Potrebbero piacerti anche
- 3-C CU 5kV 115 NLEPR 133 Percent CPE MV-105.specDocumento2 pagine3-C CU 5kV 115 NLEPR 133 Percent CPE MV-105.specFrancisco Zanin FernandesNessuna valutazione finora
- Brittle Fracture in Steel StructuresDa EverandBrittle Fracture in Steel StructuresG.M. BoydNessuna valutazione finora
- Data Sheet Southwire 3c#500kcmilDocumento2 pagineData Sheet Southwire 3c#500kcmilNestor-leoNessuna valutazione finora
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Da EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Nessuna valutazione finora
- Duct Pressure Loss Calculations For Air - Handling Units: Tersam UtilityDocumento10 pagineDuct Pressure Loss Calculations For Air - Handling Units: Tersam UtilityVipul HodawdekarNessuna valutazione finora
- 3-c Cu 5kv 115 Nlepr 133 Percent Aia PVC Mv-105.SpecDocumento2 pagine3-c Cu 5kv 115 Nlepr 133 Percent Aia PVC Mv-105.SpecRodrigo Chambilla VernazaNessuna valutazione finora
- ACSR_TW.pdfDocumento5 pagineACSR_TW.pdfJavier Soza DazaNessuna valutazione finora
- Suggested Assembly Torque Values To Produce Corresponding Bolt Loads - M&Z Industrial Supply LTDDocumento5 pagineSuggested Assembly Torque Values To Produce Corresponding Bolt Loads - M&Z Industrial Supply LTDSyed NadeemNessuna valutazione finora
- 0.S22180FES-Al Qiddiya Pump Station, KSA - WB - R60-SG-06.10.23Documento7 pagine0.S22180FES-Al Qiddiya Pump Station, KSA - WB - R60-SG-06.10.23Osama KheadryNessuna valutazione finora
- 1C Cu Epr-Pvc 35KV@133% 2017Documento2 pagine1C Cu Epr-Pvc 35KV@133% 2017CarlosNessuna valutazione finora
- Design and Thermo Structural Stress Analysis of Axial Flow Gas Turbine BliskDocumento8 pagineDesign and Thermo Structural Stress Analysis of Axial Flow Gas Turbine BliskTJPRC PublicationsNessuna valutazione finora
- 1-C CU 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105 2x5 Mils Tape Shield - SpecDocumento2 pagine1-C CU 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105 2x5 Mils Tape Shield - SpecpurushothamnareNessuna valutazione finora
- 3-C AL 5kV 115 NLEPR 133 Percent PVC MV-105.specDocumento2 pagine3-C AL 5kV 115 NLEPR 133 Percent PVC MV-105.specFrancisco Zanin FernandesNessuna valutazione finora
- Soporte AAC - KcmilDocumento6 pagineSoporte AAC - Kcmilmzabala99Nessuna valutazione finora
- AAAC ButteDocumento2 pagineAAAC ButtePhillippe FoixNessuna valutazione finora
- 1-C AL 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105.specDocumento2 pagine1-C AL 15kV 220 NLEPR 133 Percent SIMpull PVC MV-105.specFrancisco Zanin FernandesNessuna valutazione finora
- Texcan 13073130Documento1 paginaTexcan 130731306bngdz4xhkNessuna valutazione finora
- SJI Appendices A CDocumento40 pagineSJI Appendices A CHeriberto Bórquez UrquidyNessuna valutazione finora
- Interlocked Armor Power Cable, 5000 VOLTSDocumento1 paginaInterlocked Armor Power Cable, 5000 VOLTSpedro perezNessuna valutazione finora
- T Series CouplingsDocumento4 pagineT Series CouplingsiradocajNessuna valutazione finora
- A 489 - 00 - Qtq4os1sruqDocumento6 pagineA 489 - 00 - Qtq4os1sruqAnderson VelandiaNessuna valutazione finora
- TornilleriaDocumento26 pagineTornilleriacorpSIG corpSIGNessuna valutazione finora
- Everest Blowers M5125 Technical Specs GADrawingw FiltraDocumento4 pagineEverest Blowers M5125 Technical Specs GADrawingw FiltraKELVIN TECHNOLOGIESNessuna valutazione finora
- Technical - Spec SkirtDocumento25 pagineTechnical - Spec SkirtStructures ProductionNessuna valutazione finora
- Tính Toán Tốc Độ Cấp dâyDocumento5 pagineTính Toán Tốc Độ Cấp dâyHoangNessuna valutazione finora
- Zone Sizing Summary for BARKA MALLDocumento2 pagineZone Sizing Summary for BARKA MALLmechmohsin4745Nessuna valutazione finora
- Adp I Report FinalDocumento54 pagineAdp I Report FinalSahil BakkerNessuna valutazione finora
- SPEC83013 600 Volt UndergroundDocumento3 pagineSPEC83013 600 Volt Undergroundakib javedNessuna valutazione finora
- 0.S22180FES-Al Qiddiya Pump Station, KSA - SB - R60-SG-06.10.23Documento7 pagine0.S22180FES-Al Qiddiya Pump Station, KSA - SB - R60-SG-06.10.23Osama KheadryNessuna valutazione finora
- API-650 Tank Analysis Wind and Material DetailsDocumento3 pagineAPI-650 Tank Analysis Wind and Material DetailsImran Ahmed ShaikhNessuna valutazione finora
- 8 Shell Courses 8 FT Wide PDFDocumento2 pagine8 Shell Courses 8 FT Wide PDFImran Ahmed ShaikhNessuna valutazione finora
- Lifting Frame - Strength Analysis Report R 01Documento29 pagineLifting Frame - Strength Analysis Report R 01Vineeth NakanNessuna valutazione finora
- NIBCO 609Documento1 paginaNIBCO 609juanbcarrizales08Nessuna valutazione finora
- AAAC - All Aluminum Alloy 6201 Conductor PDFDocumento1 paginaAAAC - All Aluminum Alloy 6201 Conductor PDFsualehnavedNessuna valutazione finora
- ZF 665a Data SheetDocumento4 pagineZF 665a Data Sheetluisdavid01Nessuna valutazione finora
- Asset-V1 CornellX+ENGR2000X+2T2016+Type@Asset+Block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Documento26 pagineAsset-V1 CornellX+ENGR2000X+2T2016+Type@Asset+Block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2salehmashrur 98Nessuna valutazione finora
- ZF 2000Documento4 pagineZF 2000garendro tcahyoNessuna valutazione finora
- Aaac Conductor PDFDocumento18 pagineAaac Conductor PDFJerin LeenusNessuna valutazione finora
- AAAC - All Aluminum Alloy ConductorDocumento5 pagineAAAC - All Aluminum Alloy ConductoralejandraNessuna valutazione finora
- CatalogueDocumento37 pagineCataloguekylegazeNessuna valutazione finora
- NNDDocumento9 pagineNNDdardakNessuna valutazione finora
- Guardrail DesignDocumento8 pagineGuardrail Designundf25Nessuna valutazione finora
- Hilti Anchor Development HIT RE 500 SDDocumento3 pagineHilti Anchor Development HIT RE 500 SDKen SuNessuna valutazione finora
- J 619 CidcoDocumento32 pagineJ 619 CidcoAJAY SHINDENessuna valutazione finora
- wg950 - 2021 04 20Documento5 paginewg950 - 2021 04 20'Lampa'Nessuna valutazione finora
- WELDING CableDocumento2 pagineWELDING CableRezeki SimamoraNessuna valutazione finora
- Test Certificate DetailsDocumento2 pagineTest Certificate DetailsPrecision EngineeringNessuna valutazione finora
- Steel Industry Standard for Gas Pipeline SelectionDocumento11 pagineSteel Industry Standard for Gas Pipeline SelectionSarbendu PaulNessuna valutazione finora
- Caledonian High Voltage XLPE CablesDocumento2 pagineCaledonian High Voltage XLPE CablesGcNessuna valutazione finora
- Bondeck 600 PDFDocumento9 pagineBondeck 600 PDFMwaNessuna valutazione finora
- Structural steel estimate and design details for workshop shedDocumento4 pagineStructural steel estimate and design details for workshop shedNaresh KumarNessuna valutazione finora
- AAAC - All Aluminum Alloy 6201 Conductor PDFDocumento1 paginaAAAC - All Aluminum Alloy 6201 Conductor PDFhectorhscNessuna valutazione finora
- Gexol VFD Power CableDocumento2 pagineGexol VFD Power CableCynthia GimNessuna valutazione finora
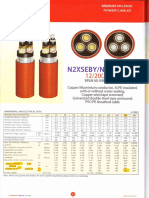
- MV Cable Current Carrying Capacity NA2XSEYBY SucacoDocumento1 paginaMV Cable Current Carrying Capacity NA2XSEYBY SucacoharisNessuna valutazione finora
- asset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Documento42 pagineasset-v1-CornellX+ENGR2000X+2T2016+type@asset+block@F-1 Engine Model Calculations Non-Proprietyary Non-ITAR Rev2Axel DominiqueNessuna valutazione finora
- Piping Class Spec. - 1c23pe (Lurgi)Documento5 paginePiping Class Spec. - 1c23pe (Lurgi)otezgidenNessuna valutazione finora
- Conversion de Tabla de TorqueDocumento3 pagineConversion de Tabla de TorqueJames Oliver Jove HurtadoNessuna valutazione finora
- Design Calculation of 400kv Column c1Documento17 pagineDesign Calculation of 400kv Column c1Shashank DixitNessuna valutazione finora
- GC-Series ground clampsDocumento1 paginaGC-Series ground clampsBrian Zuñagua FloresNessuna valutazione finora
- Metric DIN 934 Hexagon Nuts: Visit Our For Product AvailabilityDocumento4 pagineMetric DIN 934 Hexagon Nuts: Visit Our For Product AvailabilityThiago CurvoNessuna valutazione finora
- Astm A 962 16aDocumento12 pagineAstm A 962 16aDaryna KupriianovaNessuna valutazione finora
- BS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFDocumento39 pagineBS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFvahab_shaikNessuna valutazione finora
- Norsok M001 MaterialsDocumento31 pagineNorsok M001 MaterialsbreeeeezzzzzeNessuna valutazione finora
- Microsoft Word - M001r3Documento1 paginaMicrosoft Word - M001r3Thiago CurvoNessuna valutazione finora
- ASTM A 962 - 16aDocumento12 pagineASTM A 962 - 16aMarcos Verissimo Juca de Paula100% (2)
- BS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFDocumento39 pagineBS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFvahab_shaikNessuna valutazione finora
- Norsok M-001Documento34 pagineNorsok M-001Puskar Gupta100% (1)
- Microsoft Word - M001r3Documento1 paginaMicrosoft Word - M001r3Thiago CurvoNessuna valutazione finora
- BS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFDocumento39 pagineBS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFvahab_shaikNessuna valutazione finora
- DNV Os-H205Documento45 pagineDNV Os-H205ndesigngmail100% (1)
- Microsoft Word - M001r3Documento1 paginaMicrosoft Word - M001r3Thiago CurvoNessuna valutazione finora
- A574Documento7 pagineA574KAROLNessuna valutazione finora
- Astm A194 18 PDFDocumento12 pagineAstm A194 18 PDFThiago CurvoNessuna valutazione finora
- BS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFDocumento39 pagineBS-970-part3-Specification-for-Wrought-steels (Bright Bars) - For-Mechanical-And-Allied-Engineering-Purposes PDFvahab_shaikNessuna valutazione finora
- A574Documento7 pagineA574KAROLNessuna valutazione finora
- High-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForDocumento4 pagineHigh-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification Forcalidad campanaNessuna valutazione finora
- Din 975 PDFDocumento1 paginaDin 975 PDFThiago CurvoNessuna valutazione finora
- Astm 194-2017 PDFDocumento13 pagineAstm 194-2017 PDFThiago CurvoNessuna valutazione finora
- A320 PDFDocumento8 pagineA320 PDFThiago CurvoNessuna valutazione finora
- Effects of Carbon Nanotube Content On The MechanicalDocumento6 pagineEffects of Carbon Nanotube Content On The MechanicalThiago CurvoNessuna valutazione finora
- Aws A 5.10Documento38 pagineAws A 5.10বিপ্লব পালNessuna valutazione finora
- Norma CMAA 70Documento90 pagineNorma CMAA 70Marcelo Navarro100% (7)
- ASTM A 962 - 16aDocumento12 pagineASTM A 962 - 16aMarcos Verissimo Juca de Paula100% (2)
- Bolt Tightening HandbookDocumento44 pagineBolt Tightening HandbookShekhar V Madhavi100% (1)
- Aisc-Asd 89 PDFDocumento15 pagineAisc-Asd 89 PDFKang Mas Wiralodra100% (4)
- Astm D3330Documento6 pagineAstm D3330Thiago Curvo100% (2)
- Iso 898-1 - 2013Documento24 pagineIso 898-1 - 2013Thiago CurvoNessuna valutazione finora
- Nuts With Specified Property ClassesDocumento2 pagineNuts With Specified Property Classesengrmech2009Nessuna valutazione finora
- Krff302ess01 Tech Sheet - w10787422 - Rev CDocumento10 pagineKrff302ess01 Tech Sheet - w10787422 - Rev CJesikaGomezSaavedraNessuna valutazione finora
- General Design Considerations for Chemical Plant DesignDocumento27 pagineGeneral Design Considerations for Chemical Plant DesignTeddy Ekubay GNessuna valutazione finora
- Bomba Electrica 1500gpm 300HP (Medidas)Documento1 paginaBomba Electrica 1500gpm 300HP (Medidas)Fire ChileNessuna valutazione finora
- EE 004A DC and AC Machinery ExperimentDocumento9 pagineEE 004A DC and AC Machinery ExperimentJerome NuevoNessuna valutazione finora
- DG Set SelectionDocumento12 pagineDG Set SelectionDr. R. SharmaNessuna valutazione finora
- 2563-Wireless Catalogue enDocumento151 pagine2563-Wireless Catalogue enElafanNessuna valutazione finora
- General-Purpose Steam Turbines (Amendments/Supplements To Api 611)Documento27 pagineGeneral-Purpose Steam Turbines (Amendments/Supplements To Api 611)BiswasNessuna valutazione finora
- Objective and Scope and Importance of Mineral Beneficiation With Special Reference To IndiaDocumento4 pagineObjective and Scope and Importance of Mineral Beneficiation With Special Reference To IndiaVidya Sagar100% (1)
- Design and implementation of a solar-powered electric smart benchDocumento7 pagineDesign and implementation of a solar-powered electric smart benchAmir KalčoNessuna valutazione finora
- Production Range: EUROPIPE. The World Trusts UsDocumento8 pagineProduction Range: EUROPIPE. The World Trusts UsIslam-Lotfi Hadj-ArabNessuna valutazione finora
- Spe 21970 MSDocumento13 pagineSpe 21970 MSasu jaranNessuna valutazione finora
- Master Plan 2021Documento172 pagineMaster Plan 2021Rajnish MishraNessuna valutazione finora
- KR AGILUS Hygienic Machine Fast Cleaning Food PharmaDocumento2 pagineKR AGILUS Hygienic Machine Fast Cleaning Food PharmaValke Athletes HandcareNessuna valutazione finora
- CZ-RTC4 - Service ManualDocumento68 pagineCZ-RTC4 - Service ManualAnonymous 31Airw50% (2)
- XR77CX: Installing and Operating InstructionsDocumento5 pagineXR77CX: Installing and Operating InstructionsVũ Hằng PhươngNessuna valutazione finora
- Syllabus of Diploma in Electrical EngineeringDocumento17 pagineSyllabus of Diploma in Electrical EngineeringJoson Chan100% (1)
- Screw Compressor Units: For Sodium Carbonate Production (Soda Ash)Documento2 pagineScrew Compressor Units: For Sodium Carbonate Production (Soda Ash)Jaswindersingh BhatiaNessuna valutazione finora
- Proposed Rule: Airworthiness Directives: Cubcrafters, Inc., Model PC18&ndash 160Documento2 pagineProposed Rule: Airworthiness Directives: Cubcrafters, Inc., Model PC18&ndash 160Justia.comNessuna valutazione finora
- 1Documento26 pagine1Maribel Bihag AlcantaraNessuna valutazione finora
- GCP: Google Cloud PlatformDocumento25 pagineGCP: Google Cloud Platformalya khan100% (1)
- RECYCLED ASPHALTDocumento27 pagineRECYCLED ASPHALTwillypraviantoNessuna valutazione finora
- Brazil's ratification adds momentum to Paris climate agreementDocumento3 pagineBrazil's ratification adds momentum to Paris climate agreementlauro sNessuna valutazione finora
- Lab 5Documento9 pagineLab 5Cem UsmangilNessuna valutazione finora
- VS1-2 Manual PDFDocumento284 pagineVS1-2 Manual PDFJorge InostrozaNessuna valutazione finora
- KRYPTOSPHERE TechnologyDocumento20 pagineKRYPTOSPHERE TechnologySoniale Sánchez GómezNessuna valutazione finora
- Test Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankDocumento9 pagineTest Bank For Achieve For Interactive General Chemistry, 1e by Macmillan Learning Test BankNail BaskoNessuna valutazione finora
- TDFC Global Engineering Solutions CompanyDocumento189 pagineTDFC Global Engineering Solutions CompanyplanningNessuna valutazione finora
- Specialist Water Supply Systems PP-R pipe system Ensure reliabilityDocumento16 pagineSpecialist Water Supply Systems PP-R pipe system Ensure reliabilitymabj68Nessuna valutazione finora
- 240-56063867 Transformer and Reactor Rapid Pressure Rise RelayDocumento6 pagine240-56063867 Transformer and Reactor Rapid Pressure Rise RelayMichael NgubaneNessuna valutazione finora
- GRUNDFOS DATA BOOKLET FOR HYDRO MULTI-S BOOSTER SYSTEMSDocumento32 pagineGRUNDFOS DATA BOOKLET FOR HYDRO MULTI-S BOOSTER SYSTEMSHeri SulasionoNessuna valutazione finora
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDa EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureValutazione: 4.5 su 5 stelle4.5/5 (2)
- Operational Amplifier Circuits: Analysis and DesignDa EverandOperational Amplifier Circuits: Analysis and DesignValutazione: 4.5 su 5 stelle4.5/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDa EverandUnderstanding Automotive Electronics: An Engineering PerspectiveValutazione: 3.5 su 5 stelle3.5/5 (16)
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesDa EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNessuna valutazione finora
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryDa EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryValutazione: 4 su 5 stelle4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDa EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNessuna valutazione finora
- The Cyanide Canary: A True Story of InjusticeDa EverandThe Cyanide Canary: A True Story of InjusticeValutazione: 4 su 5 stelle4/5 (51)
- Design for How People Think: Using Brain Science to Build Better ProductsDa EverandDesign for How People Think: Using Brain Science to Build Better ProductsValutazione: 4 su 5 stelle4/5 (8)
- The Rights of Nature: A Legal Revolution That Could Save the WorldDa EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldValutazione: 5 su 5 stelle5/5 (1)
- Electrical Principles and Technology for EngineeringDa EverandElectrical Principles and Technology for EngineeringValutazione: 4 su 5 stelle4/5 (4)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsDa EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNessuna valutazione finora
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionDa EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionValutazione: 3 su 5 stelle3/5 (1)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDa EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNessuna valutazione finora
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDa EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tValutazione: 4.5 su 5 stelle4.5/5 (27)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorDa EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorValutazione: 4 su 5 stelle4/5 (7)
- Introduction to Ecology and Environmental Laws in IndiaDa EverandIntroduction to Ecology and Environmental Laws in IndiaNessuna valutazione finora
- Design Is The Problem: The Future of Design Must Be SustainableDa EverandDesign Is The Problem: The Future of Design Must Be SustainableValutazione: 1.5 su 5 stelle1.5/5 (2)
- Iconic Advantage: Don’t Chase the New, Innovate the OldDa EverandIconic Advantage: Don’t Chase the New, Innovate the OldValutazione: 4 su 5 stelle4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessDa EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNessuna valutazione finora
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDa EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceValutazione: 4 su 5 stelle4/5 (19)
- The Designer's Guide to the Cortex-M Processor FamilyDa EverandThe Designer's Guide to the Cortex-M Processor FamilyNessuna valutazione finora
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationDa EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationValutazione: 4.5 su 5 stelle4.5/5 (2)