Potrebbero piacerti anche
- Microbiologia de La Leche PDFDocumento15 pagineMicrobiologia de La Leche PDFPaulaAlejandraAvilaParradoNessuna valutazione finora
- Manual NectarDocumento11 pagineManual NectarAnonymous tr4FfzDiwNessuna valutazione finora
- Mercado Del Queso Ricotta en La Provincia de UrubambaDocumento20 pagineMercado Del Queso Ricotta en La Provincia de UrubambaIVAN HUAMAN ESTRADA100% (1)
- Conservación de Alimentos1Documento17 pagineConservación de Alimentos1abel20113636100% (1)
- Marco Teorico PPDocumento9 pagineMarco Teorico PPLuisAlexRoaCondoriNessuna valutazione finora
- INFORME de QUESO CHITAGADocumento15 pagineINFORME de QUESO CHITAGADafna Drouet RNessuna valutazione finora
- Prueba Del Perfil Del Sabor CalidadDocumento15 paginePrueba Del Perfil Del Sabor CalidadMaría Auxiliadora Mendoza SantanderNessuna valutazione finora
- Producción de lácteos según solicitud del clienteDocumento4 pagineProducción de lácteos según solicitud del clienteMileidy Tafur HernandezNessuna valutazione finora
- Crujencia en El PanDocumento4 pagineCrujencia en El PanJohn Dennis Tadeo FloresNessuna valutazione finora
- Informe DescremadoraDocumento8 pagineInforme DescremadoraFelixFaustinoNessuna valutazione finora
- Verde Brillante Bilis 2Documento3 pagineVerde Brillante Bilis 2Paula Andrea GomezNessuna valutazione finora
- Buenas Practicas de Manufactura en Un A Planta de AceitunaDocumento7 pagineBuenas Practicas de Manufactura en Un A Planta de AceitunaJose Cesar MamaniNessuna valutazione finora
- Caso Ejemplo Manual Alimentos-Para TrabajarDocumento202 pagineCaso Ejemplo Manual Alimentos-Para TrabajarSeleny Lopez AntonioNessuna valutazione finora
- Practicas DecimoDocumento61 paginePracticas DecimoFernando RodriguezNessuna valutazione finora
- Homogenización y BactofugacionDocumento9 pagineHomogenización y BactofugacionBeatriz Julia Cayo PariNessuna valutazione finora
- GUIA PRACTICA 3 Cultivos LacticosDocumento4 pagineGUIA PRACTICA 3 Cultivos LacticosRosa Beltran Mora0% (1)
- CasoDocumento8 pagineCasoJesús Alexander Sánchez GonzàlezNessuna valutazione finora
- Clase 6. Tecnologia de Proceso de Manjar BlancoDocumento104 pagineClase 6. Tecnologia de Proceso de Manjar BlancoMaritzaAnabelMedinaSilveraNessuna valutazione finora
- Manual Del Sistema de Gestión de Calidad Basado en Iso 9001:2015 PARA LA EMPRESA Comosal S.A.C en El Producto: Arroz ElaboradoDocumento100 pagineManual Del Sistema de Gestión de Calidad Basado en Iso 9001:2015 PARA LA EMPRESA Comosal S.A.C en El Producto: Arroz ElaboradoVania MioNessuna valutazione finora
- IFS Vs SQFDocumento6 pagineIFS Vs SQFJAQUELIN NITO MENDOZANessuna valutazione finora
- Fuerza de Cuajo InformeDocumento5 pagineFuerza de Cuajo InformeCarlos CCNessuna valutazione finora
- Sergio SernaDocumento57 pagineSergio SernaPhaul Richard Lopez PonceNessuna valutazione finora
- Repaso LocalizaciónDocumento10 pagineRepaso LocalizaciónEric GabrielNessuna valutazione finora
- Practica 5 YogurtDocumento20 paginePractica 5 YogurtCyntia C. FlorezNessuna valutazione finora
- Elaboración de cajeta en la UPAEPDocumento7 pagineElaboración de cajeta en la UPAEPKassandra Balbuena MadridNessuna valutazione finora
- Parámetros de Calidad de La LecheDocumento2 pagineParámetros de Calidad de La LechePaola Ximena Sosa Delgado100% (1)
- CXS 154sDocumento3 pagineCXS 154sKarina OsorioNessuna valutazione finora
- EkomilkDocumento3 pagineEkomilkPaulo McCormickNessuna valutazione finora
- Matriz de Consistencia HaccpDocumento1 paginaMatriz de Consistencia HaccpAna Lazaro100% (1)
- Segundo ExamenDocumento2 pagineSegundo ExamenJannie Carbajal LevizacaNessuna valutazione finora
- Ejercicios de Estandarizacion de LecheDocumento3 pagineEjercicios de Estandarizacion de LecheAdrian TenelemaNessuna valutazione finora
- Tesis Lacto SueroDocumento192 pagineTesis Lacto SueroElkyn BohórquezNessuna valutazione finora
- Actividad LacteosDocumento14 pagineActividad LacteosMonica Spinosa Diaz100% (1)
- Determinacion de Niveles de Acido LacticoDocumento49 pagineDeterminacion de Niveles de Acido LacticoaugustoNessuna valutazione finora
- Informe 6. Formulación de Dietas en Diferentes Etapas de La VidaDocumento15 pagineInforme 6. Formulación de Dietas en Diferentes Etapas de La VidaLuis Ivan Tasayco GoicocheaNessuna valutazione finora
- Produccion de ChorizosDocumento103 pagineProduccion de ChorizosSara Huaquisaca LauraNessuna valutazione finora
- Tesis LeonidasDocumento77 pagineTesis LeonidasDARIOHIDALGONessuna valutazione finora
- Elaboración de Manjar a Partir de Leche EnteraDocumento18 pagineElaboración de Manjar a Partir de Leche EnteraCyntia C. FlorezNessuna valutazione finora
- Auditoria Planta PilotoDocumento38 pagineAuditoria Planta PilotoAlexis IshikaneNessuna valutazione finora
- Informe Práctica ProfesionalDocumento27 pagineInforme Práctica ProfesionalGerman Contreras BustosNessuna valutazione finora
- Taller Estandarización y Formulación de Productos LácteosDocumento7 pagineTaller Estandarización y Formulación de Productos LácteosSANTIAGO RODRIGUEZ LATORRE100% (1)
- NTP 213.014 CervezaDocumento83 pagineNTP 213.014 CervezaDiana Muñoz Cisneros100% (1)
- Determinación de Humedad y CenizasDocumento7 pagineDeterminación de Humedad y CenizasYesmith CamposNessuna valutazione finora
- Práctica Cuajo y Queso FrescoDocumento7 paginePráctica Cuajo y Queso FrescoHugo Joakyn Cortez FallaNessuna valutazione finora
- Queso CampesinoDocumento13 pagineQueso CampesinoJesus Sibaja ManjarresNessuna valutazione finora
- Aporte Del SimuladorDocumento9 pagineAporte Del SimuladorMayerli Katherine Montañez PerezNessuna valutazione finora
- Diseño Mermelada de Piña PDFDocumento26 pagineDiseño Mermelada de Piña PDFLuisAngelYLorenaNessuna valutazione finora
- Leche en Polvo DeslactosadasimpleDocumento29 pagineLeche en Polvo DeslactosadasimpleHVVaNessuna valutazione finora
- Practica ManjarDocumento18 paginePractica ManjarESTEFANY QUISPE CHACONNessuna valutazione finora
- LecheCondensada40Documento3 pagineLecheCondensada40jalimberNessuna valutazione finora
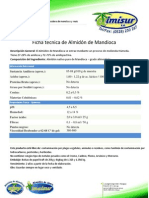
- Almidón Mandioca ComposiciónDocumento1 paginaAlmidón Mandioca ComposiciónjlhoyosNessuna valutazione finora
- Nectar - Descripción EtapasDocumento4 pagineNectar - Descripción Etapasstephania gonzalezNessuna valutazione finora
- Emprendedor en Procesamiento de Productos de Confiteria y Dulceria - Version 2 - 340 HorasDocumento11 pagineEmprendedor en Procesamiento de Productos de Confiteria y Dulceria - Version 2 - 340 HorasCarlos BarcoNessuna valutazione finora
- NTC261 Aceite de ManiDocumento0 pagineNTC261 Aceite de ManiNicolas GranadosNessuna valutazione finora
- Envases para Carnes y PescadosDocumento56 pagineEnvases para Carnes y PescadosLuis Miguel Dueñas AlvarezNessuna valutazione finora
- Practica Queso FrescoDocumento45 paginePractica Queso FrescoAlfredo Abelardo Carmona RuizNessuna valutazione finora
- Tarea Expo - Elaboración de Embutidos Crudos - ChorizoDocumento11 pagineTarea Expo - Elaboración de Embutidos Crudos - ChorizoLusby Milena Herrera MarcoNessuna valutazione finora
- NTP 205 061 1 PDFDocumento14 pagineNTP 205 061 1 PDFjhonNessuna valutazione finora
- ACTIVIDAD N°2-CAPITULO 1 AL 4-Plus-Size WomenDocumento115 pagineACTIVIDAD N°2-CAPITULO 1 AL 4-Plus-Size WomenDaniela Nany Melgar PerezNessuna valutazione finora
- Análisis de los procesos productivos de la empresa IPMDocumento42 pagineAnálisis de los procesos productivos de la empresa IPMTilo CastilloNessuna valutazione finora
- Área Clave 03 Area de AlmacenDocumento9 pagineÁrea Clave 03 Area de AlmacenBrenda LuciaNessuna valutazione finora
- Hornos de inducción electromagnéticaDocumento3 pagineHornos de inducción electromagnéticaLucho Lopez100% (1)
- Clase 1 - Tercera FaseDocumento17 pagineClase 1 - Tercera FaseBrenda LuciaNessuna valutazione finora
- Dianis T 6Documento26 pagineDianis T 6Brenda LuciaNessuna valutazione finora
- Entorno Microsoft ExcelDocumento1 paginaEntorno Microsoft ExcelBrenda LuciaNessuna valutazione finora
- 5Documento4 pagine5Brenda Lucia0% (1)
- AndarayDocumento2 pagineAndarayBrenda LuciaNessuna valutazione finora
- Impacto AmbientalDocumento15 pagineImpacto AmbientalBrenda LuciaNessuna valutazione finora
- Demanada Educativa 2014 OkDocumento9 pagineDemanada Educativa 2014 OkBrenda LuciaNessuna valutazione finora
- Practica 6Documento8 paginePractica 6Brenda LuciaNessuna valutazione finora
- Ejercicios 67 - 68Documento2 pagineEjercicios 67 - 68Brenda Lucia100% (3)
- Calidad Del AguaDocumento18 pagineCalidad Del AguaBrenda LuciaNessuna valutazione finora
- Cartel Diversificado de Primer Grado de SecundariaDocumento15 pagineCartel Diversificado de Primer Grado de SecundariaBrenda LuciaNessuna valutazione finora
- SOLUCIONDocumento1 paginaSOLUCIONBrenda LuciaNessuna valutazione finora
- Practica 1DEBE, DEBEN ISO 14001 27.05Documento5 paginePractica 1DEBE, DEBEN ISO 14001 27.05Brenda LuciaNessuna valutazione finora
- Dop Salchi PDFDocumento2 pagineDop Salchi PDFBrenda LuciaNessuna valutazione finora
- Examen LogisticaDocumento21 pagineExamen LogisticaBrenda LuciaNessuna valutazione finora
- Imprimir MamaDocumento4 pagineImprimir MamaBrenda LuciaNessuna valutazione finora
- 5Documento4 pagine5Brenda Lucia0% (1)
- Cartel Diversificado de Primer Grado de SecundariaDocumento15 pagineCartel Diversificado de Primer Grado de SecundariaBrenda LuciaNessuna valutazione finora
- 5Documento4 pagine5Brenda Lucia0% (1)
- Imprimir MamaDocumento4 pagineImprimir MamaBrenda LuciaNessuna valutazione finora
- Cuadro NDocumento2 pagineCuadro NBrenda LuciaNessuna valutazione finora
- Ficha TecnicaDocumento2 pagineFicha TecnicaBrenda LuciaNessuna valutazione finora
- Curriculo - CAPACIDADESDocumento6 pagineCurriculo - CAPACIDADESBrenda LuciaNessuna valutazione finora
- Casos Riesgo RentabilidadDocumento2 pagineCasos Riesgo RentabilidadMariaeliza Guevara VasquezNessuna valutazione finora
- Dop Salchi PDFDocumento2 pagineDop Salchi PDFBrenda LuciaNessuna valutazione finora
- Análisis financiero proyecto vino CondoritoDocumento1 paginaAnálisis financiero proyecto vino CondoritoBrenda Lucia100% (1)
- ProyeDocumento3 pagineProyeBrenda LuciaNessuna valutazione finora
- Artes Visuales en Rafaela - Ricardo PeironeDocumento93 pagineArtes Visuales en Rafaela - Ricardo PeironeRicardo PeironeNessuna valutazione finora
- Transmodernidad-Y-Transdesarrollo + Decrecimiento y Buen VivirDocumento158 pagineTransmodernidad-Y-Transdesarrollo + Decrecimiento y Buen VivirdodiguezNessuna valutazione finora
- Guía Plano de La ExpresiónDocumento11 pagineGuía Plano de La ExpresiónBrandon GonzaNessuna valutazione finora
- Quinto de PrimariaDocumento43 pagineQuinto de PrimariachelestanoNessuna valutazione finora
- Género NarrativoDocumento17 pagineGénero NarrativoHeydrich BenjumeaNessuna valutazione finora
- AA - VV. - Fe Cristiana y Sociedad Moderna (T. 2)Documento81 pagineAA - VV. - Fe Cristiana y Sociedad Moderna (T. 2)Luciana100% (1)
- Boletin 102Documento12 pagineBoletin 102Ramiro BrandanNessuna valutazione finora
- HISSM18E7BDocumento290 pagineHISSM18E7BCecilia Bow PNessuna valutazione finora
- Ese Oscuro Objeto Del DeseoDocumento5 pagineEse Oscuro Objeto Del DeseoVaro AntillonNessuna valutazione finora
- Regimen Abogacia 2014 ReimpDocumento343 pagineRegimen Abogacia 2014 ReimpFederico Asiss GonzálezNessuna valutazione finora
- Derecho Romano Final - 1-1Documento140 pagineDerecho Romano Final - 1-1robertoNessuna valutazione finora
- Trabajo de PocionesDocumento8 pagineTrabajo de Pocionesmauroyemma4Nessuna valutazione finora
- Resumen de La Historia de Las Matematicas 1Documento3 pagineResumen de La Historia de Las Matematicas 1Esther Rosalia Vera YzusquiNessuna valutazione finora
- La subversión fantástica del discurso histórico en los cuentos de Juana Manuela GorritiDocumento10 pagineLa subversión fantástica del discurso histórico en los cuentos de Juana Manuela GorritiCarmen AraujoNessuna valutazione finora
- Enfoque InterculturalDocumento19 pagineEnfoque InterculturalMiguel AvilaNessuna valutazione finora
- Manuel González ZeledónDocumento39 pagineManuel González Zeledónmacario330% (1)
- Definicion de La HistoriaDocumento4 pagineDefinicion de La HistoriaManu Julian RNessuna valutazione finora
- Evolución Histórica Del Derecho CivilDocumento29 pagineEvolución Histórica Del Derecho CivilJames Miller80% (10)
- EVALUACIÓN DE DIAGNOSTICO Paula GruezoDocumento17 pagineEVALUACIÓN DE DIAGNOSTICO Paula Gruezomartina1717Nessuna valutazione finora
- Orden Político y Desorden Social en El Paraguay Del Siglo XIX El Caso Del Indio Bandido, José Pasqual ÑandiaíDocumento19 pagineOrden Político y Desorden Social en El Paraguay Del Siglo XIX El Caso Del Indio Bandido, José Pasqual ÑandiaíVictor PeraltaNessuna valutazione finora
- Museo de Historia Natural de LimaDocumento176 pagineMuseo de Historia Natural de LimaEmilio JuárezNessuna valutazione finora
- La Segunda Revolución Industrial en España La Sociedad Española de Electricidad (1881-1894)Documento22 pagineLa Segunda Revolución Industrial en España La Sociedad Española de Electricidad (1881-1894)espocinNessuna valutazione finora
- Tesis Doctoral FTDocumento715 pagineTesis Doctoral FTRomina Francisca Carrillo NiloNessuna valutazione finora
- La Revolucion Guatemalteca Y El Legado Del Presidente Arbenz PDFDocumento38 pagineLa Revolucion Guatemalteca Y El Legado Del Presidente Arbenz PDFAnonymous Tl3vj40Nessuna valutazione finora
- Historia de CroaciaDocumento12 pagineHistoria de CroaciaJohhan Camilo Mogollon CamposNessuna valutazione finora
- Wikipedia Historia de La EscrituraDocumento8 pagineWikipedia Historia de La EscrituraNatalia SilvestreNessuna valutazione finora
- Hist del hierro y acero evolución técnicaDocumento2 pagineHist del hierro y acero evolución técnicaKoke Hernández RichardsNessuna valutazione finora
- Dialnet NuevasTendenciasEnLaInvestigacionHistorica 5152853 PDFDocumento21 pagineDialnet NuevasTendenciasEnLaInvestigacionHistorica 5152853 PDFmiluska cesaria aguirre quispeNessuna valutazione finora
- Crónicas de entreguerras: los linóleos de José Marín TorrejónDocumento29 pagineCrónicas de entreguerras: los linóleos de José Marín TorrejónAlejandroNessuna valutazione finora