Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- PRAI-M0-YT01-LA-7500 - As-Built - Data Sheet For Feed Water PumpDocumento3 paginePRAI-M0-YT01-LA-7500 - As-Built - Data Sheet For Feed Water PumpSuman GhoshNessuna valutazione finora
- Bulk Properties of PowdersDocumento15 pagineBulk Properties of Powderslhphong021191Nessuna valutazione finora
- P&ID Symbols Piping ProcessDocumento101 pagineP&ID Symbols Piping ProcessBadrian Badbad67% (3)
- Reaction Kinetics TutorialDocumento8 pagineReaction Kinetics TutorialBerry101Nessuna valutazione finora
- Aerodynamics 1Documento512 pagineAerodynamics 1bitchwhorecuntNessuna valutazione finora
- Valve Selection Handbook - Check ValvesDocumento16 pagineValve Selection Handbook - Check ValvesPalazzo345Nessuna valutazione finora
- FERTIGATIONDocumento96 pagineFERTIGATIONNohaAbdulWarthNessuna valutazione finora
- Piping Class - AC21Documento2 paginePiping Class - AC21Дмитрий РыбаковNessuna valutazione finora
- Latest Price Lists for Pipes & TubesDocumento13 pagineLatest Price Lists for Pipes & TubesDaks Parker40% (5)
- Boling Point CurvesDocumento28 pagineBoling Point CurvesMuhammad MohtashimNessuna valutazione finora
- WESTEN - BAXI Manual in RomanaDocumento32 pagineWESTEN - BAXI Manual in RomanaCretu Diana60% (5)
- ME405 Refrigeration and Air ConditioningDocumento3 pagineME405 Refrigeration and Air ConditioningSUJITH GNessuna valutazione finora
- Toplinske I Difuzione Operacije 3 VIDocumento1 paginaToplinske I Difuzione Operacije 3 VIhagilem963Nessuna valutazione finora
- Steam Trap Selection GuideDocumento1 paginaSteam Trap Selection GuidelatshareNessuna valutazione finora
- Homework 3 So LNDocumento7 pagineHomework 3 So LNMuhammadUsmanNessuna valutazione finora
- ME 423: Machine Design: Design of Scalp Cooling Systems For Preventing Alopecia During Chemotherapy Prof. Ramesh SinghDocumento15 pagineME 423: Machine Design: Design of Scalp Cooling Systems For Preventing Alopecia During Chemotherapy Prof. Ramesh SinghTejas LadheNessuna valutazione finora
- Guide To Registration Rev 9 - February 2014Documento5 pagineGuide To Registration Rev 9 - February 2014Anton WelgemoedNessuna valutazione finora
- Selection of Water Cooled Screw ChillerDocumento1 paginaSelection of Water Cooled Screw Chillercalvin.bloodaxe4478Nessuna valutazione finora
- Chemical Equilibrium MCQDocumento13 pagineChemical Equilibrium MCQNidhi SisodiaNessuna valutazione finora
- Egl, HGLDocumento16 pagineEgl, HGLJOSE MARTIN MORA RIVEROSNessuna valutazione finora
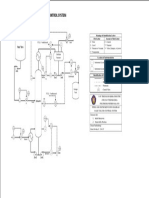
- P&ID BASIC COLUMN CONTROLDocumento1 paginaP&ID BASIC COLUMN CONTROLnaduaNessuna valutazione finora
- CH412 HEAT TRANSFER- TEMP DIFF ACROSS INSULATING MATERIALDocumento1 paginaCH412 HEAT TRANSFER- TEMP DIFF ACROSS INSULATING MATERIALBSMK60Nessuna valutazione finora
- General 2011 BrochureDocumento3 pagineGeneral 2011 BrochureJoshua EkoNessuna valutazione finora
- 3.1 Cryogenic Fluid Mechanics: Fluid Flow Commonly Occurs in Most Cryogenic SystemsDocumento28 pagine3.1 Cryogenic Fluid Mechanics: Fluid Flow Commonly Occurs in Most Cryogenic SystemsAbd NaamiNessuna valutazione finora
- BAY40-630 With PumpDocumento9 pagineBAY40-630 With PumpChathuranga AmilaNessuna valutazione finora
- Hughmark, G.A Pressure Drop in Horizontal and Vertical Co-CurrentDocumento7 pagineHughmark, G.A Pressure Drop in Horizontal and Vertical Co-Currentscata1117Nessuna valutazione finora
- Tutorial 3Documento3 pagineTutorial 3meansaminNessuna valutazione finora
- Filter Media Replacement: Theory and Practical ExperienceDocumento41 pagineFilter Media Replacement: Theory and Practical ExperienceMuhammad Ammar AkbarNessuna valutazione finora
- M Series Plate Heat Exchanger Data SheetDocumento6 pagineM Series Plate Heat Exchanger Data SheetdINONessuna valutazione finora
- UNIT # 1 Final Report of WDADocumento38 pagineUNIT # 1 Final Report of WDArashmi006kiit8417Nessuna valutazione finora