Potrebbero piacerti anche
- Load SensingDocumento27 pagineLoad SensingRobert Gordon100% (6)
- Basic Hydraulic ValvesDocumento72 pagineBasic Hydraulic ValvesFajar Rahardika100% (1)
- Lecture 5 Hydraulic PressureDocumento47 pagineLecture 5 Hydraulic PressureSAMUEL MAKATANENessuna valutazione finora
- EatonDocumento143 pagineEatonBrayandPach100% (1)
- Piloteadora PDFDocumento514 paginePiloteadora PDFoscar el carevergaNessuna valutazione finora
- SM - VOLVO L180F WHEEL LOADER Service Repair ManualDocumento8 pagineSM - VOLVO L180F WHEEL LOADER Service Repair ManualEng-AhmedRashad0% (3)
- 2 Well PerformanceDocumento64 pagine2 Well Performancemarco antonioNessuna valutazione finora
- Control valve functions guideDocumento39 pagineControl valve functions guideAstrit StratiNessuna valutazione finora
- A Simple Pressure Safety Valve Calibration ProcedureDocumento5 pagineA Simple Pressure Safety Valve Calibration ProcedureBaran Shafqat0% (1)
- Steam Turbine ValvesDocumento16 pagineSteam Turbine ValvesBradley Nelson100% (5)
- General Electric Advanced Technology Manual Safety Relief Valve DifferencesDocumento13 pagineGeneral Electric Advanced Technology Manual Safety Relief Valve DifferencesHKVMVPVPV021511Nessuna valutazione finora
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Documento14 pagineInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Vladimir Illich Pinzon100% (2)
- Terex TSR 70 Parts Manual PDFDocumento38 pagineTerex TSR 70 Parts Manual PDFoscar el carevergaNessuna valutazione finora
- Terex TSR 70 Parts Manual PDFDocumento38 pagineTerex TSR 70 Parts Manual PDFoscar el carevergaNessuna valutazione finora
- Tribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingDa EverandTribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingValutazione: 1.5 su 5 stelle1.5/5 (2)
- Troubleshoooting Hydraulic System71742 - 10Documento7 pagineTroubleshoooting Hydraulic System71742 - 10honeyvish92Nessuna valutazione finora
- G0 - enDocumento267 pagineG0 - enoscar el carevergaNessuna valutazione finora
- Hydraulic System ComponentsDocumento23 pagineHydraulic System ComponentsRashiqah RazlanNessuna valutazione finora
- MT4400 Dump Control (Hoist) ValveDocumento15 pagineMT4400 Dump Control (Hoist) ValveJohn Gray0% (1)
- Slug Flow AnalysisDocumento32 pagineSlug Flow AnalysisSachin Chavan100% (3)
- Pressure Control ValvesDocumento49 paginePressure Control ValvesRagnar LodbrokNessuna valutazione finora
- 7-Directional Control ValvesDocumento45 pagine7-Directional Control ValvesMahmmod Al-QawasmehNessuna valutazione finora
- Pressure-Relief ValvesDocumento11 paginePressure-Relief ValvesbalaNessuna valutazione finora
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocumento6 pagineDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667Nessuna valutazione finora
- Study and testing of industrial pressure relief valvesDocumento4 pagineStudy and testing of industrial pressure relief valvesBhargava S PadmashaliNessuna valutazione finora
- Control Valve - Surge Relief Valve Selection GuideDocumento20 pagineControl Valve - Surge Relief Valve Selection GuideSriya PetikiriarachchigeNessuna valutazione finora
- Pressure ControlDocumento12 paginePressure ControlMohamed RashedNessuna valutazione finora
- Hydrualic Cylinder Drift ProblemDocumento5 pagineHydrualic Cylinder Drift Problemsai0% (1)
- Motores Honda GX160 - Despiece PDFDocumento17 pagineMotores Honda GX160 - Despiece PDFOscar Guerrero100% (2)
- Motores Honda GX160 - Despiece PDFDocumento17 pagineMotores Honda GX160 - Despiece PDFOscar Guerrero100% (2)
- Iso 91-1 - 1992Documento11 pagineIso 91-1 - 1992Sandra CalistoNessuna valutazione finora
- Existing:-Pitch Blade Turbine AgitatorDocumento5 pagineExisting:-Pitch Blade Turbine AgitatorPrathmesh Gujarati100% (1)
- Distributor ValveDocumento35 pagineDistributor Valverais79% (19)
- Pressure Safety ValvesDocumento15 paginePressure Safety Valvesh_abdullah100% (2)
- Safety ValvesDocumento8 pagineSafety ValvesvenkeekuNessuna valutazione finora
- Process Engineering: Facts, Fiction and FablesDa EverandProcess Engineering: Facts, Fiction and FablesValutazione: 3 su 5 stelle3/5 (2)
- Prevention of Actuator Emissions in the Oil and Gas IndustryDa EverandPrevention of Actuator Emissions in the Oil and Gas IndustryNessuna valutazione finora
- Mahindra Pik-Up (SC DC) LHD Abs Non-Abs Mhawk Eiv 2wd 4wd - Version 1 Sep 2011Documento151 pagineMahindra Pik-Up (SC DC) LHD Abs Non-Abs Mhawk Eiv 2wd 4wd - Version 1 Sep 2011Erik Varas73% (11)
- Mahindra Pik-Up (SC DC) LHD Abs Non-Abs Mhawk Eiv 2wd 4wd - Version 1 Sep 2011Documento151 pagineMahindra Pik-Up (SC DC) LHD Abs Non-Abs Mhawk Eiv 2wd 4wd - Version 1 Sep 2011Erik Varas73% (11)
- Design of AbsorberDocumento9 pagineDesign of Absorberhaseeb tahir50% (2)
- Choosing the Right Pressure Relief ValveDocumento17 pagineChoosing the Right Pressure Relief ValveJoseph JoseNessuna valutazione finora
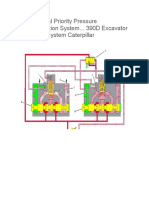
- PPPC Excavator 390d CatDocumento4 paginePPPC Excavator 390d CatJosé Carlos Camino GonzálezNessuna valutazione finora
- Valve Basic Concepts at HTTPDocumento8 pagineValve Basic Concepts at HTTPalone160162Nessuna valutazione finora
- FB - enDocumento21 pagineFB - enoscar el carevergaNessuna valutazione finora
- Lesson 4: Pressure Control Valves: Basic Hydraulic SystemsDocumento34 pagineLesson 4: Pressure Control Valves: Basic Hydraulic SystemsAbdelrahman SharafNessuna valutazione finora
- Valvulas de Control de PresionDocumento14 pagineValvulas de Control de PresionLauraPiñónNessuna valutazione finora
- 8 - PressurevalvesDocumento68 pagine8 - PressurevalvesMohamed ZahranNessuna valutazione finora
- HYZ Oil Pressure TankDocumento12 pagineHYZ Oil Pressure TankNguyễn Văn QuýNessuna valutazione finora
- HYZ Oil Pressure Tank PDFDocumento12 pagineHYZ Oil Pressure Tank PDFNguyễn Văn QuýNessuna valutazione finora
- Unit 3 - PART 2 OF 3 Control Components in Hydraulic SystemDocumento8 pagineUnit 3 - PART 2 OF 3 Control Components in Hydraulic SystemDagnachee TeguNessuna valutazione finora
- Pressure-Control Valves PDFDocumento15 paginePressure-Control Valves PDFRagab Abulmagd100% (1)
- Pressure Release Valve For 400mm PDFDocumento11 paginePressure Release Valve For 400mm PDFShree Krishna GoraNessuna valutazione finora
- TroubleshootingDocumento11 pagineTroubleshootingMaxwell Carrasco SantiNessuna valutazione finora
- Relief Valve RevisedDocumento3 pagineRelief Valve Revisedapi-611379115Nessuna valutazione finora
- Pressure Relief Valves: Operation, Maintenance and AdjustmentsDocumento15 paginePressure Relief Valves: Operation, Maintenance and AdjustmentsHarjasa AdhiNessuna valutazione finora
- 02 Final Basic Hydraulic (Module-II)Documento8 pagine02 Final Basic Hydraulic (Module-II)Pyae Phyoe AungNessuna valutazione finora
- Hydraulic SystemDocumento18 pagineHydraulic Systemamine100% (1)
- FM HydraulicsDocumento4 pagineFM HydraulicsOnkar KakadNessuna valutazione finora
- Midterm 1Documento2 pagineMidterm 1api-611543924Nessuna valutazione finora
- Functional AdvantageDocumento1 paginaFunctional AdvantageAklilu ZenebeNessuna valutazione finora
- Pilot-operated relief valve: How it worksDocumento2 paginePilot-operated relief valve: How it worksMikelaNessuna valutazione finora
- Sistema HidráulicoDocumento36 pagineSistema HidráulicoValdir AlexandreNessuna valutazione finora
- Tech DescripDocumento3 pagineTech Descripapi-617782251Nessuna valutazione finora
- TRG Handout S L-0 Part 2Documento25 pagineTRG Handout S L-0 Part 2RamprasadKarmakarNessuna valutazione finora
- Flow CTRL Valve Unit3l6Documento32 pagineFlow CTRL Valve Unit3l6KJDNKJZEFNessuna valutazione finora
- Pressure Relief Valves ExplainedDocumento11 paginePressure Relief Valves ExplainedNyoman RakaNessuna valutazione finora
- How Hydraulic Valve Lifters WorkDocumento1 paginaHow Hydraulic Valve Lifters WorkSanket Sabale100% (1)
- Apled - Description ReportDocumento3 pagineApled - Description Reportapi-610293921Nessuna valutazione finora
- Surge Relief Valve Definition Function Types Sizing SelectionDocumento6 pagineSurge Relief Valve Definition Function Types Sizing Selectionkamala 123Nessuna valutazione finora
- Hydraulic System Sections ExplainedDocumento34 pagineHydraulic System Sections ExplainedRafał DworakNessuna valutazione finora
- AIS Exp No 6Documento3 pagineAIS Exp No 6Abhijit SomnatheNessuna valutazione finora
- VALVE TYPES AssignmentDocumento10 pagineVALVE TYPES Assignmentbabe100% (2)
- Unit 3 ValvesDocumento32 pagineUnit 3 ValvesKha Mn100% (2)
- What Is Capacity Control?: The Simplest Forms of Controlling The Room Temperature AreDocumento7 pagineWhat Is Capacity Control?: The Simplest Forms of Controlling The Room Temperature ArearunNessuna valutazione finora
- Priorety and Orbitrol CircuitDocumento23 paginePriorety and Orbitrol CircuitIslam ShoukryNessuna valutazione finora
- Marvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SDa EverandMarvel Carbureter and Heat Control As Used on Series 691 Nash Sixes Booklet SNessuna valutazione finora
- Crankshaft Front Seal - Remove and Install: SMCS - 1160-010Documento20 pagineCrankshaft Front Seal - Remove and Install: SMCS - 1160-010oscar el carevergaNessuna valutazione finora
- Barniz Dielctrico 3900 TdsDocumento2 pagineBarniz Dielctrico 3900 Tdsoscar el carevergaNessuna valutazione finora
- Tronzadora Stel701-B3Documento4 pagineTronzadora Stel701-B3oscar el carevergaNessuna valutazione finora
- Disassembly and Assembly BushingDocumento5 pagineDisassembly and Assembly Bushingoscar el carevergaNessuna valutazione finora
- Mini Cargado 440 7-9733-CD PDFDocumento1.820 pagineMini Cargado 440 7-9733-CD PDFoscar el carevergaNessuna valutazione finora
- Systems OperationDocumento28 pagineSystems Operationoscar el careverga100% (1)
- Mazda 62622 If 2Documento20 pagineMazda 62622 If 2Marshall Jnr MaðzingaNessuna valutazione finora
- Tronzadora Stel701-B3Documento4 pagineTronzadora Stel701-B3oscar el carevergaNessuna valutazione finora
- HPC220 Consumables and Wear PartsDocumento11 pagineHPC220 Consumables and Wear Partsoscar el careverga100% (2)
- Eh1600 BrakesDocumento64 pagineEh1600 Brakesoscar el careverga100% (1)
- Lesson 7: Cylinders: Basic Hydraulic SystemsDocumento12 pagineLesson 7: Cylinders: Basic Hydraulic Systemsoscar el carevergaNessuna valutazione finora
- 4-Hydraulic Fluids PDFDocumento13 pagine4-Hydraulic Fluids PDFMahmmod Al-QawasmehNessuna valutazione finora
- Unit 4: Hydraulic Fundamentals - Pilot Operated Hydraulic SystemDocumento28 pagineUnit 4: Hydraulic Fundamentals - Pilot Operated Hydraulic Systemoscar el carevergaNessuna valutazione finora
- Unit 2: Hydraulic Fundamentals - Hydraulic PrinciplesDocumento20 pagineUnit 2: Hydraulic Fundamentals - Hydraulic Principlesoscar el carevergaNessuna valutazione finora
- Sany sr250Documento32 pagineSany sr250oscar el carevergaNessuna valutazione finora
- Lesson 4: Pressure Control Valves: Basic Hydraulic SystemsDocumento24 pagineLesson 4: Pressure Control Valves: Basic Hydraulic Systemsoscar el carevergaNessuna valutazione finora
- 1-Hydraulics TanksDocumento5 pagine1-Hydraulics Tanksmohammed rafatNessuna valutazione finora
- 4-Hydraulic Fluids PDFDocumento13 pagine4-Hydraulic Fluids PDFMahmmod Al-QawasmehNessuna valutazione finora
- Flow Measurement Lab EquipmentDocumento2 pagineFlow Measurement Lab EquipmentAli HadiNessuna valutazione finora
- What is a centrifugal pumpDocumento13 pagineWhat is a centrifugal pumpKashif AdeemNessuna valutazione finora
- A Review of One-Dimensional Unsteady Friction Models For Transient Pipe FlowDocumento11 pagineA Review of One-Dimensional Unsteady Friction Models For Transient Pipe FlowBhuvanaNessuna valutazione finora
- Lubricants price list from Idemitsu and UnioilDocumento2 pagineLubricants price list from Idemitsu and UnioilFsm LubricantsNessuna valutazione finora
- Week - 06b (Refrigeraiton System Components)Documento25 pagineWeek - 06b (Refrigeraiton System Components)Suaid Tariq BalghariNessuna valutazione finora
- Producing Ricc-Gas-Condensate Reservoirs (Case Study)Documento6 pagineProducing Ricc-Gas-Condensate Reservoirs (Case Study)Daniel DamboNessuna valutazione finora
- Exp F4 - System and Pump CharacteristicsDocumento6 pagineExp F4 - System and Pump CharacteristicsMohamad IkhwanNessuna valutazione finora
- Hydrolub HmaxDocumento1 paginaHydrolub HmaxOlivier DupNessuna valutazione finora
- Fluid Flow P1Documento31 pagineFluid Flow P1NURIN JAZLIENA BINTI HAZIZAN / UPMNessuna valutazione finora
- Lubricating Oil System Intervals59-003Documento3 pagineLubricating Oil System Intervals59-003LaiqNessuna valutazione finora
- Fluid MechanicsDocumento57 pagineFluid MechanicsKa Ye DimatatacNessuna valutazione finora
- Turbomachinery Design and Theory - R. S. R. Gorla and A. A. KhanDocumento179 pagineTurbomachinery Design and Theory - R. S. R. Gorla and A. A. KhanaliNessuna valutazione finora
- Meycauayan BulacanDocumento2 pagineMeycauayan BulacanDalton Erick Suyosa BaltazarNessuna valutazione finora
- Thermal EOR Methods GuideDocumento42 pagineThermal EOR Methods GuidePetroleum PetroleumNessuna valutazione finora
- Water Security Through Sound Resource ManagementDocumento6 pagineWater Security Through Sound Resource ManagementShiva DhangeNessuna valutazione finora
- CV 1144 Us MNSD U CopesDocumento8 pagineCV 1144 Us MNSD U CopesphaindikaNessuna valutazione finora
- The Bernoulli Equation & Crocco’s TheoremDocumento4 pagineThe Bernoulli Equation & Crocco’s TheoremJohn BirdNessuna valutazione finora
- DOSH PresentationDocumento33 pagineDOSH PresentationarepNessuna valutazione finora
- Liquid CargoesDocumento21 pagineLiquid CargoesRishad PatlaNessuna valutazione finora
- AIR COMPRESSOR SALES AND SERVICE - Gardner Denver Parts, Champion Parts, Champion Air Compressor PartsDocumento10 pagineAIR COMPRESSOR SALES AND SERVICE - Gardner Denver Parts, Champion Parts, Champion Air Compressor PartsAndrés ChávezNessuna valutazione finora
- Lecture 1 Lubrication Regime and TheoryDocumento17 pagineLecture 1 Lubrication Regime and TheoryAziful AimanNessuna valutazione finora
- Chapter 3 - Principle of Hyrdrostatics (Lecture)Documento11 pagineChapter 3 - Principle of Hyrdrostatics (Lecture)John Philip Nadal IIINessuna valutazione finora
- VISCOPROPDocumento2 pagineVISCOPROPSamiir ÁlbertoNessuna valutazione finora
- Lubeworks - Bomba de Aceite.Documento1 paginaLubeworks - Bomba de Aceite.ventas freyreNessuna valutazione finora