Potrebbero piacerti anche
- Práctica Calificada de Ingeniería de Métodos IiDocumento8 paginePráctica Calificada de Ingeniería de Métodos IiFrans RodriguezNessuna valutazione finora
- LE FestinDocumento20 pagineLE FestinNetflix Products67% (3)
- Repaso e P1Documento4 pagineRepaso e P1sayuri moralesNessuna valutazione finora
- Ejercicios DOP DAPDocumento6 pagineEjercicios DOP DAPEduardoRollyBautistaQuispe75% (4)
- Localización, Distribución en Planta y Manutención - VallhonratDocumento4 pagineLocalización, Distribución en Planta y Manutención - Vallhonratedypro100% (1)
- Caso Figurita (Método de Guerchet)Documento2 pagineCaso Figurita (Método de Guerchet)Junior Anderson Espiritu ZavaletaNessuna valutazione finora
- Ejercicio 4, 5, 6Documento16 pagineEjercicio 4, 5, 6Alexis Prado CaceresNessuna valutazione finora
- Evaluación Final TIPO A IM 2021 10Documento6 pagineEvaluación Final TIPO A IM 2021 10Brandon PérezNessuna valutazione finora
- DAP CarroDocumento2 pagineDAP CarroLuis Miguel CFerNessuna valutazione finora
- Guia de Ejercicios N°1Documento28 pagineGuia de Ejercicios N°1Tony Piza FerNessuna valutazione finora
- 9 - Uso de Tablas de Vapor y Ciclo RankineDocumento1 pagina9 - Uso de Tablas de Vapor y Ciclo RankineLeonor Andrea VillavicencioNessuna valutazione finora
- Diagrama MultiproductoDocumento9 pagineDiagrama MultiproductoSusanneSTNessuna valutazione finora
- Fabricación de Vehiculos - DAP - DR PDFDocumento3 pagineFabricación de Vehiculos - DAP - DR PDFRuth KarinaNessuna valutazione finora
- Distribucion Parcial RESOLUCIONDocumento43 pagineDistribucion Parcial RESOLUCIONjualpaacNessuna valutazione finora
- Carrion Proyecto 4Documento2 pagineCarrion Proyecto 4Carlos Cano0% (1)
- USIL IM-I S02 ProblemasDocumento3 pagineUSIL IM-I S02 ProblemasGg RNessuna valutazione finora
- Caso Práctico DisnemausaDocumento5 pagineCaso Práctico DisnemausaManuel TorresNessuna valutazione finora
- Ing Metodos 8 PDFDocumento17 pagineIng Metodos 8 PDFJhonatan Castillo0% (1)
- Practica DirigidaDocumento1 paginaPractica DirigidaYanira Yarleque VelasquezNessuna valutazione finora
- T04 - LocalizaciónDocumento11 pagineT04 - LocalizaciónCarla Fireley Rubio RamírezNessuna valutazione finora
- Edoc - Pub Esttrabajosenati PDFDocumento249 pagineEdoc - Pub Esttrabajosenati PDFCarlos Sandoval0% (1)
- PA3 - CHARYTINE FLORES-Diseño Del TrabajoDocumento5 paginePA3 - CHARYTINE FLORES-Diseño Del TrabajoMichell FloresNessuna valutazione finora
- Trabajo Semana 11 Grupo 7Documento40 pagineTrabajo Semana 11 Grupo 7Celicia LopezNessuna valutazione finora
- Prob Resueltos DAPDocumento2 pagineProb Resueltos DAPBrandon PérezNessuna valutazione finora
- Evaluacion de Alternativas de Disposicion de PlantaDocumento12 pagineEvaluacion de Alternativas de Disposicion de PlantaMayra Rios100% (1)
- Cronometraje IndusrtrialDocumento66 pagineCronometraje IndusrtrialFrancisco Ubillus50% (2)
- Estudio de Tiempos para El Pan FrancesDocumento4 pagineEstudio de Tiempos para El Pan FrancesYump ÑSuttaNessuna valutazione finora
- Investigacion Operaciones 13Documento15 pagineInvestigacion Operaciones 13gonloq0% (1)
- Hoja de Práctica 4Documento7 pagineHoja de Práctica 4Brandon PérezNessuna valutazione finora
- Tarea Cronometraje2Documento1 paginaTarea Cronometraje2Jonas Echevarria MendozaNessuna valutazione finora
- Ejercicios de Diseño. TrabajoDocumento12 pagineEjercicios de Diseño. TrabajoJose Manuel Coaquira100% (2)
- Ergonomia - Etrab 10428 - PC3Documento6 pagineErgonomia - Etrab 10428 - PC3Noelia Niño CorreaNessuna valutazione finora
- 2020-2 DP - Evaluacion Virtual PC3 - GrupalDocumento2 pagine2020-2 DP - Evaluacion Virtual PC3 - GrupalSoyEduardoMarketerNessuna valutazione finora
- Tarea 4 BorraadorDocumento4 pagineTarea 4 BorraadorAlexis Alvarez100% (1)
- Casos Panificadora Trigo de OroDocumento360 pagineCasos Panificadora Trigo de OroChristiam Milla AngelesNessuna valutazione finora
- Trabajo Final - Ing. de MétodosDocumento53 pagineTrabajo Final - Ing. de MétodosMalena Camargo AntonioNessuna valutazione finora
- Casos Problemas Sobre Diagramas 3-1Documento5 pagineCasos Problemas Sobre Diagramas 3-1juan gonzalez100% (1)
- Factor Hombre (Solucion)Documento1 paginaFactor Hombre (Solucion)Renatta ValenciaNessuna valutazione finora
- Pco 16406 - PC2 Lu - Mi 2020Documento1 paginaPco 16406 - PC2 Lu - Mi 2020fiorelaNessuna valutazione finora
- Diagrama de Procesos (Agro)Documento20 pagineDiagrama de Procesos (Agro)Lean Solano Mendoza100% (2)
- Guía de Práctica I c-2 Estudio de Tiempos 2021 10Documento3 pagineGuía de Práctica I c-2 Estudio de Tiempos 2021 10Brandon PérezNessuna valutazione finora
- Ejercicio de Diagrama de Actividades MultiplesDocumento2 pagineEjercicio de Diagrama de Actividades MultiplesManuel Beraun EspirituNessuna valutazione finora
- Actividad2 AvilaGFernandoDocumento4 pagineActividad2 AvilaGFernandoFernando AvilaNessuna valutazione finora
- MetodosDocumento17 pagineMetodosliz27meryNessuna valutazione finora
- Evaluación Final - GIM-FTBDocumento4 pagineEvaluación Final - GIM-FTBFrancisco Toribio BuenoNessuna valutazione finora
- Tarea Grupal - MRP - GESTION COMPRASDocumento7 pagineTarea Grupal - MRP - GESTION COMPRASanthony paredes gonzalesNessuna valutazione finora
- Sesión 11, Teoría de Colas EJERDocumento15 pagineSesión 11, Teoría de Colas EJERgleiserNessuna valutazione finora
- Trabajo 3 CostosDocumento3 pagineTrabajo 3 CostosKatherin SalasNessuna valutazione finora
- Impri MirDocumento15 pagineImpri MirCarlos Gonzales HuapallaNessuna valutazione finora
- Ejercicios-Dispocision de PlantasDocumento8 pagineEjercicios-Dispocision de PlantasYaritza Alberca Pasapera100% (2)
- Sem - 6 Activ Productivas e Improductivas VDCDocumento24 pagineSem - 6 Activ Productivas e Improductivas VDCPedro VillanuevaNessuna valutazione finora
- Ejercicio NIOSHDocumento4 pagineEjercicio NIOSHMarioCazaNessuna valutazione finora
- Antropometria Solucion Ta Copia 2Documento11 pagineAntropometria Solucion Ta Copia 2Frank Romero HuarangaNessuna valutazione finora
- 1 Separata IM1 - ProductividadDocumento2 pagine1 Separata IM1 - ProductividadJose Altamirano67% (3)
- Laboratorio Grupal NDocumento6 pagineLaboratorio Grupal NKarla Rodríguez100% (1)
- Layout de Seguridad y Mapa de RiesgosDocumento2 pagineLayout de Seguridad y Mapa de RiesgosLuis Ramos BernabeNessuna valutazione finora
- ALUMINIODocumento6 pagineALUMINIODiego Zea RamirezNessuna valutazione finora
- Layout de La MetalmecánicaDocumento3 pagineLayout de La MetalmecánicaAnthony Alvarez CastilloNessuna valutazione finora
- Cesar PlanoDocumento1 paginaCesar PlanoHilton Vargas AguilarNessuna valutazione finora
- Estudio de Metodos - DAR (Semana3)Documento9 pagineEstudio de Metodos - DAR (Semana3)Víctor Andre Sebas CunoNessuna valutazione finora
- Ing. Ind Métodos Estandares y Diseño de TrabajoDocumento4 pagineIng. Ind Métodos Estandares y Diseño de TrabajoJunior Rojas YaloNessuna valutazione finora
- CURSO - Mejora ContinuaDocumento2 pagineCURSO - Mejora ContinuaJunior Rojas Yalo0% (1)
- Propuesta Reglamento Ley 30355Documento20 paginePropuesta Reglamento Ley 30355Oriel MamaniNessuna valutazione finora
- Silabus Excel Profesional PDFDocumento44 pagineSilabus Excel Profesional PDFDávila GilbertoNessuna valutazione finora
- Dialnet DesarrolloDeLaInteligenciaGeneralMedidaPorElTestPM 2282537Documento9 pagineDialnet DesarrolloDeLaInteligenciaGeneralMedidaPorElTestPM 2282537Ever LazoNessuna valutazione finora
- La Biblia Del HackerDocumento48 pagineLa Biblia Del HackerRodrigo SepúlvedaNessuna valutazione finora
- ChIld Impact CaSe StUdy 5Documento82 pagineChIld Impact CaSe StUdy 5Junior Rojas YaloNessuna valutazione finora
- Ing. Ind Métodos Estandares y Diseño de TrabajoDocumento4 pagineIng. Ind Métodos Estandares y Diseño de TrabajoJunior Rojas YaloNessuna valutazione finora
- La Biblia Del HackerDocumento48 pagineLa Biblia Del HackerRodrigo SepúlvedaNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Paper Villa Andina CorregidoDocumento7 paginePaper Villa Andina CorregidoJunior Rojas YaloNessuna valutazione finora
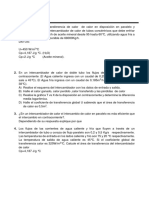
- Hoja de Actividad de Intercambiador de CalorDocumento1 paginaHoja de Actividad de Intercambiador de CalorJunior Rojas YaloNessuna valutazione finora
- Quimica CosmeticaDocumento14 pagineQuimica CosmeticaKriss RiverNessuna valutazione finora
- Fundamento Teórico y Obs.Documento2 pagineFundamento Teórico y Obs.Junior Rojas YaloNessuna valutazione finora
- Un Fabricante ElectrónicoDocumento1 paginaUn Fabricante ElectrónicoJunior Rojas YaloNessuna valutazione finora
- 4.2 Aplicación Científica: Capacidad MaquinariaDocumento3 pagine4.2 Aplicación Científica: Capacidad MaquinariaJunior Rojas YaloNessuna valutazione finora
- Proceso FormaldehidoDocumento2 pagineProceso FormaldehidoJunior Rojas YaloNessuna valutazione finora
- Un Fabricante ElectrónicoDocumento1 paginaUn Fabricante ElectrónicoJunior Rojas YaloNessuna valutazione finora
- Planta DesalinizadoraDocumento1 paginaPlanta DesalinizadoraJunior Rojas YaloNessuna valutazione finora
- 4.2 Aplicación Científica: Capacidad MaquinariaDocumento3 pagine4.2 Aplicación Científica: Capacidad MaquinariaJunior Rojas YaloNessuna valutazione finora
- Selección Del TornilloDocumento1 paginaSelección Del TornilloJunior Rojas YaloNessuna valutazione finora
- Material EsDocumento19 pagineMaterial EsGiancarlo Ponce PorrasNessuna valutazione finora
- Poliacryl G5 PlusDocumento3 paginePoliacryl G5 PlusEmpresaStabilitNessuna valutazione finora
- Informe 4 Inorganica Azufre y SulfurosDocumento24 pagineInforme 4 Inorganica Azufre y SulfurosANDERSSONNessuna valutazione finora
- Procedimiento de Detección de Fugas y DerramesDocumento25 pagineProcedimiento de Detección de Fugas y Derramesmiguel hernandezNessuna valutazione finora
- Club Saber Electrónica Nro. 93. Electrónica Del AutomóvilDocumento84 pagineClub Saber Electrónica Nro. 93. Electrónica Del Automóvilnicolas brizzio100% (1)
- INTRODUCCIONDocumento11 pagineINTRODUCCIONJose Luis Santa CruzNessuna valutazione finora
- Guía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 2 - BiomoléculasDocumento12 pagineGuía de Actividades y Rúbrica de Evaluación - Unidad 1 - Tarea 2 - BiomoléculasHighspeed ComunicacionesNessuna valutazione finora
- Catalogo-Yamit Filtros de Malla PDFDocumento37 pagineCatalogo-Yamit Filtros de Malla PDFCarlosPerez-galvezGetaNessuna valutazione finora
- EIC-PE-02-SSOMA (Plan de Preparación y Respuesta para Emergencia)Documento16 pagineEIC-PE-02-SSOMA (Plan de Preparación y Respuesta para Emergencia)Anonymous ZPX8BEOrMbNessuna valutazione finora
- Tabla PeriodicaDocumento221 pagineTabla Periodicaliz garciaNessuna valutazione finora
- Preguntas RefinacionDocumento14 paginePreguntas RefinacionJuan Carlos Bermúdez SalazarNessuna valutazione finora
- Intercambiador de Calor en La Industria LácteaDocumento2 pagineIntercambiador de Calor en La Industria Lácteabladimir zamora0% (1)
- N-Hexano DLEP 36Documento6 pagineN-Hexano DLEP 36Onesany TecnologiasNessuna valutazione finora
- Manual Básico para MarroquineríaDocumento101 pagineManual Básico para MarroquineríaCarlos D Licet67% (3)
- PRECIPITACIONDocumento15 paginePRECIPITACIONCarlos TejerinaNessuna valutazione finora
- PlaguicidasDocumento65 paginePlaguicidasmmelendezb100% (1)
- Fórmula Pasta Autofraguante y PlasticeraDocumento7 pagineFórmula Pasta Autofraguante y PlasticeraPedroDalvarado100% (2)
- Calculo de La Dosificacion de Materiales para Hormigones y MorterosDocumento6 pagineCalculo de La Dosificacion de Materiales para Hormigones y MorterosNicholas WilkersonNessuna valutazione finora
- Los ÁlabesDocumento2 pagineLos ÁlabesPato Patiño Muñoz0% (1)
- Biologia I ModuloDocumento197 pagineBiologia I ModuloMilena MatosoNessuna valutazione finora
- Valoracion Por Retroceso Alka-SeltzerDocumento7 pagineValoracion Por Retroceso Alka-SeltzerCamilaNessuna valutazione finora
- Capitulo 9 - Distribucion de PlantaDocumento29 pagineCapitulo 9 - Distribucion de PlantaGABRIEL VICTORIANessuna valutazione finora
- Matriz EPP para ContratistasDocumento7 pagineMatriz EPP para ContratistasFabricio HoyosNessuna valutazione finora
- Mini Ensayo Física 08Documento9 pagineMini Ensayo Física 08Nicolás Barrios MagnaNessuna valutazione finora
- Actividad - Req. Cliente Norma UNE-EN ISO 12944-5Documento3 pagineActividad - Req. Cliente Norma UNE-EN ISO 12944-5Luis CazNessuna valutazione finora
- DFGHJKLÑDocumento4 pagineDFGHJKLÑJulian AltamiranoNessuna valutazione finora
- Guia Repaso Octavos A y BDocumento5 pagineGuia Repaso Octavos A y BRicardo Antonio Muñoz Partuza0% (1)
- Enhancers 28 AbrilDocumento31 pagineEnhancers 28 AbrilOscarito ArriagadaNessuna valutazione finora
- NORMA Oficial Mexicana NOM-155-SCFI-2012, Leche-Denominaciones, Especificaciones Fisicoquímicas, Información Comercial y Métodos de PruebaDocumento31 pagineNORMA Oficial Mexicana NOM-155-SCFI-2012, Leche-Denominaciones, Especificaciones Fisicoquímicas, Información Comercial y Métodos de PruebaLILIANA YADIRA ACEVEDO OSORIONessuna valutazione finora
- Abonado de La Sandia PDFDocumento39 pagineAbonado de La Sandia PDFalbirulaNessuna valutazione finora