Potrebbero piacerti anche
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocumento3 pagineDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNessuna valutazione finora
- ASME IX Sample WPS GTAW SMAWDocumento1 paginaASME IX Sample WPS GTAW SMAWDeepak ShrivastavNessuna valutazione finora
- Draft WPSDocumento3 pagineDraft WPSWale OyeludeNessuna valutazione finora
- PQR SAW ProcessDocumento1 paginaPQR SAW Processdevendrasingh202133% (3)
- WQTDocumento1 paginaWQTRamkunwar YadavNessuna valutazione finora
- Ilcs-Smaw-D1.3-Deck (G) WPSDocumento3 pagineIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
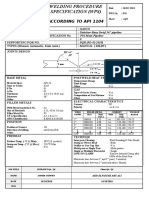
- Welding Procedure Specification (WPS) : According To Api 1104Documento1 paginaWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocumento2 pagineProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNessuna valutazione finora
- WPS 316 LDocumento4 pagineWPS 316 Llaz_k100% (2)
- Wps SawDocumento2 pagineWps Sawdevendrasingh2021100% (6)
- Welding Procedure SpecificationDocumento27 pagineWelding Procedure SpecificationGopakumar K100% (2)
- WPS Format For ISO 9606-1 WelderDocumento2 pagineWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- Plates ASTM-A240 Gr 304LDocumento6 paginePlates ASTM-A240 Gr 304Labhishek198327Nessuna valutazione finora
- Weldspec ASME PQRDocumento2 pagineWeldspec ASME PQRSunil KumarNessuna valutazione finora
- WPS D1.6 Annex m1 PDFDocumento1 paginaWPS D1.6 Annex m1 PDFbollascribdNessuna valutazione finora
- Fit Up Welding Visual Inspection ReportDocumento2 pagineFit Up Welding Visual Inspection Reportgst ajah100% (1)
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Documento2 pagineWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniNessuna valutazione finora
- WPS PQR WPQ PeiplDocumento16 pagineWPS PQR WPQ PeiplKrishnamurthy Panchapakesan100% (4)
- Preliminary WPS for 12.7mm SMAW WeldingDocumento3 paginePreliminary WPS for 12.7mm SMAW WeldingAnonymous 4e7GNjzGW100% (1)
- Welding Procedure SpecificationDocumento3 pagineWelding Procedure SpecificationAhmed saber100% (2)
- Sembcorp Marine Integrated Yard PteDocumento3 pagineSembcorp Marine Integrated Yard PteMd. Mizanur Rahaman100% (1)
- PT Kuwera Karya Me: PanduDocumento2 paginePT Kuwera Karya Me: PanduGalang Pratama PutraNessuna valutazione finora
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Documento6 pagineMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNessuna valutazione finora
- WPS PQRDocumento23 pagineWPS PQRHashim Khan88% (8)
- Gtaw WPQDocumento3 pagineGtaw WPQMuhammadShabbirNessuna valutazione finora
- According To ASME IX: Welding Procedure Specification (W.P.S)Documento4 pagineAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNessuna valutazione finora
- Stainless steel welding procedure qualification recordDocumento1 paginaStainless steel welding procedure qualification recordchandraNessuna valutazione finora
- Welder Continuity LogDocumento3 pagineWelder Continuity Log942519100% (1)
- WPQR Welding Procedure Qualification RecordsDocumento3 pagineWPQR Welding Procedure Qualification Recordsramesh rajaNessuna valutazione finora
- Welding Procedure Specification "WPS": O O O ODocumento1 paginaWelding Procedure Specification "WPS": O O O OAli MoosaviNessuna valutazione finora
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Documento12 paginePoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNessuna valutazione finora
- Wps SmawDocumento1 paginaWps SmawFedericoC67% (3)
- Welding Procedure Specification GuideDocumento2 pagineWelding Procedure Specification GuidepoulmackNessuna valutazione finora
- PQRDocumento2 paginePQRafqzfieNessuna valutazione finora
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 pagine163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraNessuna valutazione finora
- Visual Plate Inspection Report SummaryDocumento4 pagineVisual Plate Inspection Report SummaryLaith Salman100% (1)
- Aluminium WPSDocumento2 pagineAluminium WPSAnonymous yCpjZF1rF100% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocumento1 paginaAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipNessuna valutazione finora
- A 36 WPSDocumento2 pagineA 36 WPSNaqqash Sajid100% (1)
- Reports - QAQC - R0Documento10 pagineReports - QAQC - R0talupurumNessuna valutazione finora
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Documento5 pagineWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Welder Performance Qualification-Interactive Form QW-484ADocumento1 paginaWelder Performance Qualification-Interactive Form QW-484AJaved Mohammed100% (5)
- PQRDocumento2 paginePQRHoangNessuna valutazione finora
- Qualified Welder List Valid Until - 03-12-2019Documento2 pagineQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKparesh2387Nessuna valutazione finora
- WPS and PQRDocumento4 pagineWPS and PQRdandiar1Nessuna valutazione finora
- Wps - PQR 401 TerbaruDocumento12 pagineWps - PQR 401 TerbaruJeffri MalauNessuna valutazione finora
- For Fillet Weld Joint Project:Production ManifoldDocumento1 paginaFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Aws D1.6 - SS316 WPSDocumento1 paginaAws D1.6 - SS316 WPSBoby Thomas0% (1)
- AUT-GMAW-2 Rev.0 PDFDocumento5 pagineAUT-GMAW-2 Rev.0 PDFDarioNessuna valutazione finora
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocumento1 paginaWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNessuna valutazione finora
- Welding Procedure Specification Register (Structural Steel) : AWS D1.1Documento14 pagineWelding Procedure Specification Register (Structural Steel) : AWS D1.1murshid badshah100% (2)
- Super Duplex Stainless SteelDocumento1 paginaSuper Duplex Stainless SteelUma Shankar100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- Asmeix Wps Fcawgmaw 191019041529 PDFDocumento1 paginaAsmeix Wps Fcawgmaw 191019041529 PDFvinod100% (1)
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- Asme Ix - WPS - Gtaw Fcaw Gmaw PDFDocumento1 paginaAsme Ix - WPS - Gtaw Fcaw Gmaw PDFThe Welding Inspections CommunityNessuna valutazione finora
- Procedure Qualification Record (PQR) Khewari Development ProjectDocumento2 pagineProcedure Qualification Record (PQR) Khewari Development Projectsar sarNessuna valutazione finora
- WPS Format For Asme Ix - Wps - Gtaw SmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw SmawThe Welding Inspections Community100% (1)
- Full Thickness Repair Welding Welding Procedure Specification (WPS) in Accordance With API 1104 21: 2016Documento6 pagineFull Thickness Repair Welding Welding Procedure Specification (WPS) in Accordance With API 1104 21: 2016Juni KurniyantoNessuna valutazione finora
- WPS Format For ISO 15614-1 WPSDocumento1 paginaWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ISO 15614-1 PWPSDocumento1 paginaWPS Format For ISO 15614-1 PWPSThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - WPS - SAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - SAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - WelderDocumento1 paginaWPS Format For AWS D1.1 - WelderThe Welding Inspections Community100% (1)
- WPS Format For ISO 9606-1 WelderDocumento2 pagineWPS Format For ISO 9606-1 WelderThe Welding Inspections Community100% (1)
- WPS Format For ASME IX - WQTDocumento1 paginaWPS Format For ASME IX - WQTThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ISO 15614-1 PQRDocumento3 pagineWPS Format For ISO 15614-1 PQRThe Welding Inspections Community100% (2)
- WPS Format For AWS D1.1 - WPS - SMAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - SMAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For AWS D1.1 - WPS - FCAWDocumento1 paginaWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - SmawDocumento1 paginaWPS Format For Asme Ix - Wps - SmawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - GtawDocumento1 paginaWPS Format For Asme Ix - Wps - GtawThe Welding Inspections Community50% (2)
- WPS Format For ASME IX - WPS - SAWDocumento1 paginaWPS Format For ASME IX - WPS - SAWThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - Gtaw SmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw SmawThe Welding Inspections Community100% (1)
- WPS Format For Asme Ix - Wps - Gtaw SawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For Asme Ix - Wps - Fcaw GmawDocumento1 paginaWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNessuna valutazione finora
- WPS Format For ASME IX - PQR-AllDocumento3 pagineWPS Format For ASME IX - PQR-AllThe Welding Inspections Community100% (1)
- FT 539G Eng 01Documento4 pagineFT 539G Eng 01lmw_arunNessuna valutazione finora
- 11.numerical DifferentiationDocumento20 pagine11.numerical DifferentiationAbdulselam AbdurahmanNessuna valutazione finora
- Insertion Appointment of Complete Dentures: Lec 17 4 GradeDocumento15 pagineInsertion Appointment of Complete Dentures: Lec 17 4 GradeSaif Hashim100% (1)
- Mechanical Engineering Conference ProgramDocumento40 pagineMechanical Engineering Conference Programirinuca12Nessuna valutazione finora
- SE 2003&2008 Pattern PDFDocumento799 pagineSE 2003&2008 Pattern PDFBenigno Tique Jonasse100% (1)
- Evaluation of Lathyrus SativusDocumento16 pagineEvaluation of Lathyrus SativusSAMI DHAOUINessuna valutazione finora
- 100 People Who Changed History and The WorldDocumento400 pagine100 People Who Changed History and The WorldManjunath.RNessuna valutazione finora
- JefimenkoDocumento10 pagineJefimenkoBilly M. SpragueNessuna valutazione finora
- Programming structures if, for and while loopsDocumento16 pagineProgramming structures if, for and while loopsFrancisco AristizabalNessuna valutazione finora
- Modeling and Control of 2-DOF Robot ArmDocumento8 pagineModeling and Control of 2-DOF Robot ArmOtter OttersNessuna valutazione finora
- Proportional Chopper Amplifier VB-3A: Min MaxDocumento5 pagineProportional Chopper Amplifier VB-3A: Min MaxryujoniNessuna valutazione finora
- Types of VerbDocumento4 pagineTypes of VerbFaisal MalikNessuna valutazione finora
- IMME19 Schedule PDFDocumento39 pagineIMME19 Schedule PDFVikram JainNessuna valutazione finora
- Network of Global Corporate Control. Swiss Federal Institute of Technology in ZurichDocumento36 pagineNetwork of Global Corporate Control. Swiss Federal Institute of Technology in Zurichvirtualminded100% (2)
- Class 9 Sample Paper 2020-21Documento3 pagineClass 9 Sample Paper 2020-21sasta jiNessuna valutazione finora
- OptQuest User ManualDocumento190 pagineOptQuest User ManualYamal E Askoul TNessuna valutazione finora
- 124C1ADocumento4 pagine124C1AParthiban DevendiranNessuna valutazione finora
- DS White-Papers Getting Started With Business Logic 3DEXPERIENCE R2017x V1Documento52 pagineDS White-Papers Getting Started With Business Logic 3DEXPERIENCE R2017x V1AlexandreNessuna valutazione finora
- Inductive Proximity Sensors: Brett Anderson ECE 5230 Assignment #1Documento27 pagineInductive Proximity Sensors: Brett Anderson ECE 5230 Assignment #1Rodz Gier JrNessuna valutazione finora
- Mbs Public School: Topic: Study The Presence of Oxalate Ions in Guava Fruit at Different Stages of RipeningDocumento15 pagineMbs Public School: Topic: Study The Presence of Oxalate Ions in Guava Fruit at Different Stages of RipeningSwaraj Patel100% (1)
- Acids and Bases NotesDocumento17 pagineAcids and Bases NotesNap DoNessuna valutazione finora
- Balmer PDFDocumento3 pagineBalmer PDFVictor De Paula VilaNessuna valutazione finora
- TRL External CommunicationDocumento3 pagineTRL External CommunicationAyushGargNessuna valutazione finora
- 34a65 PDFDocumento33 pagine34a65 PDFvinu100% (2)
- Welcome: Bahasa Inggris Teknik I Ahmad Nusi, S. PD., M. PDDocumento11 pagineWelcome: Bahasa Inggris Teknik I Ahmad Nusi, S. PD., M. PDAsril SalongNessuna valutazione finora
- CSEC-Chemistry-p2 May-June 2012 PDFDocumento20 pagineCSEC-Chemistry-p2 May-June 2012 PDFdela250% (4)
- Malpresentation and MalpositionDocumento33 pagineMalpresentation and MalpositionPeprah Ondiba100% (1)
- Iygb Gce: Mathematics MP2 Advanced LevelDocumento7 pagineIygb Gce: Mathematics MP2 Advanced Levelsingh cos tanNessuna valutazione finora
- Basic Hydraulic SystemsDocumento128 pagineBasic Hydraulic Systemsbeau04297% (35)
- Chapter 3 Step Wise An Approach To Planning Software Projects 976242065Documento31 pagineChapter 3 Step Wise An Approach To Planning Software Projects 976242065RiajiminNessuna valutazione finora