Potrebbero piacerti anche
- Guías Parramón para empezar a pintar. AerógrafoDa EverandGuías Parramón para empezar a pintar. AerógrafoNessuna valutazione finora
- Perforación de pozos petroleros en tierraDa EverandPerforación de pozos petroleros en tierraNessuna valutazione finora
- Introduccion para El Trabajo de PullingDocumento24 pagineIntroduccion para El Trabajo de PullingCristian Renato OrozcoNessuna valutazione finora
- Informe de Terminacion TJB X2... 49 PAG.Documento49 pagineInforme de Terminacion TJB X2... 49 PAG.CarlosEduardoAláMamani50% (2)
- Campaña de Registro de Presiones Fondo de Pozos CAMPO LA PEÑADocumento45 pagineCampaña de Registro de Presiones Fondo de Pozos CAMPO LA PEÑARomina CZNessuna valutazione finora
- Perfo 4 ExamenDocumento12 paginePerfo 4 ExamenleumascossioNessuna valutazione finora
- PERFORACION IVpdfDocumento3 paginePERFORACION IVpdfHector MarzanaNessuna valutazione finora
- Programa de Perforacion HCY 2 Part 2Documento60 paginePrograma de Perforacion HCY 2 Part 2Leonel Itamar Chuquimia ItusacaNessuna valutazione finora
- INFORME TECNICO N°2013-002 DV - Bomba Flowserver - MILPODocumento5 pagineINFORME TECNICO N°2013-002 DV - Bomba Flowserver - MILPOFernando Estela100% (1)
- Visión General Terminacion COL-4HDocumento12 pagineVisión General Terminacion COL-4HJoseMi Vacaflor IllanesNessuna valutazione finora
- UntitledDocumento126 pagineUntitledMuñoz Siancas MarcosNessuna valutazione finora
- Visión General Proyecto SIG-X1Documento11 pagineVisión General Proyecto SIG-X1Lorena Zoraide100% (1)
- Formato Nuevo de Job Plan Vle-1586 C.V.G.LDocumento3 pagineFormato Nuevo de Job Plan Vle-1586 C.V.G.LDavid MorilloNessuna valutazione finora
- Practico N°2Documento53 paginePractico N°2Heidy S RuízNessuna valutazione finora
- Primeros Parciales Perfo IVDocumento3 paginePrimeros Parciales Perfo IVleumascossioNessuna valutazione finora
- Sartas de Velocidad-YPFDocumento11 pagineSartas de Velocidad-YPFEmelda LuzNessuna valutazione finora
- Presentacion Perforacion DWOP SRB NO - 4ST VFDocumento28 paginePresentacion Perforacion DWOP SRB NO - 4ST VFFreddy Horacio Alarcon MercadoNessuna valutazione finora
- Trabajo Practico Integrador - Benicio Jesus - Guzman Sebastian - Veizaga CristianDocumento67 pagineTrabajo Practico Integrador - Benicio Jesus - Guzman Sebastian - Veizaga CristianSebastian GuzmanNessuna valutazione finora
- Terminación de Un Pozo en BoliviaDocumento12 pagineTerminación de Un Pozo en BoliviaDanan Diaz100% (1)
- Formato Nuevo de Job Plan Vlg-3875 Insta Open Tool + HudDocumento3 pagineFormato Nuevo de Job Plan Vlg-3875 Insta Open Tool + HudDavid MorilloNessuna valutazione finora
- PROG. CEMENT. REV. 13.375 Pulg RG-0313, BH-07Documento6 paginePROG. CEMENT. REV. 13.375 Pulg RG-0313, BH-07emily esaaNessuna valutazione finora
- Prog Tratamiento de Estimulación QMC Pozo HSR-6WODocumento4 pagineProg Tratamiento de Estimulación QMC Pozo HSR-6WOgutierrezjhonny900Nessuna valutazione finora
- Simulacion Control de Pozo GoliatDocumento26 pagineSimulacion Control de Pozo GoliatGunnar Leonardo Gutiérrez Quisbert100% (1)
- Trabajo Practico IntegradorDocumento41 pagineTrabajo Practico IntegradorSebastian GuzmanNessuna valutazione finora
- BOL-MPD-GBA-PO-001 Inicio Circulacion Fluido Bifasico PDFDocumento6 pagineBOL-MPD-GBA-PO-001 Inicio Circulacion Fluido Bifasico PDFRuth RuizNessuna valutazione finora
- Bombeo Por Cavidades Progresivas PCPDocumento110 pagineBombeo Por Cavidades Progresivas PCPGerardo Zambrano100% (3)
- Introduccion para El Trabajo de Pulling FinalDocumento19 pagineIntroduccion para El Trabajo de Pulling FinalHosmany Daniel Morocho100% (3)
- Análisis Nodal Del Pozo ItaúDocumento13 pagineAnálisis Nodal Del Pozo Itaúvicbru08Nessuna valutazione finora
- Drilling Instructions - Sección 8.5in - Quifa-915HDocumento5 pagineDrilling Instructions - Sección 8.5in - Quifa-915HUnidad 16Nessuna valutazione finora
- Bomba Mecanica para Manejo de Gas PDFDocumento15 pagineBomba Mecanica para Manejo de Gas PDFcorreospedorrosNessuna valutazione finora
- Formato Nuevo de Job Plan Vle-0506st Reti Val + HudDocumento2 pagineFormato Nuevo de Job Plan Vle-0506st Reti Val + HudDavid MorilloNessuna valutazione finora
- Pet-255 Hot Tap Linea de 8 in - 6 in Bombas CPFDocumento7 paginePet-255 Hot Tap Linea de 8 in - 6 in Bombas CPFNurUbSalNessuna valutazione finora
- Tizon201 PT D PO ProgramaTerminacion24Ago04!1!211009Documento16 pagineTizon201 PT D PO ProgramaTerminacion24Ago04!1!211009Saavedra NicoNessuna valutazione finora
- Coil Lift ProcedureDocumento14 pagineCoil Lift ProcedureOswaldo VillarroelNessuna valutazione finora
- Secuencia Operativa para Cementar Cañería 18.625 PULG (30!10!2020)Documento1 paginaSecuencia Operativa para Cementar Cañería 18.625 PULG (30!10!2020)sinopec sa ecuadorNessuna valutazione finora
- PET-OrC-MI-01.01 Perforacion Con Jumbo Electro Hidraulico en Labores HorizontalesDocumento3 paginePET-OrC-MI-01.01 Perforacion Con Jumbo Electro Hidraulico en Labores HorizontalesJob TisnadoNessuna valutazione finora
- Colgador de LinerDocumento32 pagineColgador de LinerEnzo MarinNessuna valutazione finora
- Terminación y Reparación de PozosDocumento35 pagineTerminación y Reparación de PozosJesús Santiago Fernández100% (1)
- Cementacion Liner de 5Documento10 pagineCementacion Liner de 5Enzo Marin100% (1)
- Modelos de ExamenDocumento26 pagineModelos de ExamenIsaias Balderrama HerediaNessuna valutazione finora
- Tarea de Trepanos FinalDocumento7 pagineTarea de Trepanos FinalELVIS MIRANDA VILLEGASNessuna valutazione finora
- Nen 1 - Resumen de OperacionDocumento4 pagineNen 1 - Resumen de OperacionMaria Dolores Torres HernándezNessuna valutazione finora
- TIW Reporte Operacional Pozo TCB x1003 Liner 7Documento19 pagineTIW Reporte Operacional Pozo TCB x1003 Liner 7Andrea MontañoNessuna valutazione finora
- Recap Tibirita 1aDocumento17 pagineRecap Tibirita 1aAndres Felipe Ortega SandovalNessuna valutazione finora
- Bop Anular, Arreglos - Simples y DoblesDocumento27 pagineBop Anular, Arreglos - Simples y DoblesMarco Camacho100% (4)
- CUESTIONARIO III - ANALISIS NODAL Y PERDIDAS DE PRESION de MaguiDocumento6 pagineCUESTIONARIO III - ANALISIS NODAL Y PERDIDAS DE PRESION de MaguiMagaly Nicol Quispe MansillaNessuna valutazione finora
- Procedimiento Sarta de VelocidadDocumento13 pagineProcedimiento Sarta de VelocidadNeto Cortés Hernandez100% (3)
- Módulo Iii - Capítulo Ix - Mediciones de Gas Ii: Material Preparado para REPSOL-YPFDocumento72 pagineMódulo Iii - Capítulo Ix - Mediciones de Gas Ii: Material Preparado para REPSOL-YPFRodolfo Rider Vilarroel IllescasNessuna valutazione finora
- Informe Final Terminacion Pozo MGR-4Documento24 pagineInforme Final Terminacion Pozo MGR-4Jorge Armando Cuevas Gutierrez100% (3)
- Chaco M2 Cap4Documento43 pagineChaco M2 Cap4NicandroGonzalesNessuna valutazione finora
- PetsDocumento8 paginePetsEber Paredes TorresNessuna valutazione finora
- Procedimiento Operativo Arranque, Puesta en Servicio y Paro de Compresor de Propano York en Planta de GasDocumento3 pagineProcedimiento Operativo Arranque, Puesta en Servicio y Paro de Compresor de Propano York en Planta de GasAndrea rroNessuna valutazione finora
- Anexo 3.1 (II) Resumen Programa Pozo - CUR-X1007DDocumento22 pagineAnexo 3.1 (II) Resumen Programa Pozo - CUR-X1007DEnzo Marin100% (1)
- Ic Nuevo Empalme Del Injerto en La Faja 200-CV-003 PDP 15.eneroDocumento11 pagineIc Nuevo Empalme Del Injerto en La Faja 200-CV-003 PDP 15.eneroma ta saNessuna valutazione finora
- Perforacion Bajo Balance 2Documento28 paginePerforacion Bajo Balance 2Carlos Omar R F100% (1)
- Informe Final Terminacion Pozo MGR-4Documento25 pagineInforme Final Terminacion Pozo MGR-4victor nuñezNessuna valutazione finora
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoDa EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoNessuna valutazione finora
- Perforación de pozos petroleros marinosDa EverandPerforación de pozos petroleros marinosNessuna valutazione finora
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Guía de laboratorio de mecánica de fluidosDa EverandGuía de laboratorio de mecánica de fluidosNessuna valutazione finora
- Manual de Estilo RedaccionDocumento163 pagineManual de Estilo RedaccionleNessuna valutazione finora
- Proyecto de Instalación Interna de Gas Natural MultifamiliarDocumento10 pagineProyecto de Instalación Interna de Gas Natural MultifamiliarleNessuna valutazione finora
- Proyecto de LeyDocumento7 pagineProyecto de LeyleNessuna valutazione finora
- Introducción Al DerechoDocumento28 pagineIntroducción Al DerecholeNessuna valutazione finora
- Proyecto de Instalación Interna de Gas Natural AmpliaciónDocumento8 pagineProyecto de Instalación Interna de Gas Natural AmpliaciónleNessuna valutazione finora
- Proyecto de Gas UnifamiliarDocumento12 pagineProyecto de Gas UnifamiliarleNessuna valutazione finora
- Practica ArchivisticaDocumento3 paginePractica ArchivisticaleNessuna valutazione finora
- Tema 2 Recursos Basicos Del ArchivoDocumento5 pagineTema 2 Recursos Basicos Del Archivole100% (1)
- Marco TeoricoDocumento26 pagineMarco TeoricoleNessuna valutazione finora
- Marco Referencial y PrácticoDocumento30 pagineMarco Referencial y PrácticoleNessuna valutazione finora
- Seguridad IndustralDocumento16 pagineSeguridad IndustralleNessuna valutazione finora
- PresentaciónDocumento8 paginePresentaciónleNessuna valutazione finora
- Ejemplos de Argumentos DeductivosDocumento3 pagineEjemplos de Argumentos DeductivosleNessuna valutazione finora
- PetroleraDocumento122 paginePetroleraleNessuna valutazione finora
- TaquímetroDocumento22 pagineTaquímetroleNessuna valutazione finora
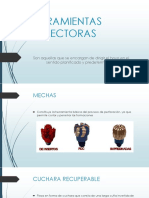
- Herramientas DeflectorasDocumento8 pagineHerramientas DeflectorasleNessuna valutazione finora
- Carta Descriptiva Violonchelo Infantil 1Documento6 pagineCarta Descriptiva Violonchelo Infantil 1Pabo CharzaNessuna valutazione finora
- Términos de Referencia-AmboDocumento22 pagineTérminos de Referencia-AmboCandy Aguirre ClaudioNessuna valutazione finora
- Foro Semana 1 Ramos Sico - Salud Ocup.Documento3 pagineForo Semana 1 Ramos Sico - Salud Ocup.camitorres02100% (3)
- 9 Características Principales Del Cartel PublicitarioDocumento5 pagine9 Características Principales Del Cartel PublicitarioGuadalupe VentosNessuna valutazione finora
- NotasDocumento3 pagineNotasNatalia Vargas100% (2)
- La Bella Alma de Don DamiánDocumento2 pagineLa Bella Alma de Don DamiánYedh Pimentel100% (1)
- Iglesia Infantil 2021Documento16 pagineIglesia Infantil 2021jassenGironNessuna valutazione finora
- Desarrollo LocalDocumento12 pagineDesarrollo LocalJohnnyArroboNessuna valutazione finora
- Registros 2016 Segundo Bimestre InglesDocumento26 pagineRegistros 2016 Segundo Bimestre Inglesmeli3752Nessuna valutazione finora
- Movimineto ParabolicoDocumento7 pagineMovimineto ParabolicoMoMoNessuna valutazione finora
- Movimiento Uniformemente AceleradoDocumento3 pagineMovimiento Uniformemente AceleradoMelisa Soledad Barco JaraNessuna valutazione finora
- Sistema EndocrinoDocumento81 pagineSistema EndocrinoRafael Lopez100% (2)
- A#7AVGMDocumento7 pagineA#7AVGMAícrag AnaidirivNessuna valutazione finora
- ABSUELTODocumento14 pagineABSUELTOJOSENessuna valutazione finora
- Relatos de La Antigua BacataDocumento1 paginaRelatos de La Antigua Bacatayasmin aldanaNessuna valutazione finora
- Estadística Básica: Universidad Abierta Y A Distancia de MéxicoDocumento4 pagineEstadística Básica: Universidad Abierta Y A Distancia de Méxicojuan carlos hernandez diazNessuna valutazione finora
- 28 - SansónDocumento10 pagine28 - SansónRhina ArguelloNessuna valutazione finora
- Ensayo Sobre Los Antecedentes AdministrativosDocumento8 pagineEnsayo Sobre Los Antecedentes AdministrativosDANIELA RANGEL COLLAZONessuna valutazione finora
- CondominioDocumento7 pagineCondominiodrroccoNessuna valutazione finora
- Instrumentos de Evaluación Del Procesamiento LéxicoDocumento27 pagineInstrumentos de Evaluación Del Procesamiento Léxicodanielamatias100% (1)
- Estatutos Comite de Allegados Pinar Unido IiDocumento19 pagineEstatutos Comite de Allegados Pinar Unido IiMaximiliano GomezNessuna valutazione finora
- Texto 1Documento3 pagineTexto 1PEDRO JOAQUIN COCHACHIN PAIVANessuna valutazione finora
- Coagulopatia Inducida Por TraumaDocumento5 pagineCoagulopatia Inducida Por TraumawiwiNessuna valutazione finora
- Hitos Historicos de Carabineros de ChileDocumento3 pagineHitos Historicos de Carabineros de ChileDaniela Alejandra Candia VillablancaNessuna valutazione finora
- 1.presentación Modelo Cero Accidentes 2013Documento14 pagine1.presentación Modelo Cero Accidentes 2013Stela MosqueraNessuna valutazione finora
- QUÉ ES EL AMOR - BosquejoDocumento2 pagineQUÉ ES EL AMOR - BosquejoFelix VelaNessuna valutazione finora
- Figuras y Cuerpos Est. (210711)Documento4 pagineFiguras y Cuerpos Est. (210711)Enrique Hdez CruzNessuna valutazione finora
- Ley 8661Documento17 pagineLey 8661ladylizanolopezNessuna valutazione finora
- Ichthyophthiriasis en Peces Natvos Del Lago Titicaca en Puno (Peru)Documento6 pagineIchthyophthiriasis en Peces Natvos Del Lago Titicaca en Puno (Peru)Wilder Hernán Tisnado Angulo0% (1)
- Educación para La Inclusión de Alumnos SordosDocumento17 pagineEducación para La Inclusión de Alumnos SordosBellotina4Nessuna valutazione finora