Potrebbero piacerti anche
- Hydrocyclone Underflow AnalysisDocumento6 pagineHydrocyclone Underflow AnalysisSubhendu MishraNessuna valutazione finora
- SPE143315-Ultrasound Logging Techniques For The Inspection of Sand Control Screen IntegrityDocumento18 pagineSPE143315-Ultrasound Logging Techniques For The Inspection of Sand Control Screen IntegrityYovaraj KarunakaranNessuna valutazione finora
- ADvance Flow DiagnosticsDocumento16 pagineADvance Flow DiagnosticsRajashree VenugopalNessuna valutazione finora
- An Analytical Propagation Model of Active Worms Based On Discrete Time SystemDocumento11 pagineAn Analytical Propagation Model of Active Worms Based On Discrete Time SystemKaarthick GkNessuna valutazione finora
- Aerodynamic Force and Moment Balance Design Fabrication and TesDocumento106 pagineAerodynamic Force and Moment Balance Design Fabrication and TesEfa AdugnaNessuna valutazione finora
- ULTRASONIDODocumento248 pagineULTRASONIDOJorge Vera Alvarado0% (1)
- Project DoucementDocumento85 pagineProject DoucementlokeshdevathatiNessuna valutazione finora
- Vessel seismic design calculationDocumento11 pagineVessel seismic design calculationinnovativekarthiNessuna valutazione finora
- Procedure for Phased Array and TOFD Ultrasonic Examination of Butt WeldsDocumento40 pagineProcedure for Phased Array and TOFD Ultrasonic Examination of Butt Weldsrupam100% (6)
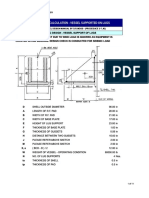
- Sample Design Calculation - Vessel Supported On LugsDocumento11 pagineSample Design Calculation - Vessel Supported On Lugsandry4jc100% (1)
- Pozos y Acuiferos - ROSCOEDocumento69 paginePozos y Acuiferos - ROSCOEMonica UrbietaNessuna valutazione finora
- Bi-Criteria SDST Flow Shop Scheduling Using Artificial Bee Colony (Abc) AlgorithmDocumento6 pagineBi-Criteria SDST Flow Shop Scheduling Using Artificial Bee Colony (Abc) AlgorithmsarbudeenddNessuna valutazione finora
- Extend Life Aging PipelinesDocumento20 pagineExtend Life Aging Pipelinesmajdi jerbiNessuna valutazione finora
- Determination of Design Point Using Tail Equivalent Linearization MethodDocumento79 pagineDetermination of Design Point Using Tail Equivalent Linearization MethodShinning GarimaNessuna valutazione finora
- Advanced Ultrasonic Flaw SizingDocumento56 pagineAdvanced Ultrasonic Flaw Sizingcudalb georgeNessuna valutazione finora
- Deep Learning-Based Detection of Penetration From Weld Pool Reflection ImagesDocumento7 pagineDeep Learning-Based Detection of Penetration From Weld Pool Reflection Imagesdavid perezNessuna valutazione finora
- Computer Modelling and Analysis of An Existing Pedestrian PDFDocumento109 pagineComputer Modelling and Analysis of An Existing Pedestrian PDFDillon TongNessuna valutazione finora
- Assignment On - KANBAN, INCREASING OVERALL EQUIPMENT EFFICTIVENESS OF PLASMA CUTTING MACHINE AND STUDY OF WELDING PROCESSES.Documento102 pagineAssignment On - KANBAN, INCREASING OVERALL EQUIPMENT EFFICTIVENESS OF PLASMA CUTTING MACHINE AND STUDY OF WELDING PROCESSES.andi119Nessuna valutazione finora
- Axle Load SpectrumDocumento144 pagineAxle Load SpectrumAnurag VermaNessuna valutazione finora
- Phased Array Ultrasonic Testing ProcedureDocumento21 paginePhased Array Ultrasonic Testing ProcedureKarrar TalibNessuna valutazione finora
- PIPE Extend Life Aging PipelinesDocumento20 paginePIPE Extend Life Aging PipelinesLeng ChaiNessuna valutazione finora
- Real Time Pedestrian Detection and Tracking For Driver Assistance SystemsDocumento39 pagineReal Time Pedestrian Detection and Tracking For Driver Assistance SystemsSyed Muneeb Ur RahmanNessuna valutazione finora
- Numerical Parametric Study of Crack Parameters Near Crack TipDocumento10 pagineNumerical Parametric Study of Crack Parameters Near Crack TipTJPRC PublicationsNessuna valutazione finora
- Development and Validation of A Computational Fluid Dynamics Hydrodynamic Model of The Stewart 34 For Velocity Prediction Program ApplicationsDocumento113 pagineDevelopment and Validation of A Computational Fluid Dynamics Hydrodynamic Model of The Stewart 34 For Velocity Prediction Program ApplicationsLucas Barrozo BrunNessuna valutazione finora
- Radiographic Examination Procedure: Document No. KIE - TP - R297 Revision No. 0Documento35 pagineRadiographic Examination Procedure: Document No. KIE - TP - R297 Revision No. 0EdAlmNessuna valutazione finora
- Final Project Report Batch 5Documento50 pagineFinal Project Report Batch 537 RAJALAKSHMI RNessuna valutazione finora
- Evaluacion de Los Efectos de Escala en Vortices Remolinos y Perdidas de Entrada en Modelos de Sumidero de Grandes EscalasDocumento84 pagineEvaluacion de Los Efectos de Escala en Vortices Remolinos y Perdidas de Entrada en Modelos de Sumidero de Grandes EscalasAndresNessuna valutazione finora
- EKT: Exercise-Aware Knowledge Tracing for Student Performance PredictionDocumento74 pagineEKT: Exercise-Aware Knowledge Tracing for Student Performance PredictionHari RamNessuna valutazione finora
- Sicc-Rt-01 Asme Rev 01Documento29 pagineSicc-Rt-01 Asme Rev 01Enrique Campos Cannavaro100% (1)
- Gauge Block Wring Error Using Ethyl Alcohol As MediumDocumento10 pagineGauge Block Wring Error Using Ethyl Alcohol As MediumRommel CoronaNessuna valutazione finora
- Store Sales DocumentationDocumento9 pagineStore Sales Documentationtejap7666Nessuna valutazione finora
- Stress Analysis of The Landing Gear Well Beams and Damage Calculation Due To Landing CyclesDocumento82 pagineStress Analysis of The Landing Gear Well Beams and Damage Calculation Due To Landing CyclesEugene OwiNessuna valutazione finora
- ZX470 5 - BH - Ko 599 (B) 01Documento69 pagineZX470 5 - BH - Ko 599 (B) 01Erfan.TNessuna valutazione finora
- Table of ContentsDocumento6 pagineTable of Contentspeson.dummyNessuna valutazione finora
- NDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Documento10 pagineNDT-SA-SATORP-UTT-60-RV00 Date-15 Aug-2023Md Abu Hanif RajuNessuna valutazione finora
- Phased Array CiorauDocumento9 paginePhased Array Ciorausolrac4371Nessuna valutazione finora
- ModuSpec Engineering History Core ServicesDocumento16 pagineModuSpec Engineering History Core ServicesWillemNessuna valutazione finora
- Govpub C13Documento68 pagineGovpub C13Theophilus RubenNessuna valutazione finora
- Internship PROJECT REPORTDocumento27 pagineInternship PROJECT REPORTgayatriNessuna valutazione finora
- 3 - Inside Cover Page Certificate Ack-Annexure 2-8Documento12 pagine3 - Inside Cover Page Certificate Ack-Annexure 2-8koiNessuna valutazione finora
- Detecting cracks in delayed coke drums using new NDE techniquesDocumento12 pagineDetecting cracks in delayed coke drums using new NDE techniquesMahendra RathoreNessuna valutazione finora
- Assignment Ecm366 Sem Oct22-Feb23Documento6 pagineAssignment Ecm366 Sem Oct22-Feb23Wan Ahmad At-TirmidziNessuna valutazione finora
- Midship Scantling Reports (Executive Summary)Documento5 pagineMidship Scantling Reports (Executive Summary)AUTVPDPPB1022 Ummu Saiyidah Najihah Binti ZainudinNessuna valutazione finora
- Creep Behavior in Reformer Tubes: March 2004Documento8 pagineCreep Behavior in Reformer Tubes: March 2004AnsarNessuna valutazione finora
- StochDocumento38 pagineStochVivek JainNessuna valutazione finora
- Declaration1 PDFDocumento6 pagineDeclaration1 PDFMamta BamniyaNessuna valutazione finora
- Final main Report 1Documento68 pagineFinal main Report 1Damurnath rajNessuna valutazione finora
- CG ReportDocumento37 pagineCG ReportThe UltimateNessuna valutazione finora
- Sris Report FormateDocumento23 pagineSris Report Formatearavind029Nessuna valutazione finora
- QAR-QD405-800 Rod As-Hoist CylinderDocumento6 pagineQAR-QD405-800 Rod As-Hoist CylinderIrwanto ManafNessuna valutazione finora
- R2Sonic ThePatchTestDocumento10 pagineR2Sonic ThePatchTestIbnu Abdul AziesNessuna valutazione finora
- NASA Safety Standard for Lifting Devices and EquipmentDocumento106 pagineNASA Safety Standard for Lifting Devices and EquipmentArthanari VaidyanathanNessuna valutazione finora
- RT ASME Art 2Documento39 pagineRT ASME Art 2Florin TrNessuna valutazione finora
- UT-Flaw1 Detection Procedure R1 - 2Documento25 pagineUT-Flaw1 Detection Procedure R1 - 2George OgbecheNessuna valutazione finora
- Wa0012.Documento45 pagineWa0012.19BCP144 yashNessuna valutazione finora
- Surveyof Underwater NDTTechnologiesfor Offshore AssetsDocumento11 pagineSurveyof Underwater NDTTechnologiesfor Offshore AssetsPranoy MukherjeeNessuna valutazione finora
- "Gabor Barcodes For Medical Image Retrieval": Y.SASIDHAR (20X55A0412)Documento56 pagine"Gabor Barcodes For Medical Image Retrieval": Y.SASIDHAR (20X55A0412)Sai chetanNessuna valutazione finora
- List of Chapters Chapter No Title Page NoDocumento4 pagineList of Chapters Chapter No Title Page NoMûkêsh Kàñnâñ AJNessuna valutazione finora
- PAPER - Assessment of Failure Rates and Reliability of Floating Offshore Wind TurbinesDocumento13 paginePAPER - Assessment of Failure Rates and Reliability of Floating Offshore Wind TurbinesPhillippe FoixNessuna valutazione finora
- Instruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsDa EverandInstruments, Measurement Principles and Communication Technologies for Downhole Drilling EnvironmentsNessuna valutazione finora
- Innovation Project Management (2019) PDFDocumento566 pagineInnovation Project Management (2019) PDFDagoberto Aguilar100% (3)
- Iso 12944 - Coatings System Guide PDFDocumento24 pagineIso 12944 - Coatings System Guide PDFDagoberto AguilarNessuna valutazione finora
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocumento11 pagineIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnNessuna valutazione finora
- Astm A435 2012 PDFDocumento2 pagineAstm A435 2012 PDFJavier Ricardo Romero Bohorquez33% (3)
- ASNT Level I II III Questions and Answers Book A-Radiographic Testing Method PDFDocumento69 pagineASNT Level I II III Questions and Answers Book A-Radiographic Testing Method PDFDagoberto Aguilar100% (7)
- ISO15609-1 Welding Procedure Specification For Metallic MaterialsDocumento14 pagineISO15609-1 Welding Procedure Specification For Metallic MaterialsDagoberto AguilarNessuna valutazione finora
- Inspecting A Barges Tow Rigging PDFDocumento29 pagineInspecting A Barges Tow Rigging PDFDagoberto AguilarNessuna valutazione finora
- ASTM B-209 Especificación para Hojas de AluminioDocumento6 pagineASTM B-209 Especificación para Hojas de AluminioDagoberto AguilarNessuna valutazione finora
- Estandar de Referencia Radigráfica para Las Apariencias de Imágenes RadiográficasDocumento3 pagineEstandar de Referencia Radigráfica para Las Apariencias de Imágenes RadiográficasDagoberto AguilarNessuna valutazione finora
- ASTM E94 2000 Standard Guide For Radiographic Inspection PDFDocumento12 pagineASTM E94 2000 Standard Guide For Radiographic Inspection PDFDagoberto AguilarNessuna valutazione finora
- DoD PAUT Innovation for Structural Hull Weld InspectionsDocumento14 pagineDoD PAUT Innovation for Structural Hull Weld InspectionsHector BeaujonNessuna valutazione finora
- Astm17 0303Documento5 pagineAstm17 0303Edgardo Emilio CantillanoNessuna valutazione finora
- Welding Procedure PreparationDocumento122 pagineWelding Procedure Preparationthe_badass1234100% (21)
- Inspecting A Barges Tow Rigging PDFDocumento29 pagineInspecting A Barges Tow Rigging PDFDagoberto AguilarNessuna valutazione finora
- A 325M - 03 PDFDocumento7 pagineA 325M - 03 PDFsergioNessuna valutazione finora
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Documento25 pagineUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarNessuna valutazione finora
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocumento11 pagineIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnNessuna valutazione finora
- Ul 142 PDFDocumento92 pagineUl 142 PDFingalejos33% (3)
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDocumento8 pagineASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarNessuna valutazione finora
- Aerospace Casting X-ray GuidelinesDocumento32 pagineAerospace Casting X-ray GuidelinesDagoberto AguilarNessuna valutazione finora
- GuideDocumento89 pagineGuideAsif HameedNessuna valutazione finora
- 2012-02-01 FWGIDR 10 Checklist For The Qualification of Digital Detector Array SystemsDocumento20 pagine2012-02-01 FWGIDR 10 Checklist For The Qualification of Digital Detector Array SystemsDagoberto AguilarNessuna valutazione finora
- Aws D1.5M-D1.5-2015 RTDocumento6 pagineAws D1.5M-D1.5-2015 RTDagoberto Aguilar100% (1)
- UR - W1 - W31 Requirements Concerning Materials and WeldingDocumento267 pagineUR - W1 - W31 Requirements Concerning Materials and WeldingDagoberto AguilarNessuna valutazione finora
- ATTAR - ToFD Calculator AntiguoDocumento1 paginaATTAR - ToFD Calculator AntiguoDagoberto AguilarNessuna valutazione finora
- Offshore Part 1 E-Mar13 PDFDocumento49 pagineOffshore Part 1 E-Mar13 PDFJACKNessuna valutazione finora
- UR - W1 - W31 Requirements Concerning Materials and WeldingDocumento267 pagineUR - W1 - W31 Requirements Concerning Materials and WeldingDagoberto AguilarNessuna valutazione finora
- Shipbuilding Quality Standard GuideDocumento59 pagineShipbuilding Quality Standard Guidenyaungzin100% (2)
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocumento11 pagineIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnNessuna valutazione finora
- CamScanner Scanned PDF DocumentDocumento205 pagineCamScanner Scanned PDF DocumentNabila Tsuroya BasyaNessuna valutazione finora
- Conflict Analysis Tools PDFDocumento12 pagineConflict Analysis Tools PDFApeuDerrop0% (1)
- Toyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Documento4 pagineToyota-HiAce 2011 EN Manual de Taller Diagrama Electrico 4fdf088312Oscarito VázquezNessuna valutazione finora
- Procedures in Using Ge-Survey System PDFDocumento54 pagineProcedures in Using Ge-Survey System PDFJoel PAcs73% (11)
- Boiler Instrumentation and Control SystemsDocumento68 pagineBoiler Instrumentation and Control Systemstagne simo rodrigueNessuna valutazione finora
- Micro810 Allen Bradley User ManualDocumento120 pagineMicro810 Allen Bradley User ManualStefano MontiNessuna valutazione finora
- User'S Manual: 1 - Installation 2 - Technical SpecificationsDocumento8 pagineUser'S Manual: 1 - Installation 2 - Technical SpecificationsGopal HegdeNessuna valutazione finora
- Saturn Engine Compression Test GuideDocumento7 pagineSaturn Engine Compression Test GuideManuel IzquierdoNessuna valutazione finora
- Emily Act 3 GraficoDocumento13 pagineEmily Act 3 Graficoemily lopezNessuna valutazione finora
- Syllabus: Android Training Course: 1. JAVA ConceptsDocumento6 pagineSyllabus: Android Training Course: 1. JAVA ConceptsVenkata Rao GudeNessuna valutazione finora
- ChE 4110 Process Control HW 1Documento6 pagineChE 4110 Process Control HW 1MalloryNessuna valutazione finora
- Introduction To Computer Graphics: Version 1.3, August 2021Documento456 pagineIntroduction To Computer Graphics: Version 1.3, August 2021Sharan K.KNessuna valutazione finora
- Iso 9117-3 2010Documento10 pagineIso 9117-3 2010havalNessuna valutazione finora
- VPN Risk Report Cybersecurity InsidersDocumento20 pagineVPN Risk Report Cybersecurity InsidersMaria PerezNessuna valutazione finora
- CompReg 13SEPTEMBER2023Documento2.725 pagineCompReg 13SEPTEMBER2023syed pashaNessuna valutazione finora
- Easa Ad 2023-0133 1Documento6 pagineEasa Ad 2023-0133 1Pedro LucasNessuna valutazione finora
- Attaei PDFDocumento83 pagineAttaei PDFHandsomē KumarNessuna valutazione finora
- BL ListDocumento8 pagineBL ListStraña Abigail Alonsabe Villacis100% (1)
- Boosting BARMM Infrastructure for Socio-Economic GrowthDocumento46 pagineBoosting BARMM Infrastructure for Socio-Economic GrowthEduardo LongakitNessuna valutazione finora
- Louise Bedford Trading InsightsDocumento80 pagineLouise Bedford Trading Insightsartendu100% (3)
- High Performance, Low Cost Microprocessor (US Patent 5530890)Documento49 pagineHigh Performance, Low Cost Microprocessor (US Patent 5530890)PriorSmartNessuna valutazione finora
- Lista 30 JulioDocumento2 pagineLista 30 JulioMax Bike MartinezNessuna valutazione finora
- Watson Studio - IBM CloudDocumento2 pagineWatson Studio - IBM CloudPurvaNessuna valutazione finora
- Multinational Business Finance 12th Edition Slides Chapter 12Documento33 pagineMultinational Business Finance 12th Edition Slides Chapter 12Alli Tobba100% (1)
- CeramicsDocumento39 pagineCeramicsD4-dc1 Kelas100% (1)
- Urinary: Rachel Neto, DVM, MS, DACVP May 28 2020Documento15 pagineUrinary: Rachel Neto, DVM, MS, DACVP May 28 2020Rachel AutranNessuna valutazione finora
- Install CH340 driver for ArduinoDocumento8 pagineInstall CH340 driver for Arduinosubbu jangamNessuna valutazione finora
- Next-Generation Widebody Conversion: in Service From 2017 ONWARDSDocumento6 pagineNext-Generation Widebody Conversion: in Service From 2017 ONWARDSAgusNessuna valutazione finora
- rfg040208 PDFDocumento2.372 paginerfg040208 PDFMr DungNessuna valutazione finora
- 7-Seater MPV: Kia SingaporeDocumento16 pagine7-Seater MPV: Kia SingaporeadiNessuna valutazione finora