Potrebbero piacerti anche
- Theory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsDa EverandTheory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsNessuna valutazione finora
- A Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsDa EverandA Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsValutazione: 3 su 5 stelle3/5 (1)
- yARN TWIST ANGLEDocumento8 pagineyARN TWIST ANGLESabeeh Ul HassanNessuna valutazione finora
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - Features - The ITJDocumento6 pagineEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - Features - The ITJBoubker Kharchafi100% (1)
- 6309-Article Text PDF-10067-1-10-20130718Documento19 pagine6309-Article Text PDF-10067-1-10-20130718Sunil JoshiiNessuna valutazione finora
- Tightness FactorDocumento2 pagineTightness FactorAbi NikilNessuna valutazione finora
- Knitting Technology: Module - 5: FAQDocumento7 pagineKnitting Technology: Module - 5: FAQGhandi AhmadNessuna valutazione finora
- Some Aspects of Weft KnittingDocumento5 pagineSome Aspects of Weft KnittingPushkar AwasthiNessuna valutazione finora
- Yarn Diameter Diameter Variation and StrengthDocumento4 pagineYarn Diameter Diameter Variation and StrengthGhandi AhmadNessuna valutazione finora
- Evaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesDocumento7 pagineEvaluation of Real Yarn Diameter - Processing, Dyeing & Finishing - FeaturesTrinhTruongNessuna valutazione finora
- Ghada Ali Abou-NassifDocumento10 pagineGhada Ali Abou-NassifhawNessuna valutazione finora
- Ghada Ali Abou-NassifDocumento10 pagineGhada Ali Abou-NassifhawNessuna valutazione finora
- Yarn Diameter and Strength - Relationship PDFDocumento5 pagineYarn Diameter and Strength - Relationship PDFTuan Nguyen MinhNessuna valutazione finora
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDocumento57 pagineChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNessuna valutazione finora
- Estimating The Linear Density of Fancy Ribbon-Type Yarns and The Structure Indices of Fabrics Knitted From ThemDocumento3 pagineEstimating The Linear Density of Fancy Ribbon-Type Yarns and The Structure Indices of Fabrics Knitted From ThemMuhammad UmairNessuna valutazione finora
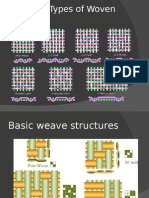
- Common Types of Woven FabricDocumento73 pagineCommon Types of Woven Fabricsayem1563100% (2)
- Peening and Coverage: NHK Co.Documento7 paginePeening and Coverage: NHK Co.TIẾN LÊ VĂNNessuna valutazione finora
- Evenness: Methods of Measuring Yarn EvennessDocumento14 pagineEvenness: Methods of Measuring Yarn EvennessJuan CubasNessuna valutazione finora
- Tear, Bursting, TensileDocumento5 pagineTear, Bursting, TensileNirbhay SharmaNessuna valutazione finora
- Ijftr 39 (2) 153-156 PDFDocumento4 pagineIjftr 39 (2) 153-156 PDFSonal chuahanNessuna valutazione finora
- Friction SpinningDocumento8 pagineFriction SpinningVenkat Prasanna50% (2)
- 11 Fabric GeometryDocumento30 pagine11 Fabric GeometryUday RajNessuna valutazione finora
- U% & C.V%Documento4 pagineU% & C.V%Sabeen JahanzebNessuna valutazione finora
- National Textile Universit Y: Department of Fabric ManufacturingDocumento4 pagineNational Textile Universit Y: Department of Fabric ManufacturingasharwaqarNessuna valutazione finora
- YarnDocumento9 pagineYarnmuthuguru259474Nessuna valutazione finora
- Yarn TwistDocumento9 pagineYarn Twistamar9247100% (1)
- Knitting GSM CalculationsDocumento11 pagineKnitting GSM CalculationsQasim Abbas Bhatti100% (2)
- Knitting GSM Calculations PDFDocumento11 pagineKnitting GSM Calculations PDFHifza khalidNessuna valutazione finora
- Module 3: Web Bonding ProcessesDocumento30 pagineModule 3: Web Bonding ProcessesNAGARJUNNessuna valutazione finora
- Vinesh 3Documento5 pagineVinesh 3ShuBham GoelNessuna valutazione finora
- Yarn TwistDocumento23 pagineYarn TwistMohammed Atiqul Hoque Chowdhury100% (1)
- Factors Influencing Yarn Strength CV PDFDocumento5 pagineFactors Influencing Yarn Strength CV PDFTuan Nguyen MinhNessuna valutazione finora
- Relationship Between Yarn Count and TwistDocumento10 pagineRelationship Between Yarn Count and TwistMohammed Atiqul Hoque ChowdhuryNessuna valutazione finora
- Yarn GeomatryDocumento4 pagineYarn GeomatryTanzir AhmmadNessuna valutazione finora
- Common Types of Woven FabricDocumento73 pagineCommon Types of Woven FabricAnuj Agrawal100% (1)
- Subject Name: Textile Testing and Quality Control-2Documento7 pagineSubject Name: Textile Testing and Quality Control-2Ahasn HabibNessuna valutazione finora
- Uster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsDocumento14 pagineUster Analysis of Cotton/polyester Blended Spun Yarns With Different CountsQuocHuynhNessuna valutazione finora
- Yarn QualityDocumento4 pagineYarn Qualityalireza vahabi100% (1)
- Characterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertiesDocumento6 pagineCharacterization of Low Twist Yarn: Effect of Twist On Physical and Mechanical PropertieshawNessuna valutazione finora
- Predicting The CTE For Textile Composites Based On A Unit Cell ApproachDocumento8 paginePredicting The CTE For Textile Composites Based On A Unit Cell ApproachShrey PatelNessuna valutazione finora
- CH 3 Geometric Model To Predict Wowen Fabric PropertiesDocumento60 pagineCH 3 Geometric Model To Predict Wowen Fabric PropertiesAmit pandeyNessuna valutazione finora
- Object XMLDocumentDocumento6 pagineObject XMLDocumentsitu_texNessuna valutazione finora
- Yarn ClearingDocumento8 pagineYarn ClearingSagar ShriNessuna valutazione finora
- Minimum Pulley Diameters - Fenner DunlopDocumento6 pagineMinimum Pulley Diameters - Fenner Dunlopluis martinezNessuna valutazione finora
- Ticket Number BP 24Documento2 pagineTicket Number BP 24Ashish GuptaNessuna valutazione finora
- Ijftr 8 (4) 105-110Documento6 pagineIjftr 8 (4) 105-110Digvijay SinghNessuna valutazione finora
- The Effects of The Twist Are TwofoldDocumento9 pagineThe Effects of The Twist Are TwofoldFahima RashidNessuna valutazione finora
- Yarn TwistDocumento36 pagineYarn TwistMd Ahasan HabibNessuna valutazione finora
- TEXTILE TESTING ProceduresDocumento94 pagineTEXTILE TESTING ProceduresGopika G Nair0% (1)
- Spinning Performance of Open End Yarn As Affected by Some Processing VariablesDocumento4 pagineSpinning Performance of Open End Yarn As Affected by Some Processing VariablesHamid MovahedNessuna valutazione finora
- Knits LudhianaDocumento25 pagineKnits LudhianaRoha RohaNessuna valutazione finora
- Compact Cotton YarnDocumento5 pagineCompact Cotton Yarnmlganesh666Nessuna valutazione finora
- Yarn EvennessDocumento8 pagineYarn EvennessMuhammad Qamar TusiefNessuna valutazione finora
- Man Made Fibre Filament and YarnDocumento26 pagineMan Made Fibre Filament and YarnNarayanan Balasubramanian100% (1)
- Paper (Total Appearance Value)Documento8 paginePaper (Total Appearance Value)ravibabayNessuna valutazione finora
- Project On Knitted Fabric ParametreDocumento47 pagineProject On Knitted Fabric Parametresaifsabid82% (22)
- Baby Hats to Crochet: 10 Fun Designs for Newborn to 12 MonthsDa EverandBaby Hats to Crochet: 10 Fun Designs for Newborn to 12 MonthsValutazione: 5 su 5 stelle5/5 (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsDa EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNessuna valutazione finora
- Physical Pharmaceutics-II Lab Manual as per the PCI SyllabusDa EverandPhysical Pharmaceutics-II Lab Manual as per the PCI SyllabusNessuna valutazione finora
- TD 3rd-Sem WP-notesDocumento67 pagineTD 3rd-Sem WP-notesAshok ShanmugamNessuna valutazione finora
- Auto ConerDocumento47 pagineAuto Conerkaniappan sakthivelNessuna valutazione finora
- Yarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantDocumento28 pagineYarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantAshok ShanmugamNessuna valutazione finora
- Post A Status PDFDocumento205 paginePost A Status PDFAshok ShanmugamNessuna valutazione finora
- YarnDocumento67 pagineYarnAshok ShanmugamNessuna valutazione finora
- Yarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantDocumento28 pagineYarn Diameter, Specific Volume and Packing Density: N.Balasubramanian Retd. Jt. Director (BTRA) and ConsultantAshok ShanmugamNessuna valutazione finora
- Auto ConerDocumento47 pagineAuto Conerkaniappan sakthivelNessuna valutazione finora
- Werewolf The Apocalypse 20th Anniversary Character SheetDocumento6 pagineWerewolf The Apocalypse 20th Anniversary Character SheetKynanNessuna valutazione finora
- Class XI Economics 2011Documento159 pagineClass XI Economics 2011Ramita Udayashankar0% (1)
- TRUE/FALSE. Write 'T' If The Statement Is True and 'F' If The Statement Is FalseDocumento44 pagineTRUE/FALSE. Write 'T' If The Statement Is True and 'F' If The Statement Is FalseYukiNessuna valutazione finora
- July 2006 Bar Exam Louisiana Code of Civil ProcedureDocumento11 pagineJuly 2006 Bar Exam Louisiana Code of Civil ProcedureDinkle KingNessuna valutazione finora
- Two Steps Individualized ACTH Therapy For West SyndromeDocumento1 paginaTwo Steps Individualized ACTH Therapy For West SyndromeDrAmjad MirzanaikNessuna valutazione finora
- Pier Cap Corbel 30m SGDocumento3 paginePier Cap Corbel 30m SGSM ConsultantsNessuna valutazione finora
- DockerDocumento35 pagineDocker2018pgicsankush10Nessuna valutazione finora
- Gprs/Umts: IAB Workshop February 29 - March 2, 2000 Jonne Soininen NokiaDocumento34 pagineGprs/Umts: IAB Workshop February 29 - March 2, 2000 Jonne Soininen NokiaSajid HussainNessuna valutazione finora
- HDFCDocumento60 pagineHDFCPukhraj GehlotNessuna valutazione finora
- Development of International School at Simhachalam, VisakhapatnamDocumento4 pagineDevelopment of International School at Simhachalam, VisakhapatnammathangghiNessuna valutazione finora
- Leading A Multi-Generational Workforce:: An Employee Engagement & Coaching GuideDocumento5 pagineLeading A Multi-Generational Workforce:: An Employee Engagement & Coaching GuidekellyNessuna valutazione finora
- 6 Special Favors Given To Muhammad ( ) by Allah (Notes) - AuthenticTauheed PublicationsDocumento10 pagine6 Special Favors Given To Muhammad ( ) by Allah (Notes) - AuthenticTauheed PublicationsAuthenticTauheedNessuna valutazione finora
- COPARDocumento21 pagineCOPARLloyd Rafael EstabilloNessuna valutazione finora
- Model United Nations at Home Code of ConductDocumento3 pagineModel United Nations at Home Code of ConductAryan KashyapNessuna valutazione finora
- BcuDocumento25 pagineBcuyadvendra dhakadNessuna valutazione finora
- Assignment 2 Format Baru 17042011Documento8 pagineAssignment 2 Format Baru 17042011Noor Zilawati SabtuNessuna valutazione finora
- The Health Anxiety Inventory Development and Validation of Scales For The Measurement of Health Anxiety and HypochondriasisDocumento11 pagineThe Health Anxiety Inventory Development and Validation of Scales For The Measurement of Health Anxiety and HypochondriasisJan LAWNessuna valutazione finora
- XT 125Documento54 pagineXT 125ToniNessuna valutazione finora
- A1 - The Canterville Ghost WorksheetsDocumento8 pagineA1 - The Canterville Ghost WorksheetsТатьяна ЩукинаNessuna valutazione finora
- Quiz MicrobiologyDocumento65 pagineQuiz MicrobiologyMedShare98% (51)
- TestertDocumento10 pagineTestertjaiNessuna valutazione finora
- NetEco Commissioning Guide (V200R003C01 - 01) (PDF) - enDocumento116 pagineNetEco Commissioning Guide (V200R003C01 - 01) (PDF) - enabdo elmozogyNessuna valutazione finora
- Indian Retail Industry: Structure, Drivers of Growth, Key ChallengesDocumento15 pagineIndian Retail Industry: Structure, Drivers of Growth, Key ChallengesDhiraj YuvrajNessuna valutazione finora
- MCSE Sample QuestionsDocumento19 pagineMCSE Sample QuestionsSuchitKNessuna valutazione finora
- Flores Vs Drilon G R No 104732 June 22Documento1 paginaFlores Vs Drilon G R No 104732 June 22Henrick YsonNessuna valutazione finora
- Past Paper1Documento8 paginePast Paper1Ne''ma Khalid Said Al HinaiNessuna valutazione finora
- Decemeber 2020 Examinations: Suggested Answers ToDocumento41 pagineDecemeber 2020 Examinations: Suggested Answers ToDipen AdhikariNessuna valutazione finora
- CTY1 Assessments Unit 6 Review Test 1Documento5 pagineCTY1 Assessments Unit 6 Review Test 1'Shanned Gonzalez Manzu'Nessuna valutazione finora
- Solar SystemDocumento3 pagineSolar SystemKim CatherineNessuna valutazione finora
- Assisted Reproductive Technology945Documento35 pagineAssisted Reproductive Technology945Praluki HerliawanNessuna valutazione finora