaccion-VentilacionDocumento529 pagineDoc20100611131220anexo 72climatizacioncalefaccion-VentilacionYimmy Macías PérezNessuna valutazione finora
- ExamenDocumento12 pagineExamenKike SandovalNessuna valutazione finora
- Sondas No RadioactivasDocumento20 pagineSondas No RadioactivasGorky Fabián Escobar CáceresNessuna valutazione finora
- Tipos de EmbalajeDocumento14 pagineTipos de EmbalajePyramid Song100% (1)
- Elementos de Proteccion PersonalDocumento24 pagineElementos de Proteccion Personalneutron33Nessuna valutazione finora
- Quimica LewisDocumento2 pagineQuimica Lewis0AvendanoNessuna valutazione finora
- RWA Extracción de Humo y CalorDocumento17 pagineRWA Extracción de Humo y CalorBitácora Bombero BurnoutNessuna valutazione finora
- Historia Herbolaria y PiratasDocumento14 pagineHistoria Herbolaria y PiratasMauricio Toledo100% (1)
- Aplicacion de La Primera Ley de La TermodinamicaDocumento64 pagineAplicacion de La Primera Ley de La TermodinamicaNacha TamaraNessuna valutazione finora
- QUI - 113 (Completa)Documento204 pagineQUI - 113 (Completa)Soy Guaricanero50% (2)
- PascalDocumento2 paginePascalAlex Martin Fiestas Suarez100% (1)