Potrebbero piacerti anche
- Prompting Science and Engineering Students in Practical TrigonometryDa EverandPrompting Science and Engineering Students in Practical TrigonometryNessuna valutazione finora
- 4 Way Hacksaw MachineDocumento8 pagine4 Way Hacksaw Machinepandi67% (3)
- Solar Hacksaw Project ReportDocumento55 pagineSolar Hacksaw Project Reportramesh218482% (11)
- FABRICATION OF GRASS CUTTING MACHINE Report (C) (20-03-18)Documento53 pagineFABRICATION OF GRASS CUTTING MACHINE Report (C) (20-03-18)sabareesh91mechNessuna valutazione finora
- Design and Fabrication of Four Way Hacksaw MachineDocumento22 pagineDesign and Fabrication of Four Way Hacksaw MachineDinesh KumarNessuna valutazione finora
- Literature Review of Motorized Lift TableDocumento5 pagineLiterature Review of Motorized Lift Table'Aizat Hafiz'0% (2)
- Automated Hacksaw MachineDocumento21 pagineAutomated Hacksaw MachinestevearmstrongNessuna valutazione finora
- Fabrication of Solar Power Operated Paddy Cleaning MachineDocumento47 pagineFabrication of Solar Power Operated Paddy Cleaning MachineAjith100% (4)
- Multi Agri Cutter - AbstractDocumento4 pagineMulti Agri Cutter - AbstractShankar G75% (4)
- Shaper Machine SeminrDocumento20 pagineShaper Machine SeminrSoumya Banerjee80% (5)
- Thesis, Design and Fabrication of Stair Climbing Mechanism To Lift Load Over Stairs.Documento63 pagineThesis, Design and Fabrication of Stair Climbing Mechanism To Lift Load Over Stairs.Muhammad ArhamNessuna valutazione finora
- E - Pedal-Operated Coconut GraterDocumento12 pagineE - Pedal-Operated Coconut GraterPrincess Diane Gravides0% (3)
- ConclusionDocumento2 pagineConclusionRohit Kumar80% (5)
- Mini Conveyor Using Geneva MechanismDocumento11 pagineMini Conveyor Using Geneva MechanismJilly Arasu86% (7)
- Pedal Operated HacksawDocumento44 paginePedal Operated HacksawShruti Biradar100% (1)
- Report Fabrication of Pipe Bending MachineDocumento38 pagineReport Fabrication of Pipe Bending MachineJilly Arasu82% (11)
- Problem StatementDocumento2 pagineProblem StatementEmmanuel100% (6)
- Fabrication of Manual Roller Bending MachineDocumento10 pagineFabrication of Manual Roller Bending MachineDinesh Kumar83% (6)
- 360 Drilling MachineDocumento37 pagine360 Drilling MachineVasu Salapu75% (4)
- Mini Drill Press MachineDocumento13 pagineMini Drill Press MachineTabish Samar100% (5)
- Report Roller ChainDocumento11 pagineReport Roller ChainPejuangHati100% (1)
- Literature ReviewsDocumento7 pagineLiterature ReviewsEngineers Gallery100% (2)
- Grindin MachinesDocumento13 pagineGrindin Machinestesfaye ayeleNessuna valutazione finora
- Pedal Power HacksawDocumento41 paginePedal Power Hacksawsunny86% (7)
- Report On Stair Climbing TrolleyDocumento13 pagineReport On Stair Climbing TrolleyTanvi100% (1)
- Automatic Shoe Polish MachineDocumento51 pagineAutomatic Shoe Polish MachineHamza Khalid40% (5)
- Pedal Grass CutterDocumento15 paginePedal Grass CutterLiane's World100% (1)
- ConclusionDocumento1 paginaConclusionKhairul SyafiqNessuna valutazione finora
- Design and Fabrication of Vegetable Slicing Machine Chapter 1-5Documento32 pagineDesign and Fabrication of Vegetable Slicing Machine Chapter 1-5Winston74% (39)
- Fabrication of Potato SlicerDocumento27 pagineFabrication of Potato SlicerManpreet Singh80% (10)
- 360 Degree Flexible Drilling Machine Ed Project ReviewDocumento15 pagine360 Degree Flexible Drilling Machine Ed Project ReviewAbdul mujeeb25% (4)
- Automatic Mechanical Garage Door OpenerDocumento7 pagineAutomatic Mechanical Garage Door OpenerGallant Info88% (8)
- 02-03-2013 Design and Fabrication of Solar Seed SprayerDocumento23 pagine02-03-2013 Design and Fabrication of Solar Seed Sprayerdeenurathor100% (3)
- Mechanical Engineering Project Topics For StudentsDocumento6 pagineMechanical Engineering Project Topics For Studentsandychukse100% (2)
- Report 2 - MillingDocumento34 pagineReport 2 - Millingمحمد طه100% (1)
- Double Acting Hacksaw Using Scotch Yoke MechanismDocumento38 pagineDouble Acting Hacksaw Using Scotch Yoke MechanismDevendra Thakur78% (37)
- Milling Report (Indexing)Documento23 pagineMilling Report (Indexing)Aiman AlifNessuna valutazione finora
- Multi Nut RemoverDocumento42 pagineMulti Nut Removerarun kumar100% (5)
- Project Report 360 Degree Drilling MachineDocumento11 pagineProject Report 360 Degree Drilling MachineSumit Bijwe80% (5)
- Pneumatic HammerDocumento5 paginePneumatic HammerLastrella Rue100% (2)
- Project Report On Regenerative Shock AbsorberDocumento24 pagineProject Report On Regenerative Shock AbsorberTheVagabond Harshal33% (3)
- Final Report Solar Grass CutterDocumento35 pagineFinal Report Solar Grass CutterHARSHAD PATEL70% (43)
- Chapter 1-2 Sip Word DocsDocumento18 pagineChapter 1-2 Sip Word DocsKian Bacoto100% (1)
- Can CrusherDocumento16 pagineCan CrusherShaikh NihalNessuna valutazione finora
- Automatic Screw Jack Project ReportDocumento12 pagineAutomatic Screw Jack Project ReportKaran Bansal67% (3)
- 360 Degree Flexible Drilling MachineDocumento26 pagine360 Degree Flexible Drilling MachineSTAR PRINTING75% (16)
- Proposal On Design and Fabrication of Motorized Screw JackDocumento9 pagineProposal On Design and Fabrication of Motorized Screw Jackcobra2919100% (2)
- M Tech Mechanical Thesis Topics or IdeasDocumento11 pagineM Tech Mechanical Thesis Topics or IdeasharshivamNessuna valutazione finora
- MULTI-PURPOSE MACHINE ReportDocumento48 pagineMULTI-PURPOSE MACHINE Reportganesh86% (7)
- Automatic Stamping MachineDocumento17 pagineAutomatic Stamping Machineworldcreators2_7975867% (3)
- Report Wheel Chair Cum Hydraulic BedDocumento44 pagineReport Wheel Chair Cum Hydraulic BedTanvi Khurana100% (5)
- Design Fabrication and Performance Evaluation of Garden TillerDocumento44 pagineDesign Fabrication and Performance Evaluation of Garden Tillersatyacva100% (1)
- Solar Operated Grass CutterDocumento12 pagineSolar Operated Grass CutterGorishsharma100% (1)
- Automatic Gate InteranceDocumento39 pagineAutomatic Gate InteranceJossy Honey75% (4)
- Quick Lifting Jack - Project ReportDocumento36 pagineQuick Lifting Jack - Project ReportRoyalAryans76% (17)
- Six Weeks Training ReportDocumento63 pagineSix Weeks Training ReportAjay Verma83% (6)
- SYNOPSIS Solar Powered Mechanical HacksawDocumento10 pagineSYNOPSIS Solar Powered Mechanical HacksawEsteFan AjayNessuna valutazione finora
- Four Way Hacksaw Machine Ijariie2053Documento6 pagineFour Way Hacksaw Machine Ijariie2053ParvezRazaNessuna valutazione finora
- ReportDocumento4 pagineReportTanjid Al TajimNessuna valutazione finora
- Code PICDocumento6 pagineCode PICsongbao527Nessuna valutazione finora
- Value Creation Through Project Risk ManagementDocumento19 pagineValue Creation Through Project Risk ManagementMatt SlowikowskiNessuna valutazione finora
- HSC Chemistry SkillsDocumento9 pagineHSC Chemistry SkillsMartin KarlowNessuna valutazione finora
- Homework 1Documento3 pagineHomework 1Bukhosi MsimangaNessuna valutazione finora
- Frequency Control On An Island Power System With Evolving Plant MixDocumento221 pagineFrequency Control On An Island Power System With Evolving Plant MixKing KingNessuna valutazione finora
- Know The Escalation Matrix To ReportDocumento1 paginaKnow The Escalation Matrix To ReportHemal GandhiNessuna valutazione finora
- 15 Oil Fired Crucible FurnaceDocumento2 pagine15 Oil Fired Crucible Furnaceudaya kumarNessuna valutazione finora
- Fingerstyle Guitar - Fingerpicking Patterns and ExercisesDocumento42 pagineFingerstyle Guitar - Fingerpicking Patterns and ExercisesSeminario Lipa100% (6)
- Adnan PDFDocumento3 pagineAdnan PDFmudassarhussainNessuna valutazione finora
- Chapter 8 - 1935 Rife Ray #4 Rife MachineDocumento2 pagineChapter 8 - 1935 Rife Ray #4 Rife MachineKhalid IbrahimNessuna valutazione finora
- Business Value of Bim in Middle EastDocumento52 pagineBusiness Value of Bim in Middle EastshahbazdgNessuna valutazione finora
- KBC Nano in English PDFDocumento57 pagineKBC Nano in English PDFBHUKKAD BOX100% (1)
- Sangfor NGAF Introduction 8.0.5 FinalDocumento24 pagineSangfor NGAF Introduction 8.0.5 FinalAlbarn Paul AlicanteNessuna valutazione finora
- Practice Test 3Documento13 paginePractice Test 3Ngân Hà NguyễnNessuna valutazione finora
- Interrupt: ECE473/573 Microprocessor System Design, Dr. Shiue 1Documento25 pagineInterrupt: ECE473/573 Microprocessor System Design, Dr. Shiue 1shanty85Nessuna valutazione finora
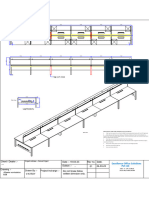
- 6seater Workstation B2BDocumento1 pagina6seater Workstation B2BDid ProjectsNessuna valutazione finora
- Computer Network-II Lab ProgramsDocumento5 pagineComputer Network-II Lab ProgramsAnshul ChauhanNessuna valutazione finora
- 25 Powerful Business English Presentation Phrases To Impress Your AudienceDocumento3 pagine25 Powerful Business English Presentation Phrases To Impress Your AudienceMutia ChimoetNessuna valutazione finora
- ASME VIII Unfired Vessel Relief ValvesDocumento53 pagineASME VIII Unfired Vessel Relief Valvessaid530Nessuna valutazione finora
- Orion Manual - Chess Pairing Software For Team Tournament - VegaChessDocumento46 pagineOrion Manual - Chess Pairing Software For Team Tournament - VegaChessVictor FeitosaNessuna valutazione finora
- SAP MM Module OverviewDocumento15 pagineSAP MM Module OverviewAmit Kumar100% (1)
- As / SG Gs / Ghe Dimensions For Couplings (Standard) Bore With Keyway According To DIN 6885 T1Documento1 paginaAs / SG Gs / Ghe Dimensions For Couplings (Standard) Bore With Keyway According To DIN 6885 T1hadeNessuna valutazione finora
- Advantages of Group Decision MakingDocumento1 paginaAdvantages of Group Decision MakingYasmeen ShamsiNessuna valutazione finora
- Truwater - TCM SeriesDocumento12 pagineTruwater - TCM SeriesnkhhhNessuna valutazione finora
- Dynamic Force Analysis (AKJ)Documento3 pagineDynamic Force Analysis (AKJ)Sunny BhatiaNessuna valutazione finora
- Ms500se PDFDocumento5 pagineMs500se PDFEduardo NazarioNessuna valutazione finora
- Indian Standard: Stationary Valve Regulated Lead Acid Batteries - SpecificationDocumento12 pagineIndian Standard: Stationary Valve Regulated Lead Acid Batteries - Specificationmukesh_kht1Nessuna valutazione finora
- Chopra Scm5 Ch13Documento58 pagineChopra Scm5 Ch13Faried Putra SandiantoNessuna valutazione finora
- FTJ Series Product Guide PDFDocumento12 pagineFTJ Series Product Guide PDFJhon SendokNessuna valutazione finora
- Philips HeartStart MRX EMS BrochureDocumento12 paginePhilips HeartStart MRX EMS BrochureEnerspect Medical Solutions100% (1)