Potrebbero piacerti anche
- Microcut STDSCR Manual Rev 498 PDFDocumento82 pagineMicrocut STDSCR Manual Rev 498 PDFfroilan ochoaNessuna valutazione finora
- POLAR Cutting Machine D 66 ProductsheetDocumento2 paginePOLAR Cutting Machine D 66 ProductsheetKanniyappan GounderNessuna valutazione finora
- Technical Training For Emc Ii EM SD - P: (Types 92, 115, 137, 155)Documento9 pagineTechnical Training For Emc Ii EM SD - P: (Types 92, 115, 137, 155)Miguel Juan De DiosNessuna valutazione finora
- Sheet Alignment ControlDocumento13 pagineSheet Alignment Controlمحمد محمودNessuna valutazione finora
- Technical Information For PERFECTA PREMIUM LineDocumento9 pagineTechnical Information For PERFECTA PREMIUM LineDevraj KulasekarNessuna valutazione finora
- Description of Compucut® GO Scope of SupplyDocumento2 pagineDescription of Compucut® GO Scope of SupplyKanniyappan GounderNessuna valutazione finora
- Drystar 2000 CanDocumento40 pagineDrystar 2000 CanAnh VinhNessuna valutazione finora
- EF-35 - Service ManualDocumento53 pagineEF-35 - Service ManualsudalfaNessuna valutazione finora
- Computer Control: Control Processor UC Control Processor TVDocumento23 pagineComputer Control: Control Processor UC Control Processor TVmaxxiss50% (2)
- Duplo DB-200 Instruction Manual Perfect Binding DB-200Documento18 pagineDuplo DB-200 Instruction Manual Perfect Binding DB-200Javier Rivera100% (1)
- Marketed and Distributed By:: Monotech Systems LimitedDocumento7 pagineMarketed and Distributed By:: Monotech Systems Limitedkathir_cNessuna valutazione finora
- CITYLINE EXPRESS 4 Page Newspaper Offset PressDocumento4 pagineCITYLINE EXPRESS 4 Page Newspaper Offset Presssunil kambleNessuna valutazione finora
- Technical Data CD102 PDFDocumento2 pagineTechnical Data CD102 PDFSegaf Sang Pengelana100% (2)
- MC 8Documento46 pagineMC 8Christian Marcelo VallejosNessuna valutazione finora
- Accucut-Tc ManualDocumento23 pagineAccucut-Tc ManualNaresh KumarNessuna valutazione finora
- Baumcut 26.4 ProgrammableDocumento98 pagineBaumcut 26.4 ProgrammableraduroNessuna valutazione finora
- MACHINERY EUROPE HEIDELBERG SM 74 - 5 H OFFSET PRINTING MACHINEDocumento2 pagineMACHINERY EUROPE HEIDELBERG SM 74 - 5 H OFFSET PRINTING MACHINEMagros TamNessuna valutazione finora
- 1-1 Checking The Installation SpaceDocumento9 pagine1-1 Checking The Installation SpaceManuel VidalNessuna valutazione finora
- Ryobi-512 Crestlain - ESPAÑOLDocumento68 pagineRyobi-512 Crestlain - ESPAÑOLvergamás1Nessuna valutazione finora
- Keyence FS-V22 使用說明Documento4 pagineKeyence FS-V22 使用說明Lúcio M Miranda LimaNessuna valutazione finora
- 16 - Chapter 8 PDFDocumento60 pagine16 - Chapter 8 PDFJavier Martinez CañalNessuna valutazione finora
- Bobst SP 900-180 T - Unkn.: Van Gompel Grafische Machines BV NetherlandsDocumento1 paginaBobst SP 900-180 T - Unkn.: Van Gompel Grafische Machines BV NetherlandscokavolitangoNessuna valutazione finora
- POLAR Productsheet 137Documento6 paginePOLAR Productsheet 137Syed Hassan TariqNessuna valutazione finora
- Gto Montaje de AlastraDocumento88 pagineGto Montaje de AlastraTecnico Artes GraficasNessuna valutazione finora
- Train Ticket - Pune To TATADocumento2 pagineTrain Ticket - Pune To TATAKESHAV RASAILYNessuna valutazione finora
- PT-R8600 Electric Circuit Diagram: G.AppendicesDocumento81 paginePT-R8600 Electric Circuit Diagram: G.AppendicesBenjamin100% (1)
- 11493PQC Data Manager enDocumento95 pagine11493PQC Data Manager enHiếu TrầnNessuna valutazione finora
- SM 74Documento27 pagineSM 74mail4281Nessuna valutazione finora
- Computer Control: Control Processor UC Control Processor TVDocumento23 pagineComputer Control: Control Processor UC Control Processor TVmaxxiss75% (4)
- Service Instructions: PERFECTA 76 / 92 / 115 / 132 / 168 Uc / TVDocumento32 pagineService Instructions: PERFECTA 76 / 92 / 115 / 132 / 168 Uc / TVmaxxissNessuna valutazione finora
- Maintenance - Repair MO PDFDocumento342 pagineMaintenance - Repair MO PDFjose100% (2)
- Film Processor Operation Manual: Protec Medizintechnik GMBH & Co. KGDocumento46 pagineFilm Processor Operation Manual: Protec Medizintechnik GMBH & Co. KGEdward Pérez ArangurenNessuna valutazione finora
- POLAR - Cutting in PracticeDocumento24 paginePOLAR - Cutting in PracticePetrtmNessuna valutazione finora
- Module 5 - SoftwareDocumento16 pagineModule 5 - Softwareshiva100% (1)
- KBA-Rapida106SPC T Part EnglDocumento8 pagineKBA-Rapida106SPC T Part EnglKBR Graphics CanadaNessuna valutazione finora
- Pages From Operation 78ed 176eedv400 - eDocumento8 paginePages From Operation 78ed 176eedv400 - eNaresh KumarNessuna valutazione finora
- 1 Preface: 1.1 Notes For The ReaderDocumento14 pagine1 Preface: 1.1 Notes For The Readerahmed samierNessuna valutazione finora
- Technical Data Speedmaster SM 102: Printing Stock Blanket CylinderDocumento1 paginaTechnical Data Speedmaster SM 102: Printing Stock Blanket CylinderAHMED MALALNessuna valutazione finora
- 4995A ICS BrochureDocumento8 pagine4995A ICS BrochureGerardo BernardoNessuna valutazione finora
- Elantrix DX User's ManualDocumento30 pagineElantrix DX User's ManualCesar AugustoNessuna valutazione finora
- Troubleshooting: Paper GuillotineDocumento21 pagineTroubleshooting: Paper GuillotineAmro FaisalNessuna valutazione finora
- Ryobi 3200 PDFDocumento139 pagineRyobi 3200 PDFKevinSuriyanNessuna valutazione finora
- Heidelberg Gto 52 31360Documento1 paginaHeidelberg Gto 52 31360samaouiNessuna valutazione finora
- SAK2 Memory Analog BoardDocumento7 pagineSAK2 Memory Analog BoardErman GÖGENNessuna valutazione finora
- Catalog Piese INTROMA-ZD-2SR StandardDocumento17 pagineCatalog Piese INTROMA-ZD-2SR StandardAnonymous 2MRGC0w1100% (1)
- 1 Printing Unit ChecklistDocumento5 pagine1 Printing Unit ChecklistMagnus BergmanNessuna valutazione finora
- Heidelberg GTO Old Style PDFDocumento88 pagineHeidelberg GTO Old Style PDFLuis Carlos Madera CarrollNessuna valutazione finora
- Heidelberg FlyerDocumento11 pagineHeidelberg Flyerdamar saktiNessuna valutazione finora
- Interface AdapterDocumento16 pagineInterface AdapterAnthonyNessuna valutazione finora
- User ElantrixDocumento11 pagineUser Elantrixwdanel2428Nessuna valutazione finora
- Design & Implementation of Motion Controller For Industrial Paper Cutting MachineDocumento7 pagineDesign & Implementation of Motion Controller For Industrial Paper Cutting MachineEditor IJRITCCNessuna valutazione finora
- Triumph 6660 Parts ListDocumento18 pagineTriumph 6660 Parts ListD_moneyNessuna valutazione finora
- Aggregates: Service Training MechanikDocumento24 pagineAggregates: Service Training Mechanikfroilan ochoaNessuna valutazione finora
- InkZone Supported Presses and Consoles PDFDocumento33 pagineInkZone Supported Presses and Consoles PDFالشعراوي مركز خدمات وصيانةNessuna valutazione finora
- Heidelberg Kord 64 101949Documento1 paginaHeidelberg Kord 64 101949mohamed riad bensalemNessuna valutazione finora
- 'Docslide - Us - Prinect Signa Station Users Guide en PDFDocumento359 pagine'Docslide - Us - Prinect Signa Station Users Guide en PDFResimasc González100% (1)
- Heidelberg SM 102-4p 25731Documento2 pagineHeidelberg SM 102-4p 25731karimNessuna valutazione finora
- Special Equipment: Service Training MechanikDocumento16 pagineSpecial Equipment: Service Training Mechanikfroilan ochoa100% (1)
- Owner's Manual: 1260 Holm Road, Suite C Petaluma, CA USA 94954 Phone 707-776-4500 FAX 707-776-4555Documento32 pagineOwner's Manual: 1260 Holm Road, Suite C Petaluma, CA USA 94954 Phone 707-776-4500 FAX 707-776-4555cristian scharffNessuna valutazione finora
- Microcut Basic ManualDocumento59 pagineMicrocut Basic ManualkrishnajielectricNessuna valutazione finora
- Downloaded From Manuals Search EngineDocumento50 pagineDownloaded From Manuals Search EnginePedro IsmaelNessuna valutazione finora
- ICTE5 Thru ICTE18C, 1N6373 Thru 1N6386 T Z Transient Voltage SuppressorsDocumento5 pagineICTE5 Thru ICTE18C, 1N6373 Thru 1N6386 T Z Transient Voltage SuppressorsPedro IsmaelNessuna valutazione finora
- Intelligent Power Device ICDocumento3 pagineIntelligent Power Device ICPedro IsmaelNessuna valutazione finora
- BT33FDocumento1 paginaBT33FPedro IsmaelNessuna valutazione finora
- ICTE5 Thru ICTE18C, 1N6373 Thru 1N6386 T Z Transient Voltage SuppressorsDocumento5 pagineICTE5 Thru ICTE18C, 1N6373 Thru 1N6386 T Z Transient Voltage SuppressorsPedro IsmaelNessuna valutazione finora
- Laundry Center Dryer Tech Data Sheet: NO - Normally Open NTC - NTC Thermistor MCF - Machine Configuration FileDocumento40 pagineLaundry Center Dryer Tech Data Sheet: NO - Normally Open NTC - NTC Thermistor MCF - Machine Configuration FilePedro IsmaelNessuna valutazione finora
- Bosch Ic cg902 903 904Documento8 pagineBosch Ic cg902 903 904SaadNessuna valutazione finora
- BT33FDocumento1 paginaBT33FPedro IsmaelNessuna valutazione finora
- Instrukciya F5-A E H Ver.4.4 (En)Documento552 pagineInstrukciya F5-A E H Ver.4.4 (En)Pedro IsmaelNessuna valutazione finora
- w25q64fw Revd 032513Documento96 paginew25q64fw Revd 032513Aldemir Fernando BattagliaNessuna valutazione finora
- Is Now Part ofDocumento9 pagineIs Now Part ofUncle PaneNessuna valutazione finora
- Switching Applications Solenoid Drive Applications: Absolute Maximum RatingsDocumento5 pagineSwitching Applications Solenoid Drive Applications: Absolute Maximum RatingsPedro IsmaelNessuna valutazione finora
- Products Catalog Index: Part No. Manufacturer Description URL PriceDocumento9 pagineProducts Catalog Index: Part No. Manufacturer Description URL PricePedro IsmaelNessuna valutazione finora
- Jameco Part Number 909409: Distributed byDocumento21 pagineJameco Part Number 909409: Distributed byWaroaNessuna valutazione finora
- Avago HCPL 2630 DatasheetDocumento23 pagineAvago HCPL 2630 DatasheetPedro IsmaelNessuna valutazione finora
- Precision Cleaning Range BrochureDocumento12 paginePrecision Cleaning Range BrochurePedro IsmaelNessuna valutazione finora
- PCM56P PCM56U: FeaturesDocumento18 paginePCM56P PCM56U: Featurestrinh_anhtuNessuna valutazione finora
- rp130 Ea 1770656 PDFDocumento29 paginerp130 Ea 1770656 PDFPedro IsmaelNessuna valutazione finora
- MM1Z2V0 MM1Z75: Silicon Planar Zener DiodesDocumento5 pagineMM1Z2V0 MM1Z75: Silicon Planar Zener DiodesPedro IsmaelNessuna valutazione finora
- Product Profile: MMIC Wideband Medium Power AmplifierDocumento13 pagineProduct Profile: MMIC Wideband Medium Power AmplifierPedro IsmaelNessuna valutazione finora
- Product Profile: MMIC Wideband Medium Power AmplifierDocumento13 pagineProduct Profile: MMIC Wideband Medium Power AmplifierPedro IsmaelNessuna valutazione finora
- Product Profile: MMIC Wideband Medium Power AmplifierDocumento13 pagineProduct Profile: MMIC Wideband Medium Power AmplifierPedro IsmaelNessuna valutazione finora
- rp130 Ea 1770656 PDFDocumento29 paginerp130 Ea 1770656 PDFPedro IsmaelNessuna valutazione finora
- HEF4040BDocumento13 pagineHEF4040BPedro IsmaelNessuna valutazione finora
- rp130 Ea 1770656 PDFDocumento29 paginerp130 Ea 1770656 PDFPedro IsmaelNessuna valutazione finora
- Cny 64Documento9 pagineCny 64Pedro IsmaelNessuna valutazione finora
- rp130 Ea 1770656 PDFDocumento29 paginerp130 Ea 1770656 PDFPedro IsmaelNessuna valutazione finora
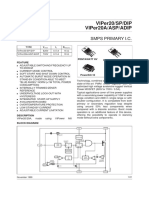
- VIPer20/SP/DIP and VIPer20A/ASP/ADIP SMPS ICs technical overviewDocumento22 pagineVIPer20/SP/DIP and VIPer20A/ASP/ADIP SMPS ICs technical overviewpromatis5746Nessuna valutazione finora
- LPR 30Documento11 pagineLPR 30Pedro IsmaelNessuna valutazione finora
- L 6386 eDocumento19 pagineL 6386 ePedro IsmaelNessuna valutazione finora
- Prlude No BWV in C MinorDocumento3 paginePrlude No BWV in C MinorFrédéric LemaireNessuna valutazione finora
- PHY210 Mechanism Ii and Thermal Physics Lab Report: Faculty of Applied Sciences Uitm Pahang (Jengka Campus)Documento13 paginePHY210 Mechanism Ii and Thermal Physics Lab Report: Faculty of Applied Sciences Uitm Pahang (Jengka Campus)Arissa SyaminaNessuna valutazione finora
- Week 15 - Rams vs. VikingsDocumento175 pagineWeek 15 - Rams vs. VikingsJMOTTUTNNessuna valutazione finora
- Indian Journal of Natural Products and Resources Vol 1 No 4 Phytochemical pharmacological profile Cassia tora overviewDocumento8 pagineIndian Journal of Natural Products and Resources Vol 1 No 4 Phytochemical pharmacological profile Cassia tora overviewPRINCIPAL BHILWARANessuna valutazione finora
- Assembly ModelingDocumento222 pagineAssembly ModelingjdfdfererNessuna valutazione finora
- Form 709 United States Gift Tax ReturnDocumento5 pagineForm 709 United States Gift Tax ReturnBogdan PraščevićNessuna valutazione finora
- Induction ClassesDocumento20 pagineInduction ClassesMichelle MarconiNessuna valutazione finora
- Revision Worksheet - Matrices and DeterminantsDocumento2 pagineRevision Worksheet - Matrices and DeterminantsAryaNessuna valutazione finora
- Correlation Degree Serpentinization of Source Rock To Laterite Nickel Value The Saprolite Zone in PB 5, Konawe Regency, Southeast SulawesiDocumento8 pagineCorrelation Degree Serpentinization of Source Rock To Laterite Nickel Value The Saprolite Zone in PB 5, Konawe Regency, Southeast SulawesimuqfiNessuna valutazione finora
- Chapter 4 DeterminantsDocumento3 pagineChapter 4 Determinantssraj68Nessuna valutazione finora
- New Hire WorkbookDocumento40 pagineNew Hire WorkbookkNessuna valutazione finora
- Test Bank For Fundamental Financial Accounting Concepts 10th by EdmondsDocumento18 pagineTest Bank For Fundamental Financial Accounting Concepts 10th by Edmondsooezoapunitory.xkgyo4100% (48)
- TJUSAMO 2013-2014 Modular ArithmeticDocumento4 pagineTJUSAMO 2013-2014 Modular ArithmeticChanthana ChongchareonNessuna valutazione finora
- White Box Testing Techniques: Ratna SanyalDocumento23 pagineWhite Box Testing Techniques: Ratna SanyalYogesh MundhraNessuna valutazione finora
- Technical Specification of Heat Pumps ElectroluxDocumento9 pagineTechnical Specification of Heat Pumps ElectroluxAnonymous LDJnXeNessuna valutazione finora
- Annual Plan 1st GradeDocumento3 pagineAnnual Plan 1st GradeNataliaMarinucciNessuna valutazione finora
- Ailunce HD1 Software ManualDocumento33 pagineAilunce HD1 Software ManualMarc LaBarberaNessuna valutazione finora
- Nagina Cotton Mills Annual Report 2007Documento44 pagineNagina Cotton Mills Annual Report 2007Sonia MukhtarNessuna valutazione finora
- Uses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumDocumento6 pagineUses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumEditor IJTSRDNessuna valutazione finora
- Google Earth Learning Activity Cuban Missile CrisisDocumento2 pagineGoogle Earth Learning Activity Cuban Missile CrisisseankassNessuna valutazione finora
- Real Estate Broker ReviewerREBLEXDocumento124 pagineReal Estate Broker ReviewerREBLEXMar100% (4)
- Journals OREF Vs ORIF D3rd RadiusDocumento9 pagineJournals OREF Vs ORIF D3rd RadiusironNessuna valutazione finora
- Desana Texts and ContextsDocumento601 pagineDesana Texts and ContextsdavidizanagiNessuna valutazione finora
- USDA Guide To CanningDocumento7 pagineUSDA Guide To CanningWindage and Elevation0% (1)
- ITP Exam SuggetionDocumento252 pagineITP Exam SuggetionNurul AminNessuna valutazione finora
- There Is There Are Exercise 1Documento3 pagineThere Is There Are Exercise 1Chindy AriestaNessuna valutazione finora
- THE DOSE, Issue 1 (Tokyo)Documento142 pagineTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- 2010 HD Part Cat. LBBDocumento466 pagine2010 HD Part Cat. LBBBuddy ButlerNessuna valutazione finora
- Manual WinMASW EngDocumento357 pagineManual WinMASW EngRolanditto QuuisppeNessuna valutazione finora
- Pemaknaan School Well-Being Pada Siswa SMP: Indigenous ResearchDocumento16 paginePemaknaan School Well-Being Pada Siswa SMP: Indigenous ResearchAri HendriawanNessuna valutazione finora