Potrebbero piacerti anche
- 6.PEB Painting Procedure (P0371) Rev.01Documento22 pagine6.PEB Painting Procedure (P0371) Rev.01MOHAMEDNessuna valutazione finora
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocumento47 pagineCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNessuna valutazione finora
- Con-011 Instruction For Painting Work Rev.0Documento11 pagineCon-011 Instruction For Painting Work Rev.0monchai_626Nessuna valutazione finora
- QC - 06 Surface Preparation & Painting 2Documento6 pagineQC - 06 Surface Preparation & Painting 2mahendraNessuna valutazione finora
- Coating Specification: 1. ScopeDocumento4 pagineCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Painting An Coating StandardDocumento12 paginePainting An Coating StandardkolaaruNessuna valutazione finora
- Painting Procedure TemplateDocumento14 paginePainting Procedure TemplateNnamdi Celestine NnamdiNessuna valutazione finora
- Attachment: Painting ProcedureDocumento79 pagineAttachment: Painting ProcedureOmar Wardeh100% (2)
- STGPS N1 6 Painting SpecificationDocumento18 pagineSTGPS N1 6 Painting Specificationraluca_19735597Nessuna valutazione finora
- Norsok M-501 Ed 6 Clarification Log 2015 Rev 1 - FinishedDocumento8 pagineNorsok M-501 Ed 6 Clarification Log 2015 Rev 1 - FinishedPradeepNessuna valutazione finora
- ICorr CED CT02 CoatingSurfacePreparationMethods Issue1 PDFDocumento13 pagineICorr CED CT02 CoatingSurfacePreparationMethods Issue1 PDFOsama Elhadad100% (1)
- Coating Procedure - General Rev.03Documento35 pagineCoating Procedure - General Rev.03moytabura96100% (2)
- Quality Plan 1325-27 Rev 02 - Blasting PaintingDocumento10 pagineQuality Plan 1325-27 Rev 02 - Blasting Paintingsuriya100% (1)
- Surfacepreparation StandardDocumento11 pagineSurfacepreparation StandardAri SupramonoNessuna valutazione finora
- Daily Painting Report System P 01ndDocumento49 pagineDaily Painting Report System P 01ndArung IdNessuna valutazione finora
- BS ISO 21809-4 Polyethylene Coatings - 2 Layer PEDocumento42 pagineBS ISO 21809-4 Polyethylene Coatings - 2 Layer PEAlejandro Guerra Jiménez100% (1)
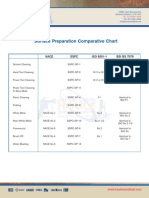
- Surface Preparation Comparative ChartDocumento1 paginaSurface Preparation Comparative Chartcmms88Nessuna valutazione finora
- Dewpoint: Coating & Painting InspectionDocumento6 pagineDewpoint: Coating & Painting InspectionMeet Patel100% (1)
- Paint Coating Stainless SteelsDocumento2 paginePaint Coating Stainless SteelsSilva NumaNessuna valutazione finora
- Blasting and Painting ProcedureDocumento9 pagineBlasting and Painting ProcedureAhmad FadlullahNessuna valutazione finora
- Touch Up and Repair of Galvanized SteelDocumento5 pagineTouch Up and Repair of Galvanized SteelkhuzafaNessuna valutazione finora
- MS - Dolly Test ProcedureDocumento4 pagineMS - Dolly Test ProcedureRahul Moottolikandy100% (1)
- The Principle of Sand Sweeping On White PDFDocumento16 pagineThe Principle of Sand Sweeping On White PDFDimas BatamNessuna valutazione finora
- 36 - Painting Procedure - Rev0Documento21 pagine36 - Painting Procedure - Rev0Duc ThinNessuna valutazione finora
- Appendix G - Painting ProcedureDocumento4 pagineAppendix G - Painting ProcedureKandula RajuNessuna valutazione finora
- Blasting Painting ProcedureDocumento4 pagineBlasting Painting ProcedureRyanNessuna valutazione finora
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocumento14 pagineInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNessuna valutazione finora
- Coating Corrosion RP f106Documento25 pagineCoating Corrosion RP f106Rochdi SahliNessuna valutazione finora
- Vlosi Holiday Test Report No-16Documento1 paginaVlosi Holiday Test Report No-16Anonymous uJzSZ5100% (1)
- Blasting & Painting ProcedureDocumento10 pagineBlasting & Painting ProcedurepraksahNessuna valutazione finora
- Fenomastic Hygiene Emulsion SilkDocumento4 pagineFenomastic Hygiene Emulsion Silkمحمد عزتNessuna valutazione finora
- Surface Preparation Standards JotunDocumento2 pagineSurface Preparation Standards JotunbacabacabacaNessuna valutazione finora
- Anticorrosion Paint & CoatingDocumento4 pagineAnticorrosion Paint & CoatingGoutam GiriNessuna valutazione finora
- Method Statement Installation Os Static Equipment and InternalsDocumento24 pagineMethod Statement Installation Os Static Equipment and InternalsAjin SNessuna valutazione finora
- Painting SpecificationDocumento19 paginePainting SpecificationArunkumar Rackan0% (1)
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocumento3 pagineBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNessuna valutazione finora
- Dry Film Thickness Measurements How Many Are EnoughDocumento11 pagineDry Film Thickness Measurements How Many Are EnoughSds Mani SNessuna valutazione finora
- Coating DefectDocumento36 pagineCoating DefectDILIP VELHAL100% (1)
- Paint ApplicationDocumento4 paginePaint ApplicationSteven FlynnNessuna valutazione finora
- Vessel Cleaning ProcedureDocumento6 pagineVessel Cleaning ProcedureZool HilmiNessuna valutazione finora
- 6 Sigma PaintDocumento38 pagine6 Sigma PaintAnonymous fvO1W3Nessuna valutazione finora
- Corrosion ProtectionDocumento95 pagineCorrosion ProtectionNestor Mijares100% (1)
- 003 - Dye Penetrant Testing Report - Rev00 - 02122015Documento2 pagine003 - Dye Penetrant Testing Report - Rev00 - 02122015Irwanto ManafNessuna valutazione finora
- Bristle - Blaster - Brochure SSPC SP 11Documento6 pagineBristle - Blaster - Brochure SSPC SP 11yanuar iskhakNessuna valutazione finora
- Itp Internal CoatingDocumento4 pagineItp Internal CoatingkamlNessuna valutazione finora
- 1method Statement For Passivation and PicklingDocumento6 pagine1method Statement For Passivation and PicklinggatoNessuna valutazione finora
- 3855 ICorr Coating Inspector Assessment Guidelines 0821Documento6 pagine3855 ICorr Coating Inspector Assessment Guidelines 0821aliNessuna valutazione finora
- Iso 11127 6 PDFDocumento7 pagineIso 11127 6 PDFah1525Nessuna valutazione finora
- Sample Painting ReportDocumento2 pagineSample Painting ReportvinothNessuna valutazione finora
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocumento25 paginep999999 100zd11 000 zd0001 - 0 Welding StandardJennyNessuna valutazione finora
- Coating Control FormDocumento23 pagineCoating Control FormMasjhonNessuna valutazione finora
- RADICON - SOP MAN 013 Painting and Paint SystemsDocumento23 pagineRADICON - SOP MAN 013 Painting and Paint SystemsBlainNessuna valutazione finora
- Failure Analysis Paint CoatingDocumento37 pagineFailure Analysis Paint CoatingPNG Apollohx100% (2)
- Interline 925 - Potable Water TanksDocumento21 pagineInterline 925 - Potable Water TanksSahab DeenNessuna valutazione finora
- Painting Procedure For Jembatan AMMMAN (INDOTRANS)Documento6 paginePainting Procedure For Jembatan AMMMAN (INDOTRANS)widiNessuna valutazione finora
- GRP General Procedure (EWS)Documento16 pagineGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- Surface Treatment and Painting ProcedureDocumento7 pagineSurface Treatment and Painting ProcedureMohamedNessuna valutazione finora
- Painting Procedure GlobalDocumento15 paginePainting Procedure GlobalUbed KudachiNessuna valutazione finora
- Painting ProcedureDocumento8 paginePainting ProcedureSunday Paul50% (2)
- Blasting and Painting Procedure - 1Documento6 pagineBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Best Productivity Tools & Frameworks 2022 For Effective Management - Mario PeshevDocumento1 paginaBest Productivity Tools & Frameworks 2022 For Effective Management - Mario PeshevFrancis AndorfulNessuna valutazione finora
- Receptionist Interview Questions and Answers 177Documento5 pagineReceptionist Interview Questions and Answers 177Francis AndorfulNessuna valutazione finora
- Annual ReviewsDocumento1 paginaAnnual ReviewsFrancis AndorfulNessuna valutazione finora
- Success Design Matrix - 221211 - 092312Documento4 pagineSuccess Design Matrix - 221211 - 092312Francis AndorfulNessuna valutazione finora
- Technical Skills You Should List On Your ResumeDocumento1 paginaTechnical Skills You Should List On Your ResumeFrancis AndorfulNessuna valutazione finora
- Office Manager Interview QuestionsDocumento2 pagineOffice Manager Interview QuestionsFrancis AndorfulNessuna valutazione finora
- Destiny MalpracticeDocumento67 pagineDestiny MalpracticeFrancis AndorfulNessuna valutazione finora
- BUSINESS INFORMATION STUDIES - Term PaperDocumento13 pagineBUSINESS INFORMATION STUDIES - Term PaperFrancis AndorfulNessuna valutazione finora
- God S Meditation Food Volume 2 Spiritword NetDocumento35 pagineGod S Meditation Food Volume 2 Spiritword NetFrancis AndorfulNessuna valutazione finora
- Spiritual Disciplines: New Testament Meaning of "Spiritual"Documento13 pagineSpiritual Disciplines: New Testament Meaning of "Spiritual"Francis AndorfulNessuna valutazione finora
- Enforcing Prophetic Decrees - Prayer WatchDocumento6 pagineEnforcing Prophetic Decrees - Prayer WatchFrancis AndorfulNessuna valutazione finora
- New Birth Technicians-1Documento10 pagineNew Birth Technicians-1Francis AndorfulNessuna valutazione finora
- Supernatural Meteorolgy 2Documento5 pagineSupernatural Meteorolgy 2Francis AndorfulNessuna valutazione finora
- Divine Recovery ProtocolsDocumento4 pagineDivine Recovery ProtocolsFrancis AndorfulNessuna valutazione finora
- Breaking Through The Gates of LifeDocumento7 pagineBreaking Through The Gates of LifeFrancis AndorfulNessuna valutazione finora
- The Counsel of GodDocumento5 pagineThe Counsel of GodFrancis AndorfulNessuna valutazione finora
- Heavenly Forex and Dishonest ScalesDocumento3 pagineHeavenly Forex and Dishonest ScalesFrancis AndorfulNessuna valutazione finora
- Hebrew AlphabetsDocumento16 pagineHebrew AlphabetsFrancis Andorful100% (1)
- 1 & 2 Skills in Long Essay Writing & ResearchDocumento48 pagine1 & 2 Skills in Long Essay Writing & ResearchFrancis AndorfulNessuna valutazione finora
- The Innovative New Edjpro Narrow: Suitable For A 125Mm Panel WidthDocumento2 pagineThe Innovative New Edjpro Narrow: Suitable For A 125Mm Panel WidthJacky LeongNessuna valutazione finora
- The Density of Liquids and An Introduction To Graphing PDFDocumento5 pagineThe Density of Liquids and An Introduction To Graphing PDFEric BirdNessuna valutazione finora
- Cambridge International General Certificate of Secondary EducationDocumento12 pagineCambridge International General Certificate of Secondary EducationMtendere Joseph ThomboziNessuna valutazione finora
- Cyclic Pile Load Test On Large Diameter Piles, A Case Study PDFDocumento5 pagineCyclic Pile Load Test On Large Diameter Piles, A Case Study PDFhardik sorathiyaNessuna valutazione finora
- ALH Brochure 2018 GBDocumento16 pagineALH Brochure 2018 GBMartin CastroNessuna valutazione finora
- 12 - Nano & Biomaterials ReportDocumento95 pagine12 - Nano & Biomaterials ReportVenus Abigail Gutierrez100% (1)
- Building MaterialDocumento15 pagineBuilding Materialbirendra prasadNessuna valutazione finora
- Dokumen - Tips 220kv RRVPNL Cable SpecificationDocumento22 pagineDokumen - Tips 220kv RRVPNL Cable SpecificationSoltani AliNessuna valutazione finora
- Conductivity Standard MSDSDocumento4 pagineConductivity Standard MSDSAndi SaputraNessuna valutazione finora
- Vinyl Acetate Monomer VAM BrochureDocumento2 pagineVinyl Acetate Monomer VAM BrochureMuslim Nasir100% (1)
- D1149Documento4 pagineD1149ABe MustofaNessuna valutazione finora
- Hull Inspection Assessment - SolutionsDocumento6 pagineHull Inspection Assessment - SolutionsHashem GamNessuna valutazione finora
- MS 01 54Documento6 pagineMS 01 54fagundds2Nessuna valutazione finora
- Study of Natural Fibers As An Admixture For Concrete Mix DesignDocumento9 pagineStudy of Natural Fibers As An Admixture For Concrete Mix DesignJOHN FHILIP ORIT67% (3)
- SUewBSEA CORROSION11Documento4 pagineSUewBSEA CORROSION11mayheartNessuna valutazione finora
- Professional Range Brochure FINAL LowresDocumento80 pagineProfessional Range Brochure FINAL Lowresदिग्विजय शर्माNessuna valutazione finora
- 4 - Simple StrainDocumento24 pagine4 - Simple StrainLorene Ropeta.Nessuna valutazione finora
- Formal-5Documento44 pagineFormal-5Tamzidul AlamNessuna valutazione finora
- C 1Documento4 pagineC 1alphamale3Nessuna valutazione finora
- Part: Iii Chemistry: SECTION - 1: (Maximum Marks: 30) TEN Single Digit IntegerDocumento8 paginePart: Iii Chemistry: SECTION - 1: (Maximum Marks: 30) TEN Single Digit IntegerJainNessuna valutazione finora
- Law of Definite Proportions Lab: Objective: To Measure and Calculate The Ratio of Magnesium To Oxygen in MagnesiumDocumento3 pagineLaw of Definite Proportions Lab: Objective: To Measure and Calculate The Ratio of Magnesium To Oxygen in MagnesiumJhune Dominique GalangNessuna valutazione finora
- Water and Sediment in Crude Oil by The Centrifuge Method (Laboratory Procedure)Documento13 pagineWater and Sediment in Crude Oil by The Centrifuge Method (Laboratory Procedure)Jeferson RosalesNessuna valutazione finora
- Molybond Dry FilmDocumento2 pagineMolybond Dry FilmAlex LevinNessuna valutazione finora
- Analysis of Laterally Loaded Drilled Shafts and Piles Using LpileDocumento51 pagineAnalysis of Laterally Loaded Drilled Shafts and Piles Using LpileSudharsananPRSNessuna valutazione finora
- Study On Mineral Water Consumption in RomaniaDocumento9 pagineStudy On Mineral Water Consumption in RomaniaVasile LeniucNessuna valutazione finora
- Submersible Motor Pumps 2" To 30": For Wet Well InstallationDocumento116 pagineSubmersible Motor Pumps 2" To 30": For Wet Well InstallationKikist ErsNessuna valutazione finora
- Periodic Table To Use 15-16Documento37 paginePeriodic Table To Use 15-16Janeth GoritNessuna valutazione finora
- 1.1 Introduction To Paint TechnologyDocumento60 pagine1.1 Introduction To Paint TechnologyLyubomir LazarovNessuna valutazione finora
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocumento36 pagineIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123Nessuna valutazione finora
- Sampling Aluminum Ingots, Billets, Castings and Finished or Semi-Finished Wrought Aluminum Products For Compositional AnalysisDocumento8 pagineSampling Aluminum Ingots, Billets, Castings and Finished or Semi-Finished Wrought Aluminum Products For Compositional AnalysisHAMCHI MohammedNessuna valutazione finora