Potrebbero piacerti anche
- Stair Cases DesignDocumento19 pagineStair Cases DesignWrishad Zia93% (14)
- CoreJava Ratan CompleteMarerial PDFDocumento398 pagineCoreJava Ratan CompleteMarerial PDFSivaShankar100% (7)
- SIM BoxingDocumento2 pagineSIM Boxingkrishnakant_75Nessuna valutazione finora
- CLS 747 200Documento158 pagineCLS 747 200Rodrigo Adam100% (8)
- Supercritical PlantDocumento71 pagineSupercritical PlantNitish KumarNessuna valutazione finora
- Submerged Arc Weld Restoration of Steam Turbine Rotors Using PDFDocumento16 pagineSubmerged Arc Weld Restoration of Steam Turbine Rotors Using PDFRafael Garcia IllescasNessuna valutazione finora
- Estimation Software For Presure VesselDocumento36 pagineEstimation Software For Presure VesselKarthikeyan Shanmugavel0% (1)
- B&W IR-CFB: Operating Experience and New Development: Technical PaperDocumento8 pagineB&W IR-CFB: Operating Experience and New Development: Technical PaperS. P.Nessuna valutazione finora
- ALSTOM Indonesia FactsheetDocumento6 pagineALSTOM Indonesia FactsheetAraya Wijayanti100% (1)
- Portland CementDocumento46 paginePortland Cementni putu diah untariningsihNessuna valutazione finora
- 4 - Inspection - Interval - Extension W5015DA PDFDocumento12 pagine4 - Inspection - Interval - Extension W5015DA PDFEDBNessuna valutazione finora
- Presentation - Refurbishment of Tula and Tule 4 For Australia GT ConferanceDocumento23 paginePresentation - Refurbishment of Tula and Tule 4 For Australia GT ConferancethanarajtnbNessuna valutazione finora
- Care and Maintenance of CFB Boilers Refractory FailureDocumento6 pagineCare and Maintenance of CFB Boilers Refractory FailureAnonymous a19X9GHZNessuna valutazione finora
- PC Boiler Corrosion Erosion White Paper r3Documento16 paginePC Boiler Corrosion Erosion White Paper r3José AndradeNessuna valutazione finora
- Turbine Servo-Positioner-Contro Woodward SPCDocumento4 pagineTurbine Servo-Positioner-Contro Woodward SPCWalid FattahNessuna valutazione finora
- HMBD IndicativeDocumento1 paginaHMBD Indicativeponmanikandan1Nessuna valutazione finora
- Albany Profile (GT) RevDocumento48 pagineAlbany Profile (GT) RevHeri SetyantoNessuna valutazione finora
- TechnicalDiary500MW SGTPPDocumento254 pagineTechnicalDiary500MW SGTPPJoydev Ganguly100% (2)
- OM0401 Overview of Turbine Version GDocumento41 pagineOM0401 Overview of Turbine Version Gمحمد خالدNessuna valutazione finora
- Turning Gear OperationDocumento9 pagineTurning Gear Operationjavier100% (1)
- Boiler Feed Pump Failure Mode and Defense TaskDocumento14 pagineBoiler Feed Pump Failure Mode and Defense Taskrudi setiawan100% (1)
- Ism CodeDocumento9 pagineIsm CodePraneel KurhadeNessuna valutazione finora
- Engine Maintenance PartsDocumento13 pagineEngine Maintenance PartsSerkanAl100% (1)
- Plant Component Chart For Condition Assessment Services: Unique or Patented B&W ServicesDocumento2 paginePlant Component Chart For Condition Assessment Services: Unique or Patented B&W ServicesGautam GhoshalNessuna valutazione finora
- Turbines and GoverningDocumento31 pagineTurbines and GoverningKVV100% (2)
- GT HandbookDocumento5 pagineGT HandbookMohiuddin MahiNessuna valutazione finora
- Air Filter Test ServicesDocumento9 pagineAir Filter Test Servicesanwer_quadriNessuna valutazione finora
- BOILER Dan Alat Bantunya (Slagging Dan Fouling)Documento123 pagineBOILER Dan Alat Bantunya (Slagging Dan Fouling)budi_1stNessuna valutazione finora
- Uninterrupted and Reliable Operation For CFB BOILERDocumento59 pagineUninterrupted and Reliable Operation For CFB BOILERRizqi PriatnaNessuna valutazione finora
- Life Management and Maintenance For Power Plants Vol. 1Documento404 pagineLife Management and Maintenance For Power Plants Vol. 1kp pkNessuna valutazione finora
- As 1038.12.3-2002 Coal and Coke - Analysis and Testing Higher Rank Coal - Caking and Coking Properties - DilaDocumento7 pagineAs 1038.12.3-2002 Coal and Coke - Analysis and Testing Higher Rank Coal - Caking and Coking Properties - DilaSAI Global - APAC0% (1)
- Sa 1016 - Ii A 2017Documento12 pagineSa 1016 - Ii A 2017SantoshNessuna valutazione finora
- RLA of Power Plant EquipmentDocumento12 pagineRLA of Power Plant EquipmentSnehashis MaityNessuna valutazione finora
- Gravimetric Feeder For Pulvurised FuelDocumento2 pagineGravimetric Feeder For Pulvurised FuelVijay KumarNessuna valutazione finora
- Posiflow Technology of Doosan Babcock For Supercritical BoilersDocumento12 paginePosiflow Technology of Doosan Babcock For Supercritical BoilersKarthick VelayuthamNessuna valutazione finora
- Sharing Boiler CFB PT Indonesia Power PDFDocumento30 pagineSharing Boiler CFB PT Indonesia Power PDFhamzahNessuna valutazione finora
- VEGA - Indonesia PresentationDocumento62 pagineVEGA - Indonesia PresentationSteve WanNessuna valutazione finora
- Makalah Assesment RONIANTODocumento5 pagineMakalah Assesment RONIANTOOperasi Banjarsari100% (1)
- SST700Documento4 pagineSST700Davichín Morató FernandezNessuna valutazione finora
- R S O TestDocumento5 pagineR S O TestSchubert D'SouzaNessuna valutazione finora
- SUMSEL(苏姆赛尔)-5 坑口燃煤电站工程: 东方电气集团东方锅炉股份有限公司 Dongfang Boiler Group Co., Ltd. 2015.01Documento45 pagineSUMSEL(苏姆赛尔)-5 坑口燃煤电站工程: 东方电气集团东方锅炉股份有限公司 Dongfang Boiler Group Co., Ltd. 2015.01arief fardy yuskaNessuna valutazione finora
- 8 Wear Testing - ASTM G65 PDFDocumento1 pagina8 Wear Testing - ASTM G65 PDFyamenNessuna valutazione finora
- Pltu: Boiler Stoker:: Sesuai Data Unit: Sesuai Data Unit: Mei 2020 (Rev 00)Documento5 paginePltu: Boiler Stoker:: Sesuai Data Unit: Sesuai Data Unit: Mei 2020 (Rev 00)sandrositohangNessuna valutazione finora
- Gas Turbine Blade RejuvenationDocumento2 pagineGas Turbine Blade Rejuvenationnadiaaira12Nessuna valutazione finora
- NPD1 Training - PTPL - Cooling Tower - PCX-Series - Apr 2020Documento38 pagineNPD1 Training - PTPL - Cooling Tower - PCX-Series - Apr 2020Shyam J VyasNessuna valutazione finora
- ASTM A240-A240M-05aDocumento12 pagineASTM A240-A240M-05aNadhiraNessuna valutazione finora
- APH Brochure PDFDocumento10 pagineAPH Brochure PDFdillipsh123Nessuna valutazione finora
- Renovation, Modernization and Life Extension of Power PlantsDocumento24 pagineRenovation, Modernization and Life Extension of Power PlantskrcdewanewNessuna valutazione finora
- 21.12.2016 - Laporan Pemeliharaan Prediktif SWD #2 - GMLDocumento7 pagine21.12.2016 - Laporan Pemeliharaan Prediktif SWD #2 - GMLAlfan RusdiansyahNessuna valutazione finora
- Viton Material - Dopont PDFDocumento1 paginaViton Material - Dopont PDFKamlesh DalavadiNessuna valutazione finora
- Data Is Taken From Fluid PropDocumento8 pagineData Is Taken From Fluid PropJofanny Ferdian Rahmansyah100% (1)
- AISI 1018 Mild Low Carbon Steel PDFDocumento3 pagineAISI 1018 Mild Low Carbon Steel PDFHardikNessuna valutazione finora
- Controlling Reheat Steam Temperature in Once Through BoilersDocumento8 pagineControlling Reheat Steam Temperature in Once Through Boilersபிரசன்னகுமார் ஆனந்தன்Nessuna valutazione finora
- Power Plant Cycles-AnimationDocumento22 paginePower Plant Cycles-AnimationLyndsey CooperNessuna valutazione finora
- Himeji Number 2 Goes CommercialDocumento13 pagineHimeji Number 2 Goes CommercialSujeet KumarNessuna valutazione finora
- Design and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaDocumento4 pagineDesign and Operating Features of New 27.6 Mva Furnace at Nava Bharat Ventures Limited, PalonchaKvvPrasadNessuna valutazione finora
- Technical Presentation From LJUNGSTROM On Advance Heat Recovery in Rotary Air Preheaters-WBPDCL PDFDocumento2 pagineTechnical Presentation From LJUNGSTROM On Advance Heat Recovery in Rotary Air Preheaters-WBPDCL PDFLipika Ghosh BiswasNessuna valutazione finora
- Calculation For Gas Turbine Exhaust NoxDocumento2 pagineCalculation For Gas Turbine Exhaust Noxkunju1234Nessuna valutazione finora
- Data Pengukuran BFPT ADocumento3 pagineData Pengukuran BFPT AazisyuswandiNessuna valutazione finora
- Consultant Profile - CNPKDocumento2 pagineConsultant Profile - CNPKV.Venkatasubramanian100% (1)
- 1 - Combustion Principle & Flue Gas Analysis - Muka 16-18 Sep 2015 - YP Rev0Documento21 pagine1 - Combustion Principle & Flue Gas Analysis - Muka 16-18 Sep 2015 - YP Rev0yuliantoNessuna valutazione finora
- Coal Handling & TransportationDocumento33 pagineCoal Handling & TransportationRohit AhujaNessuna valutazione finora
- Root Cause Failure AnalysisDocumento12 pagineRoot Cause Failure AnalysisHaidar YafieNessuna valutazione finora
- Steam Turbine With 0.9X Vibrations: Piotr MialkowskiDocumento25 pagineSteam Turbine With 0.9X Vibrations: Piotr MialkowskisppramNessuna valutazione finora
- Nippon Steel & Sumikin Engineering's Blast FurnaceDocumento4 pagineNippon Steel & Sumikin Engineering's Blast Furnacekalai100% (1)
- Session - 1 - A. - Tatsuo - Kondo - Steam TurbineDocumento43 pagineSession - 1 - A. - Tatsuo - Kondo - Steam Turbinebagusahap3giNessuna valutazione finora
- Versaflow 45 Plus: Product DataDocumento2 pagineVersaflow 45 Plus: Product DataHendra AriefNessuna valutazione finora
- Surfacetec Hard+chromeDocumento2 pagineSurfacetec Hard+chromeMULYADINessuna valutazione finora
- An 80-Mg Railroad Engine A Coasting at 6.5 KM - H Strikes A 20Documento4 pagineAn 80-Mg Railroad Engine A Coasting at 6.5 KM - H Strikes A 20Aura Milena Martinez ChavarroNessuna valutazione finora
- Unit-II Some PPT NetDocumento2 pagineUnit-II Some PPT NetbandisaidaiahNessuna valutazione finora
- Phase DiagramDocumento36 paginePhase Diagramzainal arifinNessuna valutazione finora
- Introduction To Wireless Application Protocol (WAP) OGIDocumento12 pagineIntroduction To Wireless Application Protocol (WAP) OGIApram SinghNessuna valutazione finora
- zx350lc 3 InglesDocumento6 paginezx350lc 3 InglesLuis Nahuelhuaique LemusNessuna valutazione finora
- Opc PDFDocumento20 pagineOpc PDFnirajNessuna valutazione finora
- Restoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Documento4 pagineRestoration and Adaptive Re-Use of Queen Mary's High School: Phase-1Sonali GurungNessuna valutazione finora
- GT User Manual Revision 1.10Documento66 pagineGT User Manual Revision 1.10Pham LongNessuna valutazione finora
- Quantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestDocumento31 pagineQuantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestjackyNessuna valutazione finora
- Comparative Tracking Index of Electrical Insulating MaterialsDocumento6 pagineComparative Tracking Index of Electrical Insulating MaterialsAbu Anas M.SalaheldinNessuna valutazione finora
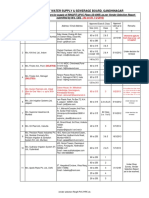
- GWSSB Vendor List 19.11.2013Documento18 pagineGWSSB Vendor List 19.11.2013sivesh_rathiNessuna valutazione finora
- OoselabDocumento53 pagineOoselabHarshpreet KaurNessuna valutazione finora
- 27C ChainDocumento19 pagine27C ChainyanaziNessuna valutazione finora
- Web 2.0: Dynamic Web PagesDocumento12 pagineWeb 2.0: Dynamic Web PagesAra PantaleonNessuna valutazione finora
- HARGA REFERENSI B2S PapuaDocumento6 pagineHARGA REFERENSI B2S PapuaAbiyoga AdhityaNessuna valutazione finora
- Write An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersDocumento3 pagineWrite An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersMark Jelan100% (1)
- 8th ICCIT - 2005 - 564Documento5 pagine8th ICCIT - 2005 - 564Amit BiswasNessuna valutazione finora
- Sewer Connection Application Guidance PDFDocumento7 pagineSewer Connection Application Guidance PDFSamuel FuentesNessuna valutazione finora
- Doing Hot Work On Gas ShipDocumento5 pagineDoing Hot Work On Gas ShipAnonymous icnhaNsFNessuna valutazione finora
- KST GlueTech 44 enDocumento80 pagineKST GlueTech 44 enLeandro RadamesNessuna valutazione finora
- Network Analysis Chap. 4 First Order Differential EquationDocumento5 pagineNetwork Analysis Chap. 4 First Order Differential EquationSreeram Vijapurapu0% (1)