Potrebbero piacerti anche
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- The Iron Puddler My life in the rolling mills and what came of itDa EverandThe Iron Puddler My life in the rolling mills and what came of itNessuna valutazione finora
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Da EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Nessuna valutazione finora
- TM23 - Heat Treatment of Metals PDFDocumento32 pagineTM23 - Heat Treatment of Metals PDFAlessio NotariNessuna valutazione finora
- Mechanical Working of Metals: Theory and PracticeDa EverandMechanical Working of Metals: Theory and PracticeValutazione: 5 su 5 stelle5/5 (2)
- TQM For Steel Bars PDFDocumento36 pagineTQM For Steel Bars PDFImtiazuddin AhmedNessuna valutazione finora
- Purpose of Heat TreatmentDocumento4 paginePurpose of Heat TreatmentVenkateshYadavCivarlaNessuna valutazione finora
- Determination of the Mechanical and Technological Properties of MetalsDa EverandDetermination of the Mechanical and Technological Properties of MetalsNessuna valutazione finora
- Riser Analysis Using Casting Simulation Techniques During SolidificationDocumento2 pagineRiser Analysis Using Casting Simulation Techniques During SolidificationRizal SandiNessuna valutazione finora
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeDa EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNessuna valutazione finora
- Lecture 18 - Powder MetallurgyDocumento13 pagineLecture 18 - Powder MetallurgyKonark PatelNessuna valutazione finora
- 2017-91 Heat Treatment of SteelDocumento74 pagine2017-91 Heat Treatment of SteelJen Megah Bremanda SembiringNessuna valutazione finora
- Surface TreatmentDocumento34 pagineSurface TreatmentnagarajNessuna valutazione finora
- Forging PDF NotesDocumento51 pagineForging PDF Notesaman prasadNessuna valutazione finora
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocumento7 pagineDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Application Note Powder MetallurgyDocumento6 pagineApplication Note Powder MetallurgyVictoria TechiNessuna valutazione finora
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Documento27 pagineSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- Aluminium DegassingDocumento4 pagineAluminium DegassingJohnNessuna valutazione finora
- Solid CastDocumento55 pagineSolid Castcesar_abddNessuna valutazione finora
- Hot Deformation of Microalloyed SteelDocumento56 pagineHot Deformation of Microalloyed Steeljunee100% (1)
- Heat TreatmentDocumento2 pagineHeat TreatmentAnonymous XClYkdKyNessuna valutazione finora
- MicrostructuresDocumento10 pagineMicrostructuresErin BarryNessuna valutazione finora
- Sheet Metal WorkDocumento29 pagineSheet Metal WorkSolcastic SoulNessuna valutazione finora
- Iron Carbon DiagramDocumento11 pagineIron Carbon DiagrampawannhpcNessuna valutazione finora
- Heat Treatment of Al-Si-Cu-Mg Casting AlloysDocumento60 pagineHeat Treatment of Al-Si-Cu-Mg Casting AlloysRocio LopezNessuna valutazione finora
- Forging TemperatureDocumento91 pagineForging TemperatureRonald Taufiq WNessuna valutazione finora
- Heat-Treatment - Basics: G S MahobiaDocumento59 pagineHeat-Treatment - Basics: G S MahobiaElangoNessuna valutazione finora
- Casting DefectDocumento5 pagineCasting DefectSaurabhNessuna valutazione finora
- NADCA StandardsDocumento8 pagineNADCA StandardsmathiprakashNessuna valutazione finora
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocumento6 pagineEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNessuna valutazione finora
- MetallurgyDocumento17 pagineMetallurgyirajfarji2481Nessuna valutazione finora
- 03 CH3 MacJul19 PDFDocumento115 pagine03 CH3 MacJul19 PDFNabilah MustafaNessuna valutazione finora
- Hot Forge UpsetDocumento13 pagineHot Forge UpsetAnonymous QiMB2lBCJLNessuna valutazione finora
- Melt Degassing and Best Practices For HP Die CastersDocumento14 pagineMelt Degassing and Best Practices For HP Die CastersLilian Jefferson MalavaziNessuna valutazione finora
- Stainless StealDocumento17 pagineStainless StealSinead E TobinNessuna valutazione finora
- Basic Principles of Heat TreatmentDocumento4 pagineBasic Principles of Heat TreatmentHarpreet AroraNessuna valutazione finora
- Metal Structure and Metallography TechniqueDocumento11 pagineMetal Structure and Metallography TechniqueLilian RoseNessuna valutazione finora
- Gas Atmosphere Heat Treatment PDFDocumento59 pagineGas Atmosphere Heat Treatment PDFsmani170Nessuna valutazione finora
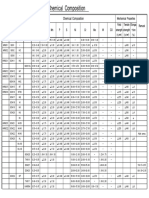
- Heat Resistant Alloy Chemical CompositionDocumento2 pagineHeat Resistant Alloy Chemical Compositionsusisaravanan100% (1)
- Gating-Risering Sec2Documento35 pagineGating-Risering Sec2jagan_4u100% (1)
- Comparison Between Traditional and Innovative SteelsDocumento10 pagineComparison Between Traditional and Innovative SteelsIonut AdrianNessuna valutazione finora
- Chromate Conversion Coatings and Their Current AppDocumento5 pagineChromate Conversion Coatings and Their Current AppDeni HermawanNessuna valutazione finora
- Metal Casting Principles and TechniquesDocumento6 pagineMetal Casting Principles and TechniquesChandra Wahyu SetiawanNessuna valutazione finora
- Welding MetallurgyDocumento30 pagineWelding MetallurgySamanthaPereraNessuna valutazione finora
- Casting DefectsDocumento23 pagineCasting DefectsRamanujam RadhakrishnanNessuna valutazione finora
- 15 MetallographyDocumento42 pagine15 Metallographysuhas110Nessuna valutazione finora
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocumento9 pagineApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicNessuna valutazione finora
- Gating System For Casting2 - WT7 PDFDocumento87 pagineGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Welding Metallurgy-2Documento9 pagineWelding Metallurgy-2Nur SyahroniNessuna valutazione finora
- Surface Hardening Methods PDFDocumento3 pagineSurface Hardening Methods PDFbkforuNessuna valutazione finora
- Steel ShotDocumento6 pagineSteel ShotExcel Hydro Pneumatics (INDIA) EHPINessuna valutazione finora
- Electroplating of PlasticsDocumento4 pagineElectroplating of PlasticsislammughalNessuna valutazione finora
- Dr. Harish AgingDocumento13 pagineDr. Harish AgingLeta DabaNessuna valutazione finora
- Casting 1Documento26 pagineCasting 1Lal KishanNessuna valutazione finora
- Cast IronDocumento15 pagineCast IronJohnNessuna valutazione finora
- Causes of Casting Defects With RemediesDocumento6 pagineCauses of Casting Defects With RemediesKavita KaleNessuna valutazione finora
- Austenitizing Heat Treatment PDFDocumento20 pagineAustenitizing Heat Treatment PDFsivajirao70100% (1)
- Physical MetallurgyDocumento101 paginePhysical MetallurgySheikh Sabbir Sarforaz100% (1)
- Brochure 2017Documento44 pagineBrochure 2017bibiana8593Nessuna valutazione finora
- CY8 C95 X 0 ADocumento32 pagineCY8 C95 X 0 AAnonymous 60esBJZIj100% (1)
- Service Manual: Model: R410, RB410, RV410, RD410 SeriesDocumento116 pagineService Manual: Model: R410, RB410, RV410, RD410 SeriesJorge Eustaquio da SilvaNessuna valutazione finora
- Introduction Into Post Go-Live SizingsDocumento26 pagineIntroduction Into Post Go-Live SizingsCiao BentosoNessuna valutazione finora
- INTERNSHIP PRESENTATION - Dhanya - 2020Documento16 pagineINTERNSHIP PRESENTATION - Dhanya - 2020Sanitha MichailNessuna valutazione finora
- C Sharp Logical TestDocumento6 pagineC Sharp Logical TestBogor0251Nessuna valutazione finora
- MOFPED STRATEGIC PLAN 2016 - 2021 PrintedDocumento102 pagineMOFPED STRATEGIC PLAN 2016 - 2021 PrintedRujumba DukeNessuna valutazione finora
- Czech Republic GAAPDocumento25 pagineCzech Republic GAAPFin Cassie Lazy100% (1)
- Ethercombing Independent Security EvaluatorsDocumento12 pagineEthercombing Independent Security EvaluatorsangelNessuna valutazione finora
- We Move You. With Passion.: YachtDocumento27 pagineWe Move You. With Passion.: YachthatelNessuna valutazione finora
- Projects: Term ProjectDocumento2 pagineProjects: Term ProjectCoursePinNessuna valutazione finora
- VP Construction Real Estate Development in NY NJ Resume Edward CondolonDocumento4 pagineVP Construction Real Estate Development in NY NJ Resume Edward CondolonEdwardCondolonNessuna valutazione finora
- Leeka Kheifets PrincipleDocumento6 pagineLeeka Kheifets PrincipleAlexandreau del FierroNessuna valutazione finora
- Question Bank For Vlsi LabDocumento4 pagineQuestion Bank For Vlsi LabSav ThaNessuna valutazione finora
- Marley Product Catalogue Brochure Grease TrapsDocumento1 paginaMarley Product Catalogue Brochure Grease TrapsKushalKallychurnNessuna valutazione finora
- Home Guaranty Corp. v. Manlapaz - PunzalanDocumento3 pagineHome Guaranty Corp. v. Manlapaz - PunzalanPrincess Aliyah Punzalan100% (1)
- Kompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFDocumento13 pagineKompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFEka IdrisNessuna valutazione finora
- IEEE Conference Template ExampleDocumento14 pagineIEEE Conference Template ExampleEmilyNessuna valutazione finora
- TP1743 - Kertas 1 Dan 2 Peperiksaan Percubaan SPM Sains 2023-20243Documento12 pagineTP1743 - Kertas 1 Dan 2 Peperiksaan Percubaan SPM Sains 2023-20243Felix ChewNessuna valutazione finora
- Minor Project Report Format MCADocumento11 pagineMinor Project Report Format MCAAnurag AroraNessuna valutazione finora
- VISCOROL Series - Magnetic Level Indicators: DescriptionDocumento4 pagineVISCOROL Series - Magnetic Level Indicators: DescriptionRaduNessuna valutazione finora
- Huawei Core Roadmap TRM10 Dec 14 2011 FinalDocumento70 pagineHuawei Core Roadmap TRM10 Dec 14 2011 Finalfirasibraheem100% (1)
- Payment of GratuityDocumento5 paginePayment of Gratuitypawan2225Nessuna valutazione finora
- Powerpoint Presentation R.A 7877 - Anti Sexual Harassment ActDocumento14 paginePowerpoint Presentation R.A 7877 - Anti Sexual Harassment ActApple100% (1)
- Life Cycle Cost Analysis of Hvac System in Office ProjectsDocumento3 pagineLife Cycle Cost Analysis of Hvac System in Office ProjectsVashuka GhritlahreNessuna valutazione finora
- MEMORANDUMDocumento8 pagineMEMORANDUMAdee JocsonNessuna valutazione finora
- WHO Partograph Study Lancet 1994Documento6 pagineWHO Partograph Study Lancet 1994Dewi PradnyaNessuna valutazione finora
- Heat TreatmentsDocumento14 pagineHeat Treatmentsravishankar100% (1)
- Relevant Cost For Decision: Kelompok 2Documento78 pagineRelevant Cost For Decision: Kelompok 2prames tiNessuna valutazione finora
- Scope: Provisional Method - 1994 © 1984 TAPPIDocumento3 pagineScope: Provisional Method - 1994 © 1984 TAPPIМаркус СилваNessuna valutazione finora