Potrebbero piacerti anche
- Tratamientos Termicos y ElectroquimicosDocumento3 pagineTratamientos Termicos y Electroquimicoshezmofer0% (1)
- HT 9.2 - Convección Forzada InternaDocumento1 paginaHT 9.2 - Convección Forzada InternaDiegoChonilloNessuna valutazione finora
- Equipos para Soldar A Presión y FusiónDocumento16 pagineEquipos para Soldar A Presión y FusiónFabian WosNessuna valutazione finora
- Practica de CizalladoDocumento2 paginePractica de CizalladoSteve Wozniak100% (1)
- Caso de Estudio Analisis AceiteDocumento22 pagineCaso de Estudio Analisis AceitecuatzogNessuna valutazione finora
- Constitución de Los Materiales CerámicosDocumento5 pagineConstitución de Los Materiales CerámicosJuan Diego Urgiles Rojas100% (2)
- Proyecto de La HéliceDocumento7 pagineProyecto de La HéliceGuillermo Blanco100% (1)
- 3 Conducción en Estado EstableDocumento53 pagine3 Conducción en Estado EstableRolando BobadillaNessuna valutazione finora
- 22 - Fuerza de CorteDocumento14 pagine22 - Fuerza de Cortegatova33% (3)
- Frenos y Embragues PDFDocumento45 pagineFrenos y Embragues PDFMario Góngora100% (1)
- Selecciòn de Materiales - Mètodo GràficoDocumento102 pagineSelecciòn de Materiales - Mètodo GràficoJosé Eduardo Lara HernándezNessuna valutazione finora
- Glosario - Ciencia de Los MaterialesDocumento39 pagineGlosario - Ciencia de Los MaterialesManolo Par0% (1)
- Marco Teórico AceroDocumento7 pagineMarco Teórico AceroIvanNessuna valutazione finora
- Prensa de Doble AccionDocumento21 paginePrensa de Doble AccionRaphaelCaldeNessuna valutazione finora
- 2BNResistenciadeMateriales ECDocumento56 pagine2BNResistenciadeMateriales ECFreddy ParraNessuna valutazione finora
- TT NormalizadoDocumento11 pagineTT NormalizadoWilmer Quezada MurilloNessuna valutazione finora
- COMBUSTIÓNDocumento1 paginaCOMBUSTIÓNRodolfo Huerta Casana0% (1)
- Atmósfera ProtectoraDocumento2 pagineAtmósfera ProtectoraSebastián Andrés Rojas MontielNessuna valutazione finora
- NORMALIZACIÓNDocumento19 pagineNORMALIZACIÓNedNessuna valutazione finora
- Economia Del MecanizadoDocumento30 pagineEconomia Del MecanizadoShinigami01001Nessuna valutazione finora
- Fundición y Aleaciones Metalicas 1Documento311 pagineFundición y Aleaciones Metalicas 1Gilmar Josef Medina Silva100% (1)
- Tipos de Hornos para Tratamientos TermicosDocumento3 pagineTipos de Hornos para Tratamientos TermicosChus Miguel ZepedaNessuna valutazione finora
- Rosca Americana Cónica para Tubos NPTDocumento3 pagineRosca Americana Cónica para Tubos NPTDenis CruxNessuna valutazione finora
- Tema 05 Procesos de MecanizadoDocumento38 pagineTema 05 Procesos de MecanizadoMaria GamezNessuna valutazione finora
- 2.reacciones Gas MetalDocumento18 pagine2.reacciones Gas MetalKhristian RiversNessuna valutazione finora
- Acero SISA A2Documento4 pagineAcero SISA A2tekateNessuna valutazione finora
- Analisis de Soldadura PDFDocumento19 pagineAnalisis de Soldadura PDFpitufoNessuna valutazione finora
- Calderas Tesis Universidad SN Carlos GuatemalaDocumento193 pagineCalderas Tesis Universidad SN Carlos GuatemalaRoberto Barboza100% (1)
- Cuestionario 1 Taladro 2Documento12 pagineCuestionario 1 Taladro 2Francisco.AlvaroNessuna valutazione finora
- Metales Refractarios y PreciososDocumento9 pagineMetales Refractarios y Preciosossamuel SalcedoNessuna valutazione finora
- Informe de FundiciónDocumento17 pagineInforme de FundiciónJavier Rodriguez0% (1)
- Turbomaquinas TermicasDocumento68 pagineTurbomaquinas Termicasjose reategui llempenNessuna valutazione finora
- CONSTRUCCIÓN DEL DIAGRAMA TTT PARA EL ACERO 1080-Cr UTILIZANDO PROBETAS JOMINY INSTRUMENTADASDocumento12 pagineCONSTRUCCIÓN DEL DIAGRAMA TTT PARA EL ACERO 1080-Cr UTILIZANDO PROBETAS JOMINY INSTRUMENTADASEdgar LopezNessuna valutazione finora
- TMM-02 Mecanismos Articulados PlanosDocumento24 pagineTMM-02 Mecanismos Articulados PlanosNestorRinconMalloNessuna valutazione finora
- Historia de NitruracionDocumento3 pagineHistoria de Nitruracionaide natalyNessuna valutazione finora
- Cuestionario CompletoDocumento3 pagineCuestionario CompletoJunior Sena DiazNessuna valutazione finora
- Tipo de Uniones RemachadasDocumento7 pagineTipo de Uniones RemachadasJuan Cruz VergaraNessuna valutazione finora
- Calculo de EngranajesDocumento12 pagineCalculo de Engranajesjhonys123Nessuna valutazione finora
- INFORME de Recuperacion de Piezas Por Soldadura (PACCAYA ZINANYUCA NESTOR)Documento34 pagineINFORME de Recuperacion de Piezas Por Soldadura (PACCAYA ZINANYUCA NESTOR)nestor paccayaNessuna valutazione finora
- Métodos de FijaciónDocumento6 pagineMétodos de FijaciónIVANNessuna valutazione finora
- Banco de TubosDocumento8 pagineBanco de TubosLuis Fernando CMagañaNessuna valutazione finora
- 11 FundicionDocumento34 pagine11 FundicionAndrés HerreraNessuna valutazione finora
- Soldadura Por ForjaDocumento15 pagineSoldadura Por ForjaAlacCano100% (1)
- Laboratorio 1 Tratamientos TermicosDocumento12 pagineLaboratorio 1 Tratamientos TermicosGonzaloNessuna valutazione finora
- Cuestionario 8 - Procesos de ManufacturaDocumento5 pagineCuestionario 8 - Procesos de ManufacturaRodri Condori Bedoya0% (1)
- Descripcion y Propiedades de La BujiaDocumento22 pagineDescripcion y Propiedades de La BujiaPipe Galvez NovoaNessuna valutazione finora
- Alternador Trifásico, PRINCIPIO DE FUNCIONAMIENTO, CONSTITUCIÓN Y RELACIÓN ENTRE TENSIÓN GENERADA Y TENSIÓN EN BORNES PARA VARIOS FACTORES DE POTENCIA DE CARGA DE UN ALTERNADOR TRIFÁSICO.Documento4 pagineAlternador Trifásico, PRINCIPIO DE FUNCIONAMIENTO, CONSTITUCIÓN Y RELACIÓN ENTRE TENSIÓN GENERADA Y TENSIÓN EN BORNES PARA VARIOS FACTORES DE POTENCIA DE CARGA DE UN ALTERNADOR TRIFÁSICO.Georddy HerreraNessuna valutazione finora
- Soldaduras Especiales para Cabezotes y Bloques de Motor en Materiales de Aluminio y Hierro FundidoDocumento2 pagineSoldaduras Especiales para Cabezotes y Bloques de Motor en Materiales de Aluminio y Hierro FundidoAndres Andrade100% (1)
- Denominación en Los Aceros EAE ISO AISI SAE ASTMDocumento41 pagineDenominación en Los Aceros EAE ISO AISI SAE ASTMAldo HernándezNessuna valutazione finora
- Actividad 10Documento3 pagineActividad 10Nicolay CastellanoNessuna valutazione finora
- Practica 2 - Forjado y TT de Un CincelDocumento7 paginePractica 2 - Forjado y TT de Un CincelRipper AtNessuna valutazione finora
- Fundicion IndustrialDocumento11 pagineFundicion IndustrialpergutiNessuna valutazione finora
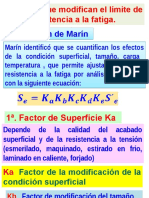
- Factores Que Modifican La Resistencia A La FatigaDocumento27 pagineFactores Que Modifican La Resistencia A La Fatigajhony riosNessuna valutazione finora
- Soldadura Por Presión y EquiposDocumento10 pagineSoldadura Por Presión y EquiposSamuel Enrique100% (1)
- Importancia de Los Ensayos de ImpactoDocumento1 paginaImportancia de Los Ensayos de ImpactoSolórzano VíctorNessuna valutazione finora
- Tratamientos Térmicos y Termo QímicosDocumento15 pagineTratamientos Térmicos y Termo QímicossydnisayurikiNessuna valutazione finora
- T3 Tratamientos TermicosDocumento11 pagineT3 Tratamientos TermicosJuan ChapacaNessuna valutazione finora
- Tratamientos Térmicos Elementos PDFDocumento26 pagineTratamientos Térmicos Elementos PDFAlvaro LazoNessuna valutazione finora
- Acero 1018Documento13 pagineAcero 1018Alejandro Tutasi0% (1)
- Nvestigación Individual Temas 2.1, 2.2 y 2.3Documento12 pagineNvestigación Individual Temas 2.1, 2.2 y 2.3vicente perezNessuna valutazione finora
- Fajas, Piñons y Cadenas y AcoplamientsDocumento28 pagineFajas, Piñons y Cadenas y AcoplamientsMabelVanessaNessuna valutazione finora
- Fajas, Piñons y Cadenas y AcoplamientsDocumento28 pagineFajas, Piñons y Cadenas y AcoplamientsMabelVanessaNessuna valutazione finora
- Grasas LubricantesDocumento6 pagineGrasas LubricantesMabelVanessaNessuna valutazione finora
- Secado en Soluciones Diluidas y SuspensionesDocumento15 pagineSecado en Soluciones Diluidas y SuspensionesMabelVanessaNessuna valutazione finora
- FUNDAMENTO TEORICO NectarDocumento1 paginaFUNDAMENTO TEORICO NectarMabelVanessaNessuna valutazione finora
- FUNDAMENTO TEORICO y ConclusionesDocumento2 pagineFUNDAMENTO TEORICO y ConclusionesMabelVanessaNessuna valutazione finora
- Mate Aplicada Nectar de PiñaDocumento17 pagineMate Aplicada Nectar de PiñaMabelVanessaNessuna valutazione finora
- Informe Tuna CorregidoDocumento20 pagineInforme Tuna CorregidoMabelVanessa0% (1)
- Discusiones QuesooDocumento37 pagineDiscusiones QuesooMabelVanessaNessuna valutazione finora
- Secado en Soluciones Diluidas y SuspensionesDocumento15 pagineSecado en Soluciones Diluidas y SuspensionesMabelVanessaNessuna valutazione finora
- Discusiones QuesooDocumento2 pagineDiscusiones QuesooMabelVanessaNessuna valutazione finora
- Discusiones QuesooDocumento2 pagineDiscusiones QuesooMabelVanessaNessuna valutazione finora
- Materia Prima Leche en PolvoDocumento4 pagineMateria Prima Leche en PolvoMabelVanessa0% (1)
- Leche ChocolatadaDocumento2 pagineLeche ChocolatadaMabelVanessaNessuna valutazione finora
- RELACIONES BINARIAS Y FUNCIONES PresentaciónDocumento41 pagineRELACIONES BINARIAS Y FUNCIONES PresentaciónCarlos Kevin ApazaNessuna valutazione finora
- Teoria Del Factor Dual de HerzbergDocumento1 paginaTeoria Del Factor Dual de HerzbergHECTOR VERA100% (2)
- Interruptores de PotenciaDocumento17 pagineInterruptores de PotenciaLuix Ha100% (2)
- 1 SM Silvia MelladoDocumento3 pagine1 SM Silvia MelladoLuGarcíaNessuna valutazione finora
- MEM. CALCULO ESCALERA MET. No. 1Documento12 pagineMEM. CALCULO ESCALERA MET. No. 1Industrial FurnitureNessuna valutazione finora
- ContentServer PDFDocumento20 pagineContentServer PDFmarianaNessuna valutazione finora
- Interpretación de Planos Iacc Tarea6Documento10 pagineInterpretación de Planos Iacc Tarea6Gerald JiménezNessuna valutazione finora
- La Dama Inquieta 15Documento54 pagineLa Dama Inquieta 15israelNessuna valutazione finora
- LucesDocumento7 pagineLucesLaura HierroNessuna valutazione finora
- Evidencia 3 Taller Construcción y Gestión de ProcesosDocumento3 pagineEvidencia 3 Taller Construcción y Gestión de ProcesosJuan de Jesus Montenegro Susa100% (9)
- Introduccion Unidad 1. FundamentosDocumento14 pagineIntroduccion Unidad 1. Fundamentoslety45Nessuna valutazione finora
- Actividad 3 PLCDocumento2 pagineActividad 3 PLCRoberto Carlos DazaNessuna valutazione finora
- Cálculo Del GoteoDocumento1 paginaCálculo Del Goteovane4100% (1)
- Cinematica InversaDocumento3 pagineCinematica InversaJose Ignacio Lopez AlmanzaNessuna valutazione finora
- 1esoma SV Es Ev So PDFDocumento2 pagine1esoma SV Es Ev So PDFRaquel LopezNessuna valutazione finora
- KdjfodjflDocumento11 pagineKdjfodjflEdwin Pachacuti ApazaNessuna valutazione finora
- Reseña Crítica Israel Lara Filosofía de La EducaciónDocumento6 pagineReseña Crítica Israel Lara Filosofía de La EducaciónIsrael Lara LeónNessuna valutazione finora
- Implementación de Un Sitema de Gestiíon Ambiental para La Empresa Constructora Ahec SRL Basado en La Norma Iso 14001Documento7 pagineImplementación de Un Sitema de Gestiíon Ambiental para La Empresa Constructora Ahec SRL Basado en La Norma Iso 14001MaryNessuna valutazione finora
- 4 La Cartografia y Los MapasDocumento5 pagine4 La Cartografia y Los Mapasdinkicorbata2Nessuna valutazione finora
- Asia en BreveDocumento2 pagineAsia en Brevejuan jose torreNessuna valutazione finora
- PAPELITOSDocumento1 paginaPAPELITOSDenys Andrea BordaNessuna valutazione finora
- Anexo 1 Ficha Detección NEEDocumento2 pagineAnexo 1 Ficha Detección NEECYNTHIA ALEXANDRA QUIJIJE WONGNessuna valutazione finora
- Los Angeles Del AmorDocumento11 pagineLos Angeles Del AmorMizar PetrusNessuna valutazione finora
- 2.ED-Batalla NeuronaDocumento1 pagina2.ED-Batalla Neuronanairon lopezNessuna valutazione finora
- Experiencia de Aprendizaje 4Documento2 pagineExperiencia de Aprendizaje 4James Andrey Rojas CotrinaNessuna valutazione finora
- Matriz de CaracteresDocumento9 pagineMatriz de CaracteresAndrew BisNessuna valutazione finora
- Anexo 4. Indicadores Claves de Desempeño KPIDocumento4 pagineAnexo 4. Indicadores Claves de Desempeño KPIvzapatapaiva8815Nessuna valutazione finora
- El AdjetivoDocumento5 pagineEl AdjetivoCristopher MPNessuna valutazione finora
- Manual de Responsabilidad Social para PYMESDocumento100 pagineManual de Responsabilidad Social para PYMESyosolinoNessuna valutazione finora
- SESIÓN de COMO LEEMOS SOBRE EL MITO DE LA LLUVIADocumento8 pagineSESIÓN de COMO LEEMOS SOBRE EL MITO DE LA LLUVIACinthia Epifanía TorresNessuna valutazione finora