Potrebbero piacerti anche
- Processo de fabricação da cervejaDocumento14 pagineProcesso de fabricação da cervejaDionei KlugNessuna valutazione finora
- VinagreDocumento40 pagineVinagrecrislianecamargo100% (1)
- Microbiologia industrialDocumento16 pagineMicrobiologia industrialAndré FrançaNessuna valutazione finora
- Sanitariedade na Indústria AlimentíciaDocumento206 pagineSanitariedade na Indústria AlimentíciaRodrigo NardiNessuna valutazione finora
- Principios e Metodos de Conservacao - SoniaDocumento23 paginePrincipios e Metodos de Conservacao - SoniaSergio ValoiNessuna valutazione finora
- O Tratamento de Efluentes Na CervejariaDocumento3 pagineO Tratamento de Efluentes Na CervejariaLeticiasomarivaNessuna valutazione finora
- Produção de Etanol Fermentação Destilação DesidrataçãoDocumento32 pagineProdução de Etanol Fermentação Destilação DesidrataçãobarbarahNessuna valutazione finora
- Processos Industriais em Polímeros - Aula - EQDocumento61 pagineProcessos Industriais em Polímeros - Aula - EQTulyhander NascimentoNessuna valutazione finora
- Processos Industriais FermentativosDocumento58 pagineProcessos Industriais FermentativosLuciano CostaNessuna valutazione finora
- Filtro Biológico e Frigorifico FinalDocumento42 pagineFiltro Biológico e Frigorifico FinalRodrigoFrutuozoNessuna valutazione finora
- Apostila Tópicos em Processos IndustriaisDocumento39 pagineApostila Tópicos em Processos IndustriaisAlisson LeãoNessuna valutazione finora
- Aula Produção de Etanol - Materia PrimaDocumento26 pagineAula Produção de Etanol - Materia PrimaRosana Galev OliveiraNessuna valutazione finora
- Producao de Biodiesel-2Documento29 pagineProducao de Biodiesel-2Mariana FerreiraNessuna valutazione finora
- AQQT Apostila PDFDocumento58 pagineAQQT Apostila PDFMarcos ViniciusNessuna valutazione finora
- Resfriamento de mosto cerveja artesanalDocumento9 pagineResfriamento de mosto cerveja artesanalrobinquimicaNessuna valutazione finora
- Processos Químicos IndustriaisDocumento66 pagineProcessos Químicos IndustriaisandersonmipaNessuna valutazione finora
- 7 - Plásticos PDFDocumento20 pagine7 - Plásticos PDFJosé Renato StelaNessuna valutazione finora
- (Apostila) Tecnologia Das Fermentações - CETEBDocumento118 pagine(Apostila) Tecnologia Das Fermentações - CETEBEduardo Bandeira100% (2)
- Tratamento de águas e resíduos para preservar o meio ambienteDocumento13 pagineTratamento de águas e resíduos para preservar o meio ambienteLuana OliveiraNessuna valutazione finora
- Umidade e PHDocumento11 pagineUmidade e PHLuana CostaNessuna valutazione finora
- Determinação de °Brix por Refratometria e Densimetria na UFRGSDocumento7 pagineDeterminação de °Brix por Refratometria e Densimetria na UFRGSThiago AlmeidaNessuna valutazione finora
- Aditivos e CoadjuvantesDocumento33 pagineAditivos e CoadjuvantesMadalena BritoNessuna valutazione finora
- Reações Químicas: Tipos e ClassificaçãoDocumento13 pagineReações Químicas: Tipos e ClassificaçãoHenrique Caldas ChameNessuna valutazione finora
- Manual de Práticas de Processos BioquímicosDocumento43 pagineManual de Práticas de Processos BioquímicosmaxNessuna valutazione finora
- Implementação de um sistema HACCP em talhos de carne bovinaDocumento105 pagineImplementação de um sistema HACCP em talhos de carne bovinacaya1172Nessuna valutazione finora
- Operação UnitáriasDocumento32 pagineOperação UnitáriasJosé OlimpioNessuna valutazione finora
- Fermentação AlcoólicaDocumento26 pagineFermentação AlcoólicathaisplNessuna valutazione finora
- Tec Fabric AlcDocumento74 pagineTec Fabric AlcJuliano Sma100% (1)
- Relatório EmulsõesDocumento71 pagineRelatório EmulsõesgustavomutumNessuna valutazione finora
- CrioconcentraçãoDocumento5 pagineCrioconcentraçãoLeonardo Jetzke GuedesNessuna valutazione finora
- Recuperação e Purificação de BioprodutosDocumento4 pagineRecuperação e Purificação de BioprodutosMadeline CorreaNessuna valutazione finora
- ETE CervejariaDocumento25 pagineETE CervejariaJana Araujo100% (1)
- 04 - Agp0209 Perdas em Unidades ArmazenadorasDocumento31 pagine04 - Agp0209 Perdas em Unidades ArmazenadorasVictor SchwabeNessuna valutazione finora
- Processos fermentativos na produção de azeitonasDocumento4 pagineProcessos fermentativos na produção de azeitonasKarlla AraujoNessuna valutazione finora
- Processos Fermentativos IndustriaisDocumento21 pagineProcessos Fermentativos IndustriaisAdauto AlvesNessuna valutazione finora
- Fermentação Contínua e DescontinuaDocumento11 pagineFermentação Contínua e DescontinuaLi Shauon0% (1)
- Projeto Final Leite em PóDocumento30 pagineProjeto Final Leite em PóJoão Honorato100% (13)
- Recursos fitogenéticos biodiversidadeDocumento5 pagineRecursos fitogenéticos biodiversidadeIvannilltonnNessuna valutazione finora
- Análise microbiológica da águaDocumento6 pagineAnálise microbiológica da águaGiselli TorresNessuna valutazione finora
- Slide 02 - (Indústria Química)Documento40 pagineSlide 02 - (Indústria Química)Rodrigo dos Santos BritoNessuna valutazione finora
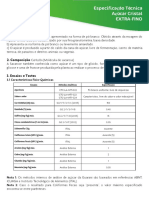
- Especificação técnica do açúcar cristal extra-finoDocumento3 pagineEspecificação técnica do açúcar cristal extra-finoMarcos PavanNessuna valutazione finora
- Agua e Muito Bom PDFDocumento44 pagineAgua e Muito Bom PDFGustavo AraújoNessuna valutazione finora
- TeoricoDocumento26 pagineTeoricoDavid ModelskiNessuna valutazione finora
- Processos Químicos IndustriaisDocumento36 pagineProcessos Químicos IndustriaisVictor Sousa e SilvaNessuna valutazione finora
- Higiene e legislação na indústria de alimentos: por que é importante o conhecimento sobre higienizaçãoDocumento8 pagineHigiene e legislação na indústria de alimentos: por que é importante o conhecimento sobre higienizaçãoLuiz Felipe LimaNessuna valutazione finora
- Bioquímica MicrobianaDocumento38 pagineBioquímica MicrobianaMarcelo Teixeira RossiNessuna valutazione finora
- Derivados Petroquímicos do PropenoDocumento6 pagineDerivados Petroquímicos do PropenoAlexandre WakanoNessuna valutazione finora
- TS Marlei SeparacoesMecanicasDocumento73 pagineTS Marlei SeparacoesMecanicasErich PotrichNessuna valutazione finora
- Processos Industriais - Bioprocessos e BioprodutosDocumento17 pagineProcessos Industriais - Bioprocessos e BioprodutosLaura Camilo100% (1)
- Biologia - Apostila ANVISA - Módulo 04Documento66 pagineBiologia - Apostila ANVISA - Módulo 04Biologia ANVISA100% (3)
- A hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroDa EverandA hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroNessuna valutazione finora
- Resíduos Sólidos: Desafios & OportunidadesDa EverandResíduos Sólidos: Desafios & OportunidadesNessuna valutazione finora
- Indústria de Bebidas: Inovação, Gestão e ProduçãoDa EverandIndústria de Bebidas: Inovação, Gestão e ProduçãoNessuna valutazione finora
- Detetive Por Um Dia: Aprendendo A Investigar Por Meio Da Química ForenseDa EverandDetetive Por Um Dia: Aprendendo A Investigar Por Meio Da Química ForenseNessuna valutazione finora
- Potencial Energético de Resíduos Sólidos Urbanos: estudo de caso em uma região metropolitana brasileiraDa EverandPotencial Energético de Resíduos Sólidos Urbanos: estudo de caso em uma região metropolitana brasileiraNessuna valutazione finora
- Projeto ETE - CervejariaDocumento24 pagineProjeto ETE - CervejariaTiago Santos0% (1)
- Efeitos dos produtos químicos no tratamento de águaDocumento35 pagineEfeitos dos produtos químicos no tratamento de águamiguelgxavier4564Nessuna valutazione finora
- Tratamento de Efluentes LíquidosDocumento69 pagineTratamento de Efluentes LíquidosYohana PiacesiNessuna valutazione finora
- 1diagnostico Bacia Lagoa Ibirite Revnov08 - CompressDocumento150 pagine1diagnostico Bacia Lagoa Ibirite Revnov08 - CompressEditora TratoNessuna valutazione finora
- Reaproveitamento de água na indústria de celuloseDocumento47 pagineReaproveitamento de água na indústria de celuloseMario MeloNessuna valutazione finora
- QD1 - Construindo o Conceito de DNA Correcao PDFDocumento3 pagineQD1 - Construindo o Conceito de DNA Correcao PDFfernando100% (1)
- Regulação e Integração Metabólica QuímicaDocumento106 pagineRegulação e Integração Metabólica QuímicaKimberly FreitasNessuna valutazione finora
- Cloridrato de imipraminaDocumento1 paginaCloridrato de imipraminacelmorcelliNessuna valutazione finora
- 23 Resumos de Administracao de Medicamentos EnferresumidaDocumento51 pagine23 Resumos de Administracao de Medicamentos Enferresumidabergason100% (2)
- FISPQ 02 Hipoclorito de SódioDocumento15 pagineFISPQ 02 Hipoclorito de SódioGuilherme MALAQUIASNessuna valutazione finora
- Dilatação térmica metal barraDocumento4 pagineDilatação térmica metal barraBruno Jorge SantosNessuna valutazione finora
- Análise da pureza de vinagre por titulação ácido-baseDocumento6 pagineAnálise da pureza de vinagre por titulação ácido-basejvoliveerNessuna valutazione finora
- 07 - Corrientes OcultasDocumento310 pagine07 - Corrientes Ocultasipriza0179Nessuna valutazione finora
- 044 SDS PT Luwirep 70 A 2021-06-23Documento9 pagine044 SDS PT Luwirep 70 A 2021-06-23Marco ThulliuNessuna valutazione finora
- COTAÇÃO DE PREÇOS Oleos FV 16 01Documento2 pagineCOTAÇÃO DE PREÇOS Oleos FV 16 01garadiesel1532Nessuna valutazione finora
- Cancer e Agentes Antineoplsicos Ciclo-Celular Especficos e Ciclo-CelularDocumento12 pagineCancer e Agentes Antineoplsicos Ciclo-Celular Especficos e Ciclo-Celulardigo_jpNessuna valutazione finora
- Trincas e Fissuras Nas ParedesDocumento27 pagineTrincas e Fissuras Nas ParedesVilton JuniorNessuna valutazione finora
- Apostila de Eletrônica sobre Semicondutores e DiodosDocumento50 pagineApostila de Eletrônica sobre Semicondutores e DiodosSidney LinsNessuna valutazione finora
- Dna e RnaDocumento10 pagineDna e RnaCarina Oliveira100% (1)
- CalorimetriaDocumento4 pagineCalorimetriaValter CarlosNessuna valutazione finora
- Questoes-Solucoes-2º AnoDocumento8 pagineQuestoes-Solucoes-2º AnoJonathan SoaresNessuna valutazione finora
- Grupo mineral das Escapolitas: propriedades, ocorrência e importânciaDocumento15 pagineGrupo mineral das Escapolitas: propriedades, ocorrência e importânciajohn heberNessuna valutazione finora
- Acetileno - Indústria de Processos QuímicosDocumento24 pagineAcetileno - Indústria de Processos QuímicosAmanda Oliveira100% (1)
- A Arte Da TransformaçãoDocumento164 pagineA Arte Da Transformaçãoandrea_ferreira_3Nessuna valutazione finora
- Experimento sobre temperatura, calor e lei zero da termodinâmicaDocumento4 pagineExperimento sobre temperatura, calor e lei zero da termodinâmicaRiann SantosNessuna valutazione finora
- Fluxos gravitacionaisDocumento10 pagineFluxos gravitacionaisDe Paulo João100% (1)
- Exercícios de Matemática: Revisão para Vestibular UEPADocumento12 pagineExercícios de Matemática: Revisão para Vestibular UEPAGerson Teixeira de OliveiraNessuna valutazione finora
- IP - Exercicios - Cap8-1Documento4 pagineIP - Exercicios - Cap8-1hiltonbarbosa1218100% (1)
- Carga, Força, Campo, Potencial e Trabalho ElétricoDocumento14 pagineCarga, Força, Campo, Potencial e Trabalho ElétricoClaudioprofessor1Nessuna valutazione finora
- Refrigeração e Fluidos RefrigerantesDocumento34 pagineRefrigeração e Fluidos RefrigerantesArnaldo JuniorNessuna valutazione finora
- 1 Lista de Exercicios Organica IDocumento3 pagine1 Lista de Exercicios Organica ImalucodoideraaaNessuna valutazione finora
- Prostaglandinas: metabolismo e funções fisiológicasDocumento12 pagineProstaglandinas: metabolismo e funções fisiológicasoicramNessuna valutazione finora
- Relatório Efervescência QuímicaDocumento7 pagineRelatório Efervescência Químicamariana duarteNessuna valutazione finora
- Experimento 12 - Síntese e Purificação Da DibenzalacetonaDocumento7 pagineExperimento 12 - Síntese e Purificação Da DibenzalacetonaLetícia BannachNessuna valutazione finora
- Incompatibilidades do Hipoclorito de SódioDocumento2 pagineIncompatibilidades do Hipoclorito de SódioBruno StreitNessuna valutazione finora