Potrebbero piacerti anche
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsDa EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsValutazione: 4.5 su 5 stelle4.5/5 (2)
- Engineering Applications: A Project Resource BookDa EverandEngineering Applications: A Project Resource BookValutazione: 2.5 su 5 stelle2.5/5 (1)
- About UsDocumento35 pagineAbout Us9897856218Nessuna valutazione finora
- Deepak ResumeDocumento4 pagineDeepak ResumeDeepak SinghNessuna valutazione finora
- Summer Training Report MahleDocumento28 pagineSummer Training Report MahlePratik Agrawal100% (1)
- Manufacturing Engineering Processes For Off-Road Buggy'S Fuel Tank ProductionDocumento12 pagineManufacturing Engineering Processes For Off-Road Buggy'S Fuel Tank ProductionTJPRC PublicationsNessuna valutazione finora
- Abhay M. Inamdar: B25, Om Aditya CHS, Ganesh Wadi, Panch Pakhadi, Thane (W) - Thane 401601. Cell.: 9664333103Documento5 pagineAbhay M. Inamdar: B25, Om Aditya CHS, Ganesh Wadi, Panch Pakhadi, Thane (W) - Thane 401601. Cell.: 9664333103abhaymi2Nessuna valutazione finora
- Productivity Improvement I N MM540 Steering BoxDocumento42 pagineProductivity Improvement I N MM540 Steering BoxVijay JNessuna valutazione finora
- Siddhesh Raul Internship ReportDocumento51 pagineSiddhesh Raul Internship ReportSiddhesh RaulNessuna valutazione finora
- Optimising The Production Process of Export Components in Roots Cast PVT LTDDocumento53 pagineOptimising The Production Process of Export Components in Roots Cast PVT LTDnivi_ammukuttyNessuna valutazione finora
- Prakash SainiDocumento3 paginePrakash SainiRahul SainiNessuna valutazione finora
- Himansu Sekhar Mohapatra: Professional SummaryDocumento5 pagineHimansu Sekhar Mohapatra: Professional SummaryHimansu MohapatraNessuna valutazione finora
- Nipun ChauhanDocumento3 pagineNipun ChauhansurbhichauhanNessuna valutazione finora
- KalpeshPawar5internship Report Mechanical Engg by Kalpesh PawarDocumento6 pagineKalpeshPawar5internship Report Mechanical Engg by Kalpesh Pawarabhiabhishekn0167Nessuna valutazione finora
- Prakash Saini ChandraDocumento3 paginePrakash Saini ChandraRahul SainiNessuna valutazione finora
- Submitted by Krishnaraddi R GangalDocumento30 pagineSubmitted by Krishnaraddi R Gangal09gamb4005Nessuna valutazione finora
- Company Profile Rev1Documento21 pagineCompany Profile Rev1allrounder_mannNessuna valutazione finora
- Summer Training Report.Documento29 pagineSummer Training Report.Mujtaba Siddiqui100% (6)
- Od Intervention at Oswal Electricals Pvt. LTD: Submitted By: Manu M Nair AM - BU.P2MBA18029Documento7 pagineOd Intervention at Oswal Electricals Pvt. LTD: Submitted By: Manu M Nair AM - BU.P2MBA18029Manish NairNessuna valutazione finora
- Industry Visit ReportDocumento19 pagineIndustry Visit ReportMohamad Zaid100% (3)
- Gurpreet Banhal1Documento5 pagineGurpreet Banhal1aditya_pandey_77Nessuna valutazione finora
- Industrial Training PowerpointDocumento20 pagineIndustrial Training PowerpointqamarulNessuna valutazione finora
- Viraj Article in Tube Products International July 2014Documento2 pagineViraj Article in Tube Products International July 2014Kuldeep SinghNessuna valutazione finora
- Hruthvik Shyam aCE REPORTDocumento24 pagineHruthvik Shyam aCE REPORTHruthvik ShyamNessuna valutazione finora
- Productivity Improvement Through Lean Manufacturing: Manikandaprabu S, Anbuudayasankar S. PDocumento4 pagineProductivity Improvement Through Lean Manufacturing: Manikandaprabu S, Anbuudayasankar S. Pgeorge calNessuna valutazione finora
- Jekson Machinery PVT LTDDocumento49 pagineJekson Machinery PVT LTDFarhanNessuna valutazione finora
- Industrial Business Mart - May Indo MIMDocumento1 paginaIndustrial Business Mart - May Indo MIMIndo-MIMNessuna valutazione finora
- Internship Project ReportDocumento49 pagineInternship Project ReportMohammed Rafeeq Rawther67% (3)
- MAIN PaGES FurtherDocumento16 pagineMAIN PaGES FurtherVishal PatilNessuna valutazione finora
- Arshad Resume - Dot PDFDocumento6 pagineArshad Resume - Dot PDFArshad AnsariNessuna valutazione finora
- 3456YHBNMDocumento7 pagine3456YHBNMSPECTRUM DRIILING TOOLS INTERNATIONALNessuna valutazione finora
- Resume - Prakash Kumar - IED ManagerDocumento3 pagineResume - Prakash Kumar - IED ManagerSoundhara Pandian SamuvelNessuna valutazione finora
- Eccentric TurningDocumento57 pagineEccentric TurningNitin100% (1)
- Industrial Training Presentation: Aric Engineers Pvt. LTDDocumento16 pagineIndustrial Training Presentation: Aric Engineers Pvt. LTDDinesh KumarNessuna valutazione finora
- "Creative Enginnering Solution ": Industrial OperationsDocumento15 pagine"Creative Enginnering Solution ": Industrial OperationsAshwini ShettyNessuna valutazione finora
- Lean Manufacturing and Six Sigma (Final Year Project)Documento170 pagineLean Manufacturing and Six Sigma (Final Year Project)Engr Muhammad Ehsan100% (39)
- Nitesh Yadav PDFDocumento67 pagineNitesh Yadav PDFPulkit KaushikNessuna valutazione finora
- Besmak Components PVTDocumento17 pagineBesmak Components PVTSadham BabuNessuna valutazione finora
- Sayaji Bagi PaperDocumento9 pagineSayaji Bagi PaperJAYDEEPNessuna valutazione finora
- Naukri RajKumarArora (27y 0m)Documento5 pagineNaukri RajKumarArora (27y 0m)Amit SinhaNessuna valutazione finora
- Avinender SinghDocumento2 pagineAvinender SinghavinenderNessuna valutazione finora
- Hiranmayee Private LimitedDocumento25 pagineHiranmayee Private LimitedBlack berryNessuna valutazione finora
- Industrial Training Report On Plastic Moulding Industry (Roop Polymer)Documento21 pagineIndustrial Training Report On Plastic Moulding Industry (Roop Polymer)Suraj MauryaNessuna valutazione finora
- Amul Indstries PVT LTDDocumento65 pagineAmul Indstries PVT LTDSabhaya ChiragNessuna valutazione finora
- Multi Nut TightnerDocumento47 pagineMulti Nut TightnerMayilai AshokNessuna valutazione finora
- NBCDocumento54 pagineNBCPallavi JainNessuna valutazione finora
- Final ReportDocumento74 pagineFinal Reportapi-3703129100% (5)
- Training - Report KARTIK ATRIDocumento37 pagineTraining - Report KARTIK ATRIKartik AtriNessuna valutazione finora
- Project Report ON: Design and Manufacturing of Special Purpose Machine For Brake Wheel CylinderDocumento55 pagineProject Report ON: Design and Manufacturing of Special Purpose Machine For Brake Wheel Cylinderswapnil5didore5patilNessuna valutazione finora
- Sasikumar Muniappan - FinalDocumento3 pagineSasikumar Muniappan - FinalsasikumartvsNessuna valutazione finora
- Resume - Harish KathayatDocumento4 pagineResume - Harish KathayatvirendraNessuna valutazione finora
- Productivity Improvement Through Lean ManufacturingDocumento6 pagineProductivity Improvement Through Lean ManufacturingmanikandaprabuNessuna valutazione finora
- ISOS Assignment A Mini Case Study On: SAP R/3 Roll Out at Chaibasa Cement WorksDocumento17 pagineISOS Assignment A Mini Case Study On: SAP R/3 Roll Out at Chaibasa Cement WorksanweshaccNessuna valutazione finora
- Ratio Analysis of Appu International LudhianaDocumento47 pagineRatio Analysis of Appu International LudhianaAjay KumarNessuna valutazione finora
- Project Report On TPS in Brakes India PVT LTDDocumento21 pagineProject Report On TPS in Brakes India PVT LTDChandru Paramasivam100% (2)
- Mecha Nical Engineer: Kelaiya Hemang HDocumento3 pagineMecha Nical Engineer: Kelaiya Hemang HNavin rohillaNessuna valutazione finora
- S.N o C'Ompany Name Worked Duration Year of ExperienceDocumento8 pagineS.N o C'Ompany Name Worked Duration Year of ExperienceShankker KumarNessuna valutazione finora
- Studied Everything in Brief About Production of Various Products in Cold Forging ShopDocumento16 pagineStudied Everything in Brief About Production of Various Products in Cold Forging ShopyudhishtherNessuna valutazione finora
- A Report of Six Months Industrial Training at Milestone Gears Pvt. LTDDocumento63 pagineA Report of Six Months Industrial Training at Milestone Gears Pvt. LTDhemantNessuna valutazione finora
- R. Sundar: Career ObjectiveDocumento5 pagineR. Sundar: Career ObjectiveBalachandar SNessuna valutazione finora
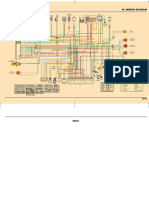
- 20 - Passion Pro Bs6 Wiring DiagramDocumento2 pagine20 - Passion Pro Bs6 Wiring DiagramShubham Shirkande100% (5)
- Manufacturing Associate - Modern Shopfloor EngineeringDocumento42 pagineManufacturing Associate - Modern Shopfloor EngineeringShubham ShirkandeNessuna valutazione finora
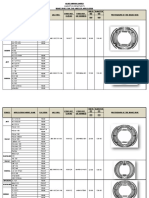
- Oil Seals Two WheelerDocumento26 pagineOil Seals Two WheelerShubham ShirkandeNessuna valutazione finora
- Fort. Mumbai 400 001.: No - DTE-1220/C.R.022/CET/ J08+ DateDocumento1 paginaFort. Mumbai 400 001.: No - DTE-1220/C.R.022/CET/ J08+ DateShubham ShirkandeNessuna valutazione finora
- CertificateDocumento1 paginaCertificateShubham ShirkandeNessuna valutazione finora
- Amvi Rto Mock Test 03Documento18 pagineAmvi Rto Mock Test 03Shubham ShirkandeNessuna valutazione finora
- Amvi Rto Mock Test 1Documento21 pagineAmvi Rto Mock Test 1Shubham ShirkandeNessuna valutazione finora
- Reduced Turning RadiusDocumento41 pagineReduced Turning RadiusShubham ShirkandeNessuna valutazione finora
- FE Student NameList Nov 17Documento16 pagineFE Student NameList Nov 17Shubham ShirkandeNessuna valutazione finora
- Cdac PreferanceDocumento2 pagineCdac PreferanceShubham ShirkandeNessuna valutazione finora
- Mechanical SeminarDocumento16 pagineMechanical SeminarShubham ShirkandeNessuna valutazione finora
- User Manual For This Bike Will Be Available SoonDocumento1 paginaUser Manual For This Bike Will Be Available SoonShubham ShirkandeNessuna valutazione finora
- Two Wheeler Catalogue - Brake ShoesDocumento3 pagineTwo Wheeler Catalogue - Brake ShoesShubham ShirkandeNessuna valutazione finora
- DenalDocumento1 paginaDenalNORDBNessuna valutazione finora
- History of PiezopolymersDocumento14 pagineHistory of PiezopolymersrachmajuwitaNessuna valutazione finora
- JOHANSSON (2003) - Composite Action in Connection Regions of Concrete-Filled Steel Tube ColumnsDocumento18 pagineJOHANSSON (2003) - Composite Action in Connection Regions of Concrete-Filled Steel Tube ColumnsRenata MartiniNessuna valutazione finora
- SUN2000-115kTL-M2 DatasheetDocumento2 pagineSUN2000-115kTL-M2 DatasheetFranckNessuna valutazione finora
- CE6303-Mech FL Unit 1-5Documento60 pagineCE6303-Mech FL Unit 1-5Mohan SivaNessuna valutazione finora
- CISC HandbookRev10 2 PDFDocumento12 pagineCISC HandbookRev10 2 PDFbasilecoqNessuna valutazione finora
- The Analysis of Earth Pressure On Retaining Wall Based On ABAQUSDocumento4 pagineThe Analysis of Earth Pressure On Retaining Wall Based On ABAQUSroloheNessuna valutazione finora
- Engineering Rock Mass Classific - Bhawani SinghDocumento46 pagineEngineering Rock Mass Classific - Bhawani Singhtita zhafira100% (1)
- Evaporation: Physical Separation Processes ECH3118 Faizah MD YasinDocumento49 pagineEvaporation: Physical Separation Processes ECH3118 Faizah MD YasinSyuhadah Noordin100% (1)
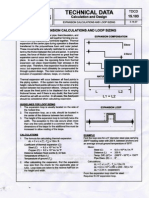
- Expansion Calculation and Loop Sizing001Documento2 pagineExpansion Calculation and Loop Sizing001Joseph R. F. DavidNessuna valutazione finora
- Electromagnetism: Grade 10 - Topic 6Documento2 pagineElectromagnetism: Grade 10 - Topic 6Lobi RybgNessuna valutazione finora
- Microscopy and Its Application in Microbiology andDocumento5 pagineMicroscopy and Its Application in Microbiology andDoanh NguyenNessuna valutazione finora
- Surface Erosion of Wind Turbine Blades:: Leon Mishnaevsky JRDocumento16 pagineSurface Erosion of Wind Turbine Blades:: Leon Mishnaevsky JRLeonNessuna valutazione finora
- Using Semi Circular Bending Test To Evaluate Low Temperature Fracture Resistance For Asphalt ConcreteDocumento10 pagineUsing Semi Circular Bending Test To Evaluate Low Temperature Fracture Resistance For Asphalt Concreteappu140688Nessuna valutazione finora
- Strong and Weak Forms For One-Dimensional Problems: A First Course in Finite Elements J. Fish and T. BelytschkoDocumento6 pagineStrong and Weak Forms For One-Dimensional Problems: A First Course in Finite Elements J. Fish and T. BelytschkoSahab HafeezNessuna valutazione finora
- The Analysis of Fusion Splice TechniqueDocumento6 pagineThe Analysis of Fusion Splice TechniqueCHARLES ROBERTNessuna valutazione finora
- CT-2 SEt D Answer KeyDocumento5 pagineCT-2 SEt D Answer KeyBHUVAN I (RA2111003011433)Nessuna valutazione finora
- NPTEL Course List 2022Documento205 pagineNPTEL Course List 2022abhijeet kambleNessuna valutazione finora
- Autopipe Reference Information: Fluid Transient MethodDocumento6 pagineAutopipe Reference Information: Fluid Transient MethodJohn NashNessuna valutazione finora
- Chapter 1 Elementary Materials Science PDFDocumento33 pagineChapter 1 Elementary Materials Science PDFSohan HasanNessuna valutazione finora
- Giancoli - Physics SolutionsDocumento1 paginaGiancoli - Physics Solutionspo4xx0% (1)
- Compressibility RubberDocumento11 pagineCompressibility Rubber2007rlwjdtnNessuna valutazione finora
- Slender Column and Two Way SlabsDocumento83 pagineSlender Column and Two Way Slabsshakirhamid6687100% (1)
- Review of Strengthening RC Columns With FRP Compos-2Documento70 pagineReview of Strengthening RC Columns With FRP Compos-2Rishika DixitNessuna valutazione finora
- Apex SteelDocumento64 pagineApex SteelSteve Jsob100% (1)
- Statisical Mechanics AnswersDocumento11 pagineStatisical Mechanics AnswersDaniel AvilaNessuna valutazione finora
- Test Paper 9Documento7 pagineTest Paper 9rajeshsharma4121Nessuna valutazione finora
- E.Physics-Assignments - Unit 3,4,5Documento3 pagineE.Physics-Assignments - Unit 3,4,5Naresh SinghNessuna valutazione finora
- 2000 Reff2021 PDFDocumento7 pagine2000 Reff2021 PDFocsspectroNessuna valutazione finora
- ME-3303 Thermodynamics - I: - 1 Introduction To Thermodynamics and Basic ConceptsDocumento18 pagineME-3303 Thermodynamics - I: - 1 Introduction To Thermodynamics and Basic ConceptsArslan GujjerNessuna valutazione finora