Potrebbero piacerti anche
- Claim Form For InsuranceDocumento3 pagineClaim Form For InsuranceSai PradeepNessuna valutazione finora
- Performance Review TemplatesDocumento11 paginePerformance Review TemplatesDeepa Balasubramanian100% (1)
- Catalogue 2012 Edition 6.1 (2012-11) PDFDocumento382 pagineCatalogue 2012 Edition 6.1 (2012-11) PDFTyra SmithNessuna valutazione finora
- Standard Jobs How To UseDocumento7 pagineStandard Jobs How To UseenjoythedocsNessuna valutazione finora
- 0 AngelList LA ReportDocumento18 pagine0 AngelList LA ReportAndrés Mora PrinceNessuna valutazione finora
- Deloitte Supply Chain Analytics WorkbookDocumento0 pagineDeloitte Supply Chain Analytics Workbookneojawbreaker100% (1)
- Chapter1 - Fundamental Principles of ValuationDocumento21 pagineChapter1 - Fundamental Principles of ValuationだみNessuna valutazione finora
- ST Company Presentation PDFDocumento48 pagineST Company Presentation PDFChao DongNessuna valutazione finora
- Operations ManagementDocumento300 pagineOperations Managementsrcool100% (1)
- IT Change Management RisksDocumento5 pagineIT Change Management RisksDiana PresasNessuna valutazione finora
- KK PillarDocumento117 pagineKK PillarMAngesh Gade100% (1)
- Employee Performance Assessment Form Staff Id: Staff Name:: Key Performance Indicators (Kpis)Documento8 pagineEmployee Performance Assessment Form Staff Id: Staff Name:: Key Performance Indicators (Kpis)Victor ImehNessuna valutazione finora
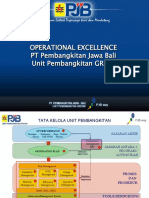
- OPERATIONAL EXCELLENCE UP GRESIKDocumento100 pagineOPERATIONAL EXCELLENCE UP GRESIKOperator Stress100% (1)
- Licensing ProposalDocumento6 pagineLicensing ProposalKungfu SpartaNessuna valutazione finora
- PWC High Frequency Trading Dark PoolsDocumento12 paginePWC High Frequency Trading Dark PoolsAnish TimsinaNessuna valutazione finora
- New Product Development Process PDFDocumento31 pagineNew Product Development Process PDFcanhizNessuna valutazione finora
- Netflix Inc.Documento12 pagineNetflix Inc.Tanju Whally-JamesNessuna valutazione finora
- Ctpat Prog Benefits GuideDocumento4 pagineCtpat Prog Benefits Guidenilantha_bNessuna valutazione finora
- Randy Gage Haciendo Que El Primer Circulo Funciones RG1Documento64 pagineRandy Gage Haciendo Que El Primer Circulo Funciones RG1Viviana RodriguesNessuna valutazione finora
- Evolution of Supply Chain ManagementDocumento7 pagineEvolution of Supply Chain ManagementBryanNessuna valutazione finora
- Quality FMEA Ford Supplier 8 4-FinalDocumento22 pagineQuality FMEA Ford Supplier 8 4-FinalErwin RojasNessuna valutazione finora
- You Exec - AI Strategy CompleteDocumento32 pagineYou Exec - AI Strategy CompleteanmNessuna valutazione finora
- Final Report - Issues With BenchmarksDocumento11 pagineFinal Report - Issues With BenchmarksBinod Kumar PadhiNessuna valutazione finora
- Human Capital Advisory Services: We Build WorkplacesDocumento11 pagineHuman Capital Advisory Services: We Build WorkplacesAayush KamaniNessuna valutazione finora
- Introduction To Operational ManagementDocumento18 pagineIntroduction To Operational ManagementAilin MedranoNessuna valutazione finora
- Six Sigma Chatter and SocDocumento4 pagineSix Sigma Chatter and SocPayoj GovindjiwalaNessuna valutazione finora
- University Thesis Defends Ineffective Training at Insight Asia VietnamDocumento15 pagineUniversity Thesis Defends Ineffective Training at Insight Asia VietnamNgân HằngNessuna valutazione finora
- Personnel Planning and Recruiting alignment of people and organisationDocumento31 paginePersonnel Planning and Recruiting alignment of people and organisationAsim FahimNessuna valutazione finora
- Simplifying People Processes for Optimal PerformanceDocumento11 pagineSimplifying People Processes for Optimal PerformanceKavitha Manish JainNessuna valutazione finora
- Tugas Yellow Belt HefansDocumento14 pagineTugas Yellow Belt HefansHefans Akhmed ArafatNessuna valutazione finora
- TA Hiring Practices Analysis - 1st DraftDocumento15 pagineTA Hiring Practices Analysis - 1st DraftDivyansh GoyalNessuna valutazione finora
- 03 Manajemen SDM ABO3Documento12 pagine03 Manajemen SDM ABO3Sanggra MutiaraNessuna valutazione finora
- Career Objective:: Sourabh GuptaDocumento4 pagineCareer Objective:: Sourabh GuptaLuminati ProNessuna valutazione finora
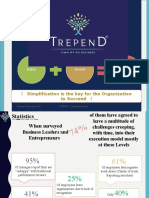
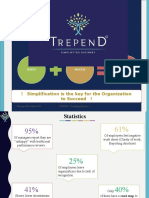
- 01 Trepend Simplifying Business Presentation (E)Documento16 pagine01 Trepend Simplifying Business Presentation (E)Kavitha Manish JainNessuna valutazione finora
- Future of Workjune2023Documento26 pagineFuture of Workjune2023anushikha banerjeeNessuna valutazione finora
- (03.nov.2021) (02:30 - 05:15 PM) : Pakistan Institute of Public Finance AccountantsDocumento3 pagine(03.nov.2021) (02:30 - 05:15 PM) : Pakistan Institute of Public Finance AccountantsArifNessuna valutazione finora
- Watch Explainer: Errors & Omissions Liability (E&O) : You Exec Makes NoDocumento12 pagineWatch Explainer: Errors & Omissions Liability (E&O) : You Exec Makes Nowaqas_meNessuna valutazione finora
- 01 Trepend Simplifying Business Presentation (E)Documento13 pagine01 Trepend Simplifying Business Presentation (E)Kavitha Manish JainNessuna valutazione finora
- Address Each Below: Process Flow AnalysisDocumento5 pagineAddress Each Below: Process Flow AnalysisHum NjorogeNessuna valutazione finora
- Six-Sigma Case Study - Quality Improvement in Human Resources-EnDocumento2 pagineSix-Sigma Case Study - Quality Improvement in Human Resources-EnAsachan rujeephisitNessuna valutazione finora
- Lonsdale Institute Pty LTD Assessment Task: Unit Code Unit Name Assessment Code Due DateDocumento15 pagineLonsdale Institute Pty LTD Assessment Task: Unit Code Unit Name Assessment Code Due DateLayla Correa da SilvaNessuna valutazione finora
- Ics - NPDocumento15 pagineIcs - NPKing ShUjuanNessuna valutazione finora
- People AnalyticsDocumento13 paginePeople AnalyticsKholoudNessuna valutazione finora
- The Business ROI of Agile Methods vs. Traditional: Presenter: Sally ElattaDocumento32 pagineThe Business ROI of Agile Methods vs. Traditional: Presenter: Sally ElattahavendanNessuna valutazione finora
- Adeola - Okunade 2023 KRA Document-Adeola - R.1Documento5 pagineAdeola - Okunade 2023 KRA Document-Adeola - R.1Sudeep KumarNessuna valutazione finora
- Solutions To Even ProblemsDocumento26 pagineSolutions To Even ProblemsAntonio Palomares DiazNessuna valutazione finora
- Julian Ballard - Digital Culture Construction Sector Transformation PDFDocumento16 pagineJulian Ballard - Digital Culture Construction Sector Transformation PDFUtomo Aryo WNessuna valutazione finora
- Lecture - Advanced Kaizen For Smart Manufacturing (Osada) FinalDocumento79 pagineLecture - Advanced Kaizen For Smart Manufacturing (Osada) FinalhenokNessuna valutazione finora
- Sage GroupDocumento23 pagineSage GroupConstantin WellsNessuna valutazione finora
- IEEM663 COQ J22 M.alghamdi & SaeedDocumento8 pagineIEEM663 COQ J22 M.alghamdi & SaeedMohammed AlghamdiNessuna valutazione finora
- Strategic Planning KPIs for Measuring Corporate PerformanceDocumento21 pagineStrategic Planning KPIs for Measuring Corporate PerformanceIbrahim KamaldeenNessuna valutazione finora
- Introducing Sap Enterprise Performance Management (Epm) OndemandDocumento49 pagineIntroducing Sap Enterprise Performance Management (Epm) OndemandparmitchoudhuryNessuna valutazione finora
- Organizational Chart: Board of DirectorsDocumento1 paginaOrganizational Chart: Board of Directors.Nessuna valutazione finora
- You Exec - Risk+Management Part2 FreeDocumento9 pagineYou Exec - Risk+Management Part2 FreeFabrizio ChippariNessuna valutazione finora
- Eyes of Janus: Evaluating Learning and DevelopmentDocumento3 pagineEyes of Janus: Evaluating Learning and DevelopmentanshitaNessuna valutazione finora
- Webinar Monitorando o Futuro Com Indicadores de Risco e Compliance - Risk LeapDocumento51 pagineWebinar Monitorando o Futuro Com Indicadores de Risco e Compliance - Risk LeapEmerson PintoNessuna valutazione finora
- JITO PresentationDocumento10 pagineJITO PresentationKavitha Manish JainNessuna valutazione finora
- Term Paper Assignment On Financial ManagementDocumento22 pagineTerm Paper Assignment On Financial Managementyerosan mathewosNessuna valutazione finora
- Apexon (Technosoft Global Services) : Business Review - HCMDocumento24 pagineApexon (Technosoft Global Services) : Business Review - HCMRam81Nessuna valutazione finora
- ARC Brief On ROI and Setting Up For SuccessDocumento8 pagineARC Brief On ROI and Setting Up For SuccessLuis GonzaloNessuna valutazione finora
- Improving the effectiveness of preventive maintenance processes in insourcing and outsourcing schemes using the House of Risk methodDocumento4 pagineImproving the effectiveness of preventive maintenance processes in insourcing and outsourcing schemes using the House of Risk methodDaniel TangkauNessuna valutazione finora
- The Effect of Leadership Style and Compensation On Employee Performance in The Project Division at PT - Indomarco Prismatama Bandung BranchDocumento8 pagineThe Effect of Leadership Style and Compensation On Employee Performance in The Project Division at PT - Indomarco Prismatama Bandung Branchhello arisandyNessuna valutazione finora
- Demystifying Workforce Analytics at Semicon IndiaDocumento12 pagineDemystifying Workforce Analytics at Semicon IndiaSULOCHNA KUJURNessuna valutazione finora
- Jan 19-Jan 20 KPI Forecast-TanvirDocumento10 pagineJan 19-Jan 20 KPI Forecast-Tanvirislammajed08Nessuna valutazione finora
- Blueprint ALL PDFDocumento77 pagineBlueprint ALL PDFromualdus sumbogoNessuna valutazione finora
- Managing Outsourcing Recovery Post-COVIDDocumento23 pagineManaging Outsourcing Recovery Post-COVIDFrancisco Jose Fernandez MaldonadoNessuna valutazione finora
- RE01 Part01Documento10 pagineRE01 Part01M Fayez KhanNessuna valutazione finora
- Strategy Map and Balanced Scorecard ProjectDocumento12 pagineStrategy Map and Balanced Scorecard ProjectEnri GjondrekajNessuna valutazione finora
- NBFC Strategy Map Linking HR to GrowthDocumento4 pagineNBFC Strategy Map Linking HR to GrowthSwati ChopraNessuna valutazione finora
- Operational Transformation: Mal Poulin March 25, 2010Documento30 pagineOperational Transformation: Mal Poulin March 25, 2010api-26077181Nessuna valutazione finora
- Budget Process2012Documento5 pagineBudget Process2012Santiago Fernandez MorenoNessuna valutazione finora
- Biometrics Fingerprint Attendance Management: Increase Accountability and Security in Your WorkplaceDa EverandBiometrics Fingerprint Attendance Management: Increase Accountability and Security in Your WorkplaceNessuna valutazione finora
- Money ClaimDocumento1 paginaMoney Claimalexander ongkiatcoNessuna valutazione finora
- Case Study 1Documento9 pagineCase Study 1kalpana0210Nessuna valutazione finora
- CH 07Documento50 pagineCH 07Anonymous fb7C3tcNessuna valutazione finora
- General Mcqs On Revenue CycleDocumento6 pagineGeneral Mcqs On Revenue CycleMohsin Kamaal100% (1)
- InventoryDocumento53 pagineInventoryVinoth KumarNessuna valutazione finora
- Nike's Winning Ways-Hill and Jones 8e Case StudyDocumento16 pagineNike's Winning Ways-Hill and Jones 8e Case Studyraihans_dhk3378100% (2)
- Bakels Acquires Aromatic EngDocumento2 pagineBakels Acquires Aromatic EngMishtar MorpheneNessuna valutazione finora
- Jocelyn AndrewsDocumento4 pagineJocelyn AndrewsJonathan CraigNessuna valutazione finora
- Edvinsson, L. - 1997 - Developing Intellectual Capital at Skandia PDFDocumento10 pagineEdvinsson, L. - 1997 - Developing Intellectual Capital at Skandia PDFreg_kata123Nessuna valutazione finora
- Bid Doc ZESCO06614 Mumbwa Sanje Reinforcement July 2014 FinalDocumento374 pagineBid Doc ZESCO06614 Mumbwa Sanje Reinforcement July 2014 FinalmatshonaNessuna valutazione finora
- Titan Case StudyDocumento14 pagineTitan Case StudySaurabh SinghNessuna valutazione finora
- Supply Chain Management Course Syllabus for Integrated MBADocumento4 pagineSupply Chain Management Course Syllabus for Integrated MBAJay PatelNessuna valutazione finora
- Corporate BrochureDocumento23 pagineCorporate BrochureChiculita AndreiNessuna valutazione finora
- Assignment 2 - IPhonesDocumento6 pagineAssignment 2 - IPhonesLa FlâneurNessuna valutazione finora
- Chapter 4 - Fire InsuranceDocumento8 pagineChapter 4 - Fire InsuranceKhandoker Mahmudul HasanNessuna valutazione finora
- Bharathi Real EstateDocumento3 pagineBharathi Real Estatekittu_sivaNessuna valutazione finora
- Key Differences Between Islamic and Conventional BankingDocumento2 pagineKey Differences Between Islamic and Conventional BankingNoor Hafizah0% (2)
- Appendix - Structural Vetting ProjectsDocumento37 pagineAppendix - Structural Vetting Projectsqsultan100% (1)