Potrebbero piacerti anche
- BPMDocumento9 pagineBPMCamila CarvalloNessuna valutazione finora
- YACIMIENTOSDocumento40 pagineYACIMIENTOSCamila CarvalloNessuna valutazione finora
- Estadistica Inferencial (I13-01-22)Documento12 pagineEstadistica Inferencial (I13-01-22)Camila CarvalloNessuna valutazione finora
- PAPELPAMPADocumento2 paginePAPELPAMPACamila Carvallo100% (1)
- Marco InstitucionalDocumento7 pagineMarco InstitucionalCamila CarvalloNessuna valutazione finora
- GRUPO 5 - Tratamiento de Agua para La IndustriaDocumento41 pagineGRUPO 5 - Tratamiento de Agua para La IndustriaCamila CarvalloNessuna valutazione finora
- MML Matriz Marco LogicoDocumento10 pagineMML Matriz Marco LogicoCamila CarvalloNessuna valutazione finora
- Ficha de Logistica y AbastecimientoDocumento13 pagineFicha de Logistica y AbastecimientoCamila CarvalloNessuna valutazione finora
- BPM - Laboratorio 9 - MayonesaDocumento15 pagineBPM - Laboratorio 9 - MayonesaCamila CarvalloNessuna valutazione finora
- 6.2.1. Determinación de Los Objetivos de La CalidadDocumento1 pagina6.2.1. Determinación de Los Objetivos de La CalidadCamila CarvalloNessuna valutazione finora
- Aceites Esenciales - MARCO AGRICOLA.v5Documento32 pagineAceites Esenciales - MARCO AGRICOLA.v5Camila CarvalloNessuna valutazione finora
- Gestión Contable y FinancieraDocumento4 pagineGestión Contable y FinancieraCamila CarvalloNessuna valutazione finora
- Diseño y Planificacion de ProduccionDocumento15 pagineDiseño y Planificacion de ProduccionCamila CarvalloNessuna valutazione finora
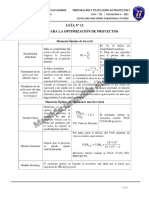
- Guia 12 Análisis de Optimización RevDocumento5 pagineGuia 12 Análisis de Optimización RevCamila CarvalloNessuna valutazione finora
- Rivera-Bonilla A Aaa Tes12Documento5 pagineRivera-Bonilla A Aaa Tes12Arnold Rivera BonillaNessuna valutazione finora
- 2wire para ShareazaDocumento5 pagine2wire para Shareazasobera44Nessuna valutazione finora
- Unidad 01. Arte GriegoDocumento325 pagineUnidad 01. Arte GriegoangelaNessuna valutazione finora
- Diseño de ZapatasDocumento12 pagineDiseño de ZapatasingjuancyNessuna valutazione finora
- Investigacion de OperDocumento3 pagineInvestigacion de OperBrayan Enrique Prieto YagualNessuna valutazione finora
- 6539 - View C2 15 Pasajeros 4JB1T Techo Alto PDFDocumento2 pagine6539 - View C2 15 Pasajeros 4JB1T Techo Alto PDFRichard RemliwNessuna valutazione finora
- Estudio Factibilidad 21042017Documento628 pagineEstudio Factibilidad 21042017efmacNessuna valutazione finora
- Silabo Curso Refrigeración y Aire Acondicionado 2018 IDocumento4 pagineSilabo Curso Refrigeración y Aire Acondicionado 2018 IJean QuispeNessuna valutazione finora
- Nivel FreáticoDocumento3 pagineNivel FreáticoAxEs Recon100% (1)
- PUENTESDocumento25 paginePUENTESleiner medina herreraNessuna valutazione finora
- PBD - Clase 4 - DescargableDocumento9 paginePBD - Clase 4 - DescargablepedroNessuna valutazione finora
- NCh0803-2003-Paneles - Ensayo de FlexionDocumento21 pagineNCh0803-2003-Paneles - Ensayo de Flexionsf1553100% (3)
- Limites Frame ShellDocumento2 pagineLimites Frame ShellAlioska Aguirre MendozaNessuna valutazione finora
- Presentacion-1.1 Resistencia Al FuegoDocumento71 paginePresentacion-1.1 Resistencia Al Fuegouniramirez100% (1)
- POE-MTO Llenadora Baush - StrobelDocumento11 paginePOE-MTO Llenadora Baush - StrobelDANIEL MORERANessuna valutazione finora
- Reducción Mta Al HG Nitrometano IlustradaDocumento13 pagineReducción Mta Al HG Nitrometano IlustradaJorge Alberto Estrada TorresNessuna valutazione finora
- Tema 6 de Fisica y Quimica SantillanaDocumento21 pagineTema 6 de Fisica y Quimica SantillanaoscarNessuna valutazione finora
- Robo MindDocumento14 pagineRobo MindYaneth TorresNessuna valutazione finora
- 14 Aplicaciones Industriales de La Absorción de GasesDocumento6 pagine14 Aplicaciones Industriales de La Absorción de GasesValeria Catalina Galárraga Campoverde100% (2)
- 14 Assembler EstructurasdeControl-SaltosDocumento16 pagine14 Assembler EstructurasdeControl-SaltosAlexis Benjamin Rodriguez MantillaNessuna valutazione finora
- Aspectos Del Fuego y Los IncendiosDocumento8 pagineAspectos Del Fuego y Los IncendiosAnonymous PiNRtfYJNessuna valutazione finora
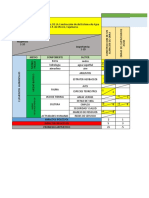
- Matriz de LeopoldDocumento3 pagineMatriz de LeopoldYaneth Aranda100% (2)
- Ejercicios para PLCDocumento3 pagineEjercicios para PLCIng Jhoseprocker AvilesNessuna valutazione finora
- El Agustino: Av. Nogales 235Documento29 pagineEl Agustino: Av. Nogales 235franperciNessuna valutazione finora
- Especificiones Tecnicas de Una Pista de AterrizajeDocumento7 pagineEspecificiones Tecnicas de Una Pista de AterrizajeLaura OrtizNessuna valutazione finora
- Herramienta para Crear Mapas MentalesDocumento3 pagineHerramienta para Crear Mapas MentalesjeffersonNessuna valutazione finora
- INFORME 11 de Labo de Fisica 3Documento23 pagineINFORME 11 de Labo de Fisica 3luis100% (2)
- Maxiva ULXT ESP TB KA 0615r3 PDFDocumento5 pagineMaxiva ULXT ESP TB KA 0615r3 PDFManuel AyalaNessuna valutazione finora
- Caldera y Generador de VaporDocumento24 pagineCaldera y Generador de VaporulisesgeNessuna valutazione finora
- Cap 6 - Equilibrio LV Corr Fig 8Documento47 pagineCap 6 - Equilibrio LV Corr Fig 8Andrea GalendeNessuna valutazione finora