Potrebbero piacerti anche
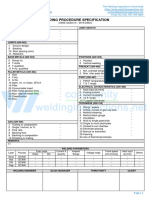
- WPS Format For ISO 15614-1 PWPSDocumento1 paginaWPS Format For ISO 15614-1 PWPSThe Welding Inspections CommunityNessuna valutazione finora
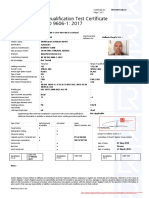
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocumento3 pagineWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNessuna valutazione finora
- Weld Checklist PQRDocumento2 pagineWeld Checklist PQRScott Trainor100% (1)
- WPQ Process As Per ISO-9606-1 2013Documento4 pagineWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- WPQR - Form As Per EN PDFDocumento3 pagineWPQR - Form As Per EN PDFAnilNessuna valutazione finora
- WPQR No. 2016 02Documento14 pagineWPQR No. 2016 02GANESH ANessuna valutazione finora
- WPS Format For ISO 15614-1 WPSDocumento1 paginaWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ISO 9606-1 WelderDocumento2 pagineWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- WPQR Welding Procedure Qualification RecordsDocumento3 pagineWPQR Welding Procedure Qualification Recordsramesh rajaNessuna valutazione finora
- PWPS - ISO EN 15614-1 - DNV-GLDocumento1 paginaPWPS - ISO EN 15614-1 - DNV-GLvinoth100% (1)
- Technical Review For ISO 3834Documento1 paginaTechnical Review For ISO 3834Satish Keskar100% (3)
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Documento3 pagineWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- Welding procedure specification guideDocumento3 pagineWelding procedure specification guideAnilNessuna valutazione finora
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocumento3 pagineWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLENessuna valutazione finora
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKparesh2387Nessuna valutazione finora
- Review of RequirementsDocumento1 paginaReview of RequirementsSatish KeskarNessuna valutazione finora
- WPS ISO 15614-1 WeldNote MetricDocumento1 paginaWPS ISO 15614-1 WeldNote MetricVirgil SorcaruNessuna valutazione finora
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Documento3 pagineWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNessuna valutazione finora
- Welder Qualification Test Certificate BS EN ISO 9606-1: 2017Documento2 pagineWelder Qualification Test Certificate BS EN ISO 9606-1: 2017idthdrayahbdnhauniNessuna valutazione finora
- Welding Essential Variables - en ISO 15614Documento2 pagineWelding Essential Variables - en ISO 15614NS QCNessuna valutazione finora
- WPS Creation Sample ISODocumento1 paginaWPS Creation Sample ISOmusheerNessuna valutazione finora
- IWE SubjectsDocumento2 pagineIWE SubjectsAdnan Rana100% (3)
- Welder Qualification CertificateDocumento2 pagineWelder Qualification CertificateLuttpi100% (1)
- Tecnical Review ChecklistDocumento6 pagineTecnical Review ChecklistShaun Holder100% (1)
- Typical Welder Qualification CertificateDocumento1 paginaTypical Welder Qualification CertificateSatish Keskar100% (2)
- A Comparison of ISO 15614 Part 1 and ASME IXDocumento3 pagineA Comparison of ISO 15614 Part 1 and ASME IXsusanwebNessuna valutazione finora
- P-WPS 135 - MAG (GR 316)Documento9 pagineP-WPS 135 - MAG (GR 316)Tarun PatelNessuna valutazione finora
- What's New in ISO 15614-12017Documento13 pagineWhat's New in ISO 15614-12017alevent100% (1)
- DNV Os C401Documento44 pagineDNV Os C401Paul Tese AhireNessuna valutazione finora
- MIG Welding PWPSDocumento1 paginaMIG Welding PWPSelectronicmail2ughf6525Nessuna valutazione finora
- KGP-Flamme Cutting Proce For BEI PDFDocumento4 pagineKGP-Flamme Cutting Proce For BEI PDFoomoomNessuna valutazione finora
- PQRDocumento2 paginePQRalokbdasNessuna valutazione finora
- WPS & PQR - 2021Documento82 pagineWPS & PQR - 2021Subramanian RNessuna valutazione finora
- DPT Report - FormatDocumento1 paginaDPT Report - Formatskc0% (1)
- NDT Request Form Sample DraftDocumento1 paginaNDT Request Form Sample DraftASHIL PRABHAKAR0% (1)
- Sample Wps-Carbon Steel GTAW+SMAWDocumento2 pagineSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- Welding Coordinator Tasks and ResponsibilitiesDocumento3 pagineWelding Coordinator Tasks and ResponsibilitiesShaun Holder100% (4)
- WPS 136 FWDocumento1 paginaWPS 136 FWsocaugusto100% (1)
- 1143 EWF IIW Diploma Overview - August 2013Documento2 pagine1143 EWF IIW Diploma Overview - August 2013Sean ฌอนNessuna valutazione finora
- Iso 15609-1 - 2019Documento13 pagineIso 15609-1 - 2019Dani Gijon100% (1)
- List of Qualified WeldersDocumento3 pagineList of Qualified WeldersdavNessuna valutazione finora
- P-WPS 135 - Mag (S355JR)Documento9 pagineP-WPS 135 - Mag (S355JR)Tarun PatelNessuna valutazione finora
- En Iso 9606 1 GDocumento2 pagineEn Iso 9606 1 GAnonymous dziHEjc7Y100% (1)
- BS en Iso 9606-1-2017Documento46 pagineBS en Iso 9606-1-2017LUZ MERY100% (3)
- WPS MatrixDocumento4 pagineWPS MatrixHarshaVeeragandham50% (2)
- Introduction to ISO 3834Documento54 pagineIntroduction to ISO 3834amit50% (2)
- WPS PQR Check List Table 2017Documento5 pagineWPS PQR Check List Table 2017TuTuy An89% (19)
- WPS - 024Documento4 pagineWPS - 024MAT-LIONNessuna valutazione finora
- Electrode Baking ProcedureDocumento3 pagineElectrode Baking ProcedureAkhilesh Kumar90% (10)
- Steps To Be Prepared A PWPS and PQRDocumento9 pagineSteps To Be Prepared A PWPS and PQRAdit Nugraha100% (3)
- Inspection and Test Plan (ITP) WeldingDocumento3 pagineInspection and Test Plan (ITP) WeldingMuhammed Abo-Fandood100% (5)
- ISO 3834 welding certification levelsDocumento9 pagineISO 3834 welding certification levelsvilukNessuna valutazione finora
- QC Manual ISO 3834 - 2 QM-02 FinalDocumento34 pagineQC Manual ISO 3834 - 2 QM-02 Finalavinash198776% (17)
- Welding Procedure Qualification Record (WPQR)Documento8 pagineWelding Procedure Qualification Record (WPQR)Belin InversoNessuna valutazione finora
- Asmeix Wps Fcawgmaw 191019041529 PDFDocumento1 paginaAsmeix Wps Fcawgmaw 191019041529 PDFvinod100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- Destructive Testing - TYPES & TECHNIQUEDocumento18 pagineDestructive Testing - TYPES & TECHNIQUESean AkirangaNessuna valutazione finora
- WPS Format For ASME IX - WQTDocumento1 paginaWPS Format For ASME IX - WQTThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - PQR - SMAWDocumento3 pagineWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Documento14 pagineWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- WPS Format For ASME IX - WQTDocumento1 paginaWPS Format For ASME IX - WQTThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ISO 15614-1 WPSDocumento1 paginaWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ISO 9606-1 WelderDocumento2 pagineWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- WPS Format For ASME IX - WPS - SAWDocumento1 paginaWPS Format For ASME IX - WPS - SAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - WelderDocumento1 paginaWPS Format For AWS D1.1 - WelderThe Welding Inspections Community100% (1)
- WPS Format For AWS D1.1 - WPS - SAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - SAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - WPS - SMAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - WPS - FCAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - SmawDocumento1 paginaWPS Format For Asme Ix - Wps - SmawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - PQR - SMAWDocumento3 pagineWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- WPS Format For Asme Ix - Wps - GtawDocumento1 paginaWPS Format For Asme Ix - Wps - GtawThe Welding Inspections Community50% (2)
- WPS Format For Asme Ix - Wps - Gtaw SmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw SmawThe Welding Inspections Community100% (1)
- WPS Format For Asme Ix - Wps - Gtaw SawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ASME IX - PQR-AllDocumento3 pagineWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- Slab On Grade ReinforcementDocumento4 pagineSlab On Grade ReinforcementVikram Kothari100% (2)
- Welding BasicsDocumento56 pagineWelding BasicsWONG TSNessuna valutazione finora
- Leading in Loading Technology with Minimal CAPEX & OPEXDocumento50 pagineLeading in Loading Technology with Minimal CAPEX & OPEXPeter StanleyNessuna valutazione finora
- P8AHEM4800Documento14 pagineP8AHEM4800MarcoNessuna valutazione finora
- WELDING PROCEDURES FOR TUG VESSELDocumento11 pagineWELDING PROCEDURES FOR TUG VESSELCostin RotaruNessuna valutazione finora
- BS en 10085-2001Documento30 pagineBS en 10085-2001Martijn GrootNessuna valutazione finora
- Inline Process FiltersDocumento7 pagineInline Process FiltersDenis JimenezNessuna valutazione finora
- Stamp Charging TechnologyDocumento6 pagineStamp Charging Technologypramod_try100% (1)
- ERW Steel Tubing: Properties and Uses in Motorcycle FramesDocumento1 paginaERW Steel Tubing: Properties and Uses in Motorcycle Framesulhas_nakasheNessuna valutazione finora
- Magnetic Properties of Stainless SteelDocumento8 pagineMagnetic Properties of Stainless Steelalien686Nessuna valutazione finora
- Zirconizacion PDFDocumento7 pagineZirconizacion PDFgndrx100% (1)
- NASA Fastener Design Manual RP-1228Documento100 pagineNASA Fastener Design Manual RP-1228David DickensNessuna valutazione finora
- x6CrNiTi 18.10 DataDocumento2 paginex6CrNiTi 18.10 Datarahulkraj123Nessuna valutazione finora
- ES.5.06.0001 RA - PressureVesselsDocumento28 pagineES.5.06.0001 RA - PressureVesselsJagadeesh PuppalaNessuna valutazione finora
- WRD 12 (653) IS 5620 Recommendation For Structural Design Criteria For Low Head Slide Gates (Third Revision)Documento32 pagineWRD 12 (653) IS 5620 Recommendation For Structural Design Criteria For Low Head Slide Gates (Third Revision)Anup MitraNessuna valutazione finora
- Pressure Equipment StandardsDocumento42 paginePressure Equipment StandardsJerome MellardNessuna valutazione finora
- TMT RebarsDocumento15 pagineTMT RebarsMohan Dakshina0% (1)
- API 653 - Section 577 Flashcards - Quizlet (WPS-PQR)Documento8 pagineAPI 653 - Section 577 Flashcards - Quizlet (WPS-PQR)ام يمنى ايمنNessuna valutazione finora
- WPS (AsmeDocumento8 pagineWPS (AsmeMohammad Elhedaby100% (6)
- Design of Lifting HookDocumento2 pagineDesign of Lifting HookFaruk AnsariNessuna valutazione finora
- Freight Vehicle Lightweight ConceptDocumento89 pagineFreight Vehicle Lightweight ConceptAbhishek GautamNessuna valutazione finora
- G8 Weavers Iron SmeltersDocumento33 pagineG8 Weavers Iron SmeltersSonia71% (7)
- Flowcom - Bridada y BridadaDocumento1 paginaFlowcom - Bridada y BridadaErickNessuna valutazione finora
- JDM A4 - Rev. 10-2017Documento31 pagineJDM A4 - Rev. 10-2017Romulo EduardoNessuna valutazione finora
- Abrasives: 钢铁行业 Steel Industry 磨轧辊砂轮 Roller grinding wheelDocumento7 pagineAbrasives: 钢铁行业 Steel Industry 磨轧辊砂轮 Roller grinding wheeldingjiahaoNessuna valutazione finora
- Development of Coarse-Grained Structure During RecrystallizationDocumento20 pagineDevelopment of Coarse-Grained Structure During Recrystallizationsivajirao70100% (1)
- Latest Developments in Steelmaking Capacity 2021Documento67 pagineLatest Developments in Steelmaking Capacity 2021Arie HendriyanaNessuna valutazione finora
- B. Tech.: Printed Pages: 3Documento3 pagineB. Tech.: Printed Pages: 3arugeetNessuna valutazione finora
- PWHT Exemption by TWIDocumento12 paginePWHT Exemption by TWIippon_osotoNessuna valutazione finora
- Conceptual Cost Estimating Manual - John S. PageDocumento350 pagineConceptual Cost Estimating Manual - John S. PageiponputraNessuna valutazione finora