Potrebbero piacerti anche
- Línea de Ensamble ManualDocumento5 pagineLínea de Ensamble ManualAlonso R. Alonso Corral0% (3)
- Balanceo de Lineas de ProduccionDocumento42 pagineBalanceo de Lineas de ProduccionTorres Colunga JulioNessuna valutazione finora
- Lineas de ProducciónDocumento14 pagineLineas de ProducciónAlbert David RengifoNessuna valutazione finora
- Lineas de ProduccionDocumento30 pagineLineas de ProduccionAngela RubioNessuna valutazione finora
- 67d Manufactura CelularDocumento67 pagine67d Manufactura CelularOscar CaraballoNessuna valutazione finora
- Lineas de ProduccionDocumento9 pagineLineas de ProduccionRosito FresitoNessuna valutazione finora
- Foro U1Documento5 pagineForo U1Miguel Humberto Moreno CarrilloNessuna valutazione finora
- Procesos de Manufactura 01Documento53 pagineProcesos de Manufactura 01Cler M FloresNessuna valutazione finora
- Balanceo de LineasDocumento25 pagineBalanceo de LineasOsvaldo LópezNessuna valutazione finora
- Procesos IndustrialesDocumento112 pagineProcesos IndustrialesMayra AlejandraNessuna valutazione finora
- La Prediccion de Yield de ManufacturaDocumento6 pagineLa Prediccion de Yield de ManufacturaEdgar Morales ArguelloNessuna valutazione finora
- Sistemas de Manufactura FlexibleDocumento38 pagineSistemas de Manufactura FlexibleKaterin AlarconNessuna valutazione finora
- Balance de Lineas de ProduccionDocumento38 pagineBalance de Lineas de ProduccionDiego MaflaNessuna valutazione finora
- SMEDDocumento16 pagineSMEDCarmen Rivas100% (1)
- FORDISMODocumento13 pagineFORDISMOSarahii Cruz CastiillooNessuna valutazione finora
- SmedDocumento61 pagineSmedjesusmem100% (2)
- AndonDocumento10 pagineAndonESTEFANY MATEUSNessuna valutazione finora
- OPEXDocumento9 pagineOPEXCeledonio Hernandez SanchezNessuna valutazione finora
- Procesos de ManufacturaDocumento33 pagineProcesos de Manufacturafpanire100% (1)
- Temas Selectos de Ingenieria Industrial: Unidad 1 1.5 Sistemas Integrados de ManufacturaDocumento11 pagineTemas Selectos de Ingenieria Industrial: Unidad 1 1.5 Sistemas Integrados de ManufacturaErick GómezNessuna valutazione finora
- Sistema de Manufactura AvanzadaDocumento73 pagineSistema de Manufactura AvanzadaEdwinArohuancaNessuna valutazione finora
- Análisis de Las Líneas de Producción Automatizadas PDFDocumento4 pagineAnálisis de Las Líneas de Producción Automatizadas PDFmaxileo4Nessuna valutazione finora
- Balance de Linea de ProducciónDocumento31 pagineBalance de Linea de ProducciónEstefania Chab DiazNessuna valutazione finora
- Estudio de TiemposDocumento15 pagineEstudio de Tiemposmariop1992100% (1)
- Aplicación Del Lean ManufacturingDocumento7 pagineAplicación Del Lean Manufacturingcarlos50% (2)
- Unidad IV. Programación EnteraDocumento5 pagineUnidad IV. Programación EnteraFernanda G FigueroaNessuna valutazione finora
- Practicas de Manufactura EsbeltaDocumento85 paginePracticas de Manufactura EsbeltaGustavo100% (1)
- Distribución de PlantaDocumento69 pagineDistribución de PlantaJeanPierrePrietoRodriguez100% (1)
- Procesos Industriales PDFDocumento30 pagineProcesos Industriales PDFJhordy Maycol Rodas QuirozNessuna valutazione finora
- Expo PromodelDocumento42 pagineExpo Promodelmaldito92Nessuna valutazione finora
- Taylorismo, Fordismo, Toyotismo, OpexDocumento5 pagineTaylorismo, Fordismo, Toyotismo, OpexLesly Leonor Moctezuma Velez100% (1)
- Tesis Kanban PDFDocumento257 pagineTesis Kanban PDFMayra PANessuna valutazione finora
- Análisis de Costos de La Seguridad e HigieneDocumento13 pagineAnálisis de Costos de La Seguridad e HigieneEstefa LiraNessuna valutazione finora
- AMEF TamalesDocumento12 pagineAMEF TamalesDaniela NetzaNessuna valutazione finora
- Informe Tecnico de Residencia ProfesionalDocumento66 pagineInforme Tecnico de Residencia ProfesionalMariana Rodriguez Lopez100% (1)
- Manufactura Integrada Por ComputadoraDocumento14 pagineManufactura Integrada Por ComputadoraMauricioNessuna valutazione finora
- JIDOKADocumento9 pagineJIDOKARoberto MazariegosNessuna valutazione finora
- Poka YokeDocumento9 paginePoka YokeLauriis LozanoNessuna valutazione finora
- Conferencia IATF 16949 Calidad Automotriz - Direknova PDFDocumento16 pagineConferencia IATF 16949 Calidad Automotriz - Direknova PDFSam De la CruzNessuna valutazione finora
- Cadena de Suministro (Grupo Bimbo)Documento2 pagineCadena de Suministro (Grupo Bimbo)David CruzNessuna valutazione finora
- Diagramas de ProcesoDocumento42 pagineDiagramas de ProcesorisaviNessuna valutazione finora
- Historia de La ManufacturaDocumento5 pagineHistoria de La ManufacturaJonathan CalderónNessuna valutazione finora
- Antecedentes DMAICDocumento34 pagineAntecedentes DMAICEzzio Iriarte100% (1)
- Ensayo Si No Creces, MueresDocumento3 pagineEnsayo Si No Creces, MueresJulio César ChávezNessuna valutazione finora
- Practica de La Unidad 4 Sistemas de ManufacturaDocumento17 paginePractica de La Unidad 4 Sistemas de ManufacturaBaherwil TornillitoNessuna valutazione finora
- Act. 3.4 AMEF en La PrácticaDocumento6 pagineAct. 3.4 AMEF en La PrácticaMiguel Ángel Angulo PérezNessuna valutazione finora
- Excelencia OperacionalDocumento15 pagineExcelencia OperacionalVictorMtzCruzNessuna valutazione finora
- SMEDDocumento10 pagineSMEDJavier Lopez100% (1)
- MODAPTSDocumento9 pagineMODAPTSLucero Falfan De La CruzNessuna valutazione finora
- Evolucion de La ManufacturaDocumento19 pagineEvolucion de La ManufacturaBlanca TorresNessuna valutazione finora
- Manufactura EsbeltaDocumento3 pagineManufactura EsbeltaGerard Xakao100% (1)
- Definición de Procesos de ManufacturaDocumento8 pagineDefinición de Procesos de ManufacturaJesus Eloy ArriagaNessuna valutazione finora
- Las 9sDocumento22 pagineLas 9sJesus R. TafoyaNessuna valutazione finora
- Unidad 2 Diagrama de ProcesosDocumento67 pagineUnidad 2 Diagrama de ProcesosChio BurciagaNessuna valutazione finora
- SMEDDocumento26 pagineSMEDJesús Martínez MtzNessuna valutazione finora
- Automatizacion en La Industria AutomotrizDocumento4 pagineAutomatizacion en La Industria AutomotrizShantal ValenzuelaNessuna valutazione finora
- TaguchiDocumento171 pagineTaguchiLuis Alberto Castro AlvaradoNessuna valutazione finora
- Diagnostico para La Administracion Del Mantenimiento en Una Empresa MarmoleraDocumento29 pagineDiagnostico para La Administracion Del Mantenimiento en Una Empresa Marmolerafred5galv5n5g5mezNessuna valutazione finora
- SMEDDocumento47 pagineSMEDLincol Sosa TrejoNessuna valutazione finora
- Tarea 8Documento19 pagineTarea 8Luis LopezNessuna valutazione finora
- Reporte Guia 1Documento5 pagineReporte Guia 1Ricardo HerreraNessuna valutazione finora
- Reporte Guia 2Documento9 pagineReporte Guia 2Ricardo HerreraNessuna valutazione finora
- Reporte Guia 3Documento3 pagineReporte Guia 3Ricardo HerreraNessuna valutazione finora
- Discusion 4 Ci 18 MF PDFDocumento11 pagineDiscusion 4 Ci 18 MF PDFRicardo HerreraNessuna valutazione finora
- Discusion 6 Ci 18 MFDocumento6 pagineDiscusion 6 Ci 18 MFRicardo HerreraNessuna valutazione finora
- Reporte Guia 4Documento5 pagineReporte Guia 4Ricardo HerreraNessuna valutazione finora
- Discusion 3 Ci 18 MF PDFDocumento8 pagineDiscusion 3 Ci 18 MF PDFRicardo HerreraNessuna valutazione finora
- Reporte de Practica 3 LDPDocumento13 pagineReporte de Practica 3 LDPRicardo HerreraNessuna valutazione finora
- Lab3 (02L)Documento15 pagineLab3 (02L)Ricardo HerreraNessuna valutazione finora
- Proyecto FinalDocumento26 pagineProyecto FinalRicardo HerreraNessuna valutazione finora
- Tarea de Investigación 2 IEEEDocumento6 pagineTarea de Investigación 2 IEEERicardo HerreraNessuna valutazione finora
- Investigacion Psicología Del Trabajo MecatronicaDocumento14 pagineInvestigacion Psicología Del Trabajo MecatronicaRicardo HerreraNessuna valutazione finora
- Clase #4 - Norma ISA 5.1 y Tipos de Senales de Salida v1Documento37 pagineClase #4 - Norma ISA 5.1 y Tipos de Senales de Salida v1Ricardo HerreraNessuna valutazione finora
- Guia 2 REMDocumento15 pagineGuia 2 REMRicardo HerreraNessuna valutazione finora
- Analisis Guia 6Documento8 pagineAnalisis Guia 6Ricardo HerreraNessuna valutazione finora
- Angenot M El Discurso Social Problemática de Conjunto PP - 27 - 49Documento22 pagineAngenot M El Discurso Social Problemática de Conjunto PP - 27 - 49Mai Lan WangjiNessuna valutazione finora
- Cisneros Garcia Acti6Documento8 pagineCisneros Garcia Acti6Patricia CisnerosNessuna valutazione finora
- TESISDocumento69 pagineTESISLeoncio Salazar SanchezNessuna valutazione finora
- Tarea Correjida .......Documento7 pagineTarea Correjida .......Humberto Velasquez LeonNessuna valutazione finora
- Procedimiento Actitudes Archivo 2017 09 C PDFDocumento558 pagineProcedimiento Actitudes Archivo 2017 09 C PDFJox FormaNessuna valutazione finora
- Iannello Sobre Leoni y D. ComparadoDocumento15 pagineIannello Sobre Leoni y D. Comparadoanon_197987260Nessuna valutazione finora
- Norma 1Documento8 pagineNorma 1César Puerta VillagarayNessuna valutazione finora
- Anexo 1. Permiso de Trabajo en AlturasDocumento3 pagineAnexo 1. Permiso de Trabajo en AlturasANDRES MARTINEZNessuna valutazione finora
- Junta de Presentación HCCDocumento11 pagineJunta de Presentación HCCMireya ContrerasNessuna valutazione finora
- Si MagistraturaDocumento18 pagineSi MagistraturaJenny Marina Benito QuijuaNessuna valutazione finora
- Manual de Calidad PDFDocumento16 pagineManual de Calidad PDFJuan Ignacio Chuquimia CamachoNessuna valutazione finora
- Derecho de Asilo Vs RefugioDocumento3 pagineDerecho de Asilo Vs Refugiovero monteroNessuna valutazione finora
- Autoevaluación 1Documento5 pagineAutoevaluación 1Doris Otero UreNessuna valutazione finora
- Tes de Conocimeintos PreviosDocumento8 pagineTes de Conocimeintos PreviosserenatitaNessuna valutazione finora
- Actividad 3.3.Documento4 pagineActividad 3.3.Gabriel ReyesNessuna valutazione finora
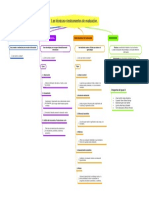
- Las Técnicas e Instrumentos de EvaluaciónDocumento1 paginaLas Técnicas e Instrumentos de EvaluaciónEdisonRCYNessuna valutazione finora
- Derecho AeronáuticoDocumento9 pagineDerecho AeronáuticoJoaquin A. DudikNessuna valutazione finora
- L Libro 'El Pequeño Libro de Las Grandes Decisiones' PDFDocumento30 pagineL Libro 'El Pequeño Libro de Las Grandes Decisiones' PDFMIGUEL AURELIO CAMARGO PAEZNessuna valutazione finora
- Esta Frase Es de Ferdinand de SaussureDocumento7 pagineEsta Frase Es de Ferdinand de SaussurerumabomoNessuna valutazione finora
- TCC Probabilidad 1Documento12 pagineTCC Probabilidad 1Daniel MontesNessuna valutazione finora
- PROGRAMA DE LENGUA DE SEÑAS (Año 2021) EES 75Documento4 paginePROGRAMA DE LENGUA DE SEÑAS (Año 2021) EES 75Daiana AguileraNessuna valutazione finora
- La Utilidad de La Riqueza Reside en Las Cosas Que Nos Permite HacerDocumento3 pagineLa Utilidad de La Riqueza Reside en Las Cosas Que Nos Permite HacerBenjamín RiveraNessuna valutazione finora
- ASHINNDocumento2 pagineASHINNJayme MamaniNessuna valutazione finora
- Le CorbusierDocumento44 pagineLe CorbusierAimeNessuna valutazione finora
- Procedimiento Posterior Al Embargo de ReivindicaciónDocumento2 pagineProcedimiento Posterior Al Embargo de Reivindicaciónnaydelin de la cruzNessuna valutazione finora
- Actividad 14 Evidencia 3 Workshop Customer Satisfaccion ToolsDocumento10 pagineActividad 14 Evidencia 3 Workshop Customer Satisfaccion ToolsCARMENZANessuna valutazione finora
- Activ. Ev. 6 Violencia en El TrabajoDocumento2 pagineActiv. Ev. 6 Violencia en El TrabajoBryan Alexander0% (1)
- Tecnología Tran 3 P Examen de PeriodoDocumento1 paginaTecnología Tran 3 P Examen de PeriodoMaría TereNessuna valutazione finora
- Situacion Significativa 2019Documento2 pagineSituacion Significativa 2019adolfoNessuna valutazione finora
- Lineamientos de Carrera MagisterialDocumento42 pagineLineamientos de Carrera Magisterialtreblax137343Nessuna valutazione finora