Potrebbero piacerti anche
- Internship ReportDocumento10 pagineInternship ReportShivam WankhedeNessuna valutazione finora
- Internship ReportDocumento25 pagineInternship Reportrealbutthole3541Nessuna valutazione finora
- Arunkumar ProjectDocumento67 pagineArunkumar ProjectanushwaryaNessuna valutazione finora
- Project For Mba Deepak Desai PDFDocumento48 pagineProject For Mba Deepak Desai PDFdeepakdesaia23Nessuna valutazione finora
- Mahindra CIE Project ReportDocumento33 pagineMahindra CIE Project ReportManoj KuchipudiNessuna valutazione finora
- InternshipDocumento19 pagineInternshipRitwik TiwariNessuna valutazione finora
- Report On Industrial Visit (Kirloskar Ferrous) : Prepared byDocumento5 pagineReport On Industrial Visit (Kirloskar Ferrous) : Prepared byMizba SultanaNessuna valutazione finora
- Industrial Training Sample ReportDocumento32 pagineIndustrial Training Sample ReportRaju V100% (1)
- (1mj16me027) InternshipDocumento26 pagine(1mj16me027) InternshipHarsh GamingNessuna valutazione finora
- Ganesh ProjectDocumento61 pagineGanesh ProjectLakhan SharmaNessuna valutazione finora
- Summer Training Report MahleDocumento28 pagineSummer Training Report MahlePratik Agrawal100% (1)
- School of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Documento14 pagineSchool of Management Studies INDIRA GANDHI NATIONAL OPEN UNIVERSITY Proforma For Approval of Project Proposal (MS-100)Pramod ShawNessuna valutazione finora
- Kerala State DrugsDocumento50 pagineKerala State Drugssanthoshchandu.santhoshmohan0% (1)
- Summer Training ReportDocumento24 pagineSummer Training ReportAshish ShandilNessuna valutazione finora
- Industrial Internship Report (4) F1111Documento27 pagineIndustrial Internship Report (4) F1111Mainuddin M JamadarNessuna valutazione finora
- Nano Composites Mid Exam, 4th Year Objective Type Answer All Questions. 1/2 20 10 MarksDocumento2 pagineNano Composites Mid Exam, 4th Year Objective Type Answer All Questions. 1/2 20 10 Marksshailu shivani0% (1)
- Final Project AngadDocumento46 pagineFinal Project AngadDr-Mangesh DasareNessuna valutazione finora
- Summer Training Report: Motherson Sumi System Limited (MSSL)Documento47 pagineSummer Training Report: Motherson Sumi System Limited (MSSL)Atul YadavNessuna valutazione finora
- Sowbaghya Enterprise Private LimitedDocumento14 pagineSowbaghya Enterprise Private Limitedsuren moorthyNessuna valutazione finora
- Industry ProfileDocumento28 pagineIndustry ProfilePRIYAM XEROXNessuna valutazione finora
- AmbujaDocumento111 pagineAmbujajigneshvamja0% (2)
- Suhas ProjectDocumento85 pagineSuhas ProjectHemanth KumarNessuna valutazione finora
- INTERNSHIP REPORT New 3Documento16 pagineINTERNSHIP REPORT New 3suthakar pNessuna valutazione finora
- Production Planning and ControlDocumento22 pagineProduction Planning and ControlAbhishek Saini0% (1)
- ProrepDocumento24 pagineProrepKrishna RaoNessuna valutazione finora
- Honda Report Final IBDocumento17 pagineHonda Report Final IBMUHAMMAD -Nessuna valutazione finora
- J.B.M. Summer TrainingDocumento38 pagineJ.B.M. Summer Trainingavik aryaNessuna valutazione finora
- Sowbaghya - 17bba041 (Suren)Documento38 pagineSowbaghya - 17bba041 (Suren)suren moorthy100% (1)
- Summer Training Report ON Sales and Distribution Channels of Tata Motors LTDDocumento76 pagineSummer Training Report ON Sales and Distribution Channels of Tata Motors LTDavnish0% (1)
- Market Research On JK Wall Putty in Kanpur: Ummer Internship Roject EportDocumento49 pagineMarket Research On JK Wall Putty in Kanpur: Ummer Internship Roject EportRocky Rocky100% (1)
- Sagar Cement - Financial STMT AnalysisDocumento79 pagineSagar Cement - Financial STMT AnalysisRamesh AnkathiNessuna valutazione finora
- Project Report EditedDocumento16 pagineProject Report EditedKishor PakhareNessuna valutazione finora
- Seminar Report On "Additive Manufacturing"Documento44 pagineSeminar Report On "Additive Manufacturing"Zeel PatelNessuna valutazione finora
- Final Report Textile Internship1Documento46 pagineFinal Report Textile Internship1Prashant SinghNessuna valutazione finora
- Seminar Report On Image Text SegmentationDocumento31 pagineSeminar Report On Image Text SegmentationAnkita KulkarniNessuna valutazione finora
- Training ReportDocumento18 pagineTraining ReportSachin ShikotraNessuna valutazione finora
- Devi Sea Foods Financial AnalysisDocumento5 pagineDevi Sea Foods Financial AnalysisYasodarao0% (1)
- Company Profile of Yamaha CompanyDocumento9 pagineCompany Profile of Yamaha CompanyAaryan Abbas100% (1)
- "Fitwel Tools and Forgings PVT - LTD.": Sri Siddhartha Academy of Higher EducationDocumento43 pagine"Fitwel Tools and Forgings PVT - LTD.": Sri Siddhartha Academy of Higher EducationVarun Kumar N MNessuna valutazione finora
- Fitwel Tools & Forgoings PVT LTD: A Study On atDocumento10 pagineFitwel Tools & Forgoings PVT LTD: A Study On atyathsih24885Nessuna valutazione finora
- SailDocumento79 pagineSailAshish Sinha0% (1)
- Cost Effective Techniques-2Documento63 pagineCost Effective Techniques-2anon_265371938Nessuna valutazione finora
- Project Report PDFDocumento10 pagineProject Report PDFMohammed FazlullahNessuna valutazione finora
- 5s, Sixsigma, TPM, PQM, Pert Etc.Documento17 pagine5s, Sixsigma, TPM, PQM, Pert Etc.manpreetsodhi08Nessuna valutazione finora
- Piaggio CsiDocumento44 paginePiaggio Csisameermahajan100% (3)
- Steel Plant Report FinalDocumento54 pagineSteel Plant Report Finalkranthi chaitanyaNessuna valutazione finora
- Summer Training Project ReportDocumento102 pagineSummer Training Project Reportabhay pratap singh100% (3)
- Nitesh Yadav PDFDocumento67 pagineNitesh Yadav PDFPulkit KaushikNessuna valutazione finora
- Escorts LimitedDocumento11 pagineEscorts LimitedBhaskar RoyNessuna valutazione finora
- Jbma Mba ProjectDocumento37 pagineJbma Mba ProjectAvinash Shankar100% (1)
- Renault India Private Limited: Detailed ReportDocumento13 pagineRenault India Private Limited: Detailed Reportb0gm3n0tNessuna valutazione finora
- Isgec Training ReportDocumento58 pagineIsgec Training ReportmanmohankanhaNessuna valutazione finora
- Wind World India Limited PDFDocumento79 pagineWind World India Limited PDFNadeem AhmedNessuna valutazione finora
- ReportDocumento39 pagineReportmanuNessuna valutazione finora
- Parth ProjectDocumento69 pagineParth ProjectParth TrivediNessuna valutazione finora
- A Project Study Report On Training Undertaken: Bhatia & Company (Maruti Suzuki India LTDDocumento88 pagineA Project Study Report On Training Undertaken: Bhatia & Company (Maruti Suzuki India LTDjeetendrakumar30Nessuna valutazione finora
- Final Research ProjectDocumento84 pagineFinal Research ProjectPrathmesh ShuklaNessuna valutazione finora
- Am Steel PDFDocumento28 pagineAm Steel PDFyogesh vNessuna valutazione finora
- Acknowledgement: AMSTEEL CASTINGS PVT LTD. For His Keen Interest and Affection Towards UsDocumento36 pagineAcknowledgement: AMSTEEL CASTINGS PVT LTD. For His Keen Interest and Affection Towards Usyogesh vNessuna valutazione finora
- Final MadhiDocumento58 pagineFinal MadhiAnish HariharanNessuna valutazione finora
- 5 Derive Bending EquationDocumento3 pagine5 Derive Bending Equationyogesh vNessuna valutazione finora
- 8 Chapter 4 Manufacturing Processes FinalDocumento6 pagine8 Chapter 4 Manufacturing Processes Finalyogesh vNessuna valutazione finora
- AavinDocumento23 pagineAavinyogesh v67% (3)
- 3 AbstractDocumento1 pagina3 Abstractyogesh vNessuna valutazione finora
- 5 Report PDFDocumento35 pagine5 Report PDFyogesh vNessuna valutazione finora
- Am Steel PDFDocumento28 pagineAm Steel PDFyogesh vNessuna valutazione finora
- Acknowledgement: AMSTEEL CASTINGS PVT LTD. For His Keen Interest and Affection Towards UsDocumento36 pagineAcknowledgement: AMSTEEL CASTINGS PVT LTD. For His Keen Interest and Affection Towards Usyogesh vNessuna valutazione finora
- Industrial Training Briefing Important Information: by R.Madhesh (AC16UME088)Documento32 pagineIndustrial Training Briefing Important Information: by R.Madhesh (AC16UME088)yogesh vNessuna valutazione finora
- Choice Filling EnglishDocumento45 pagineChoice Filling Englishyogesh vNessuna valutazione finora
- Sl. Tnea Name of The College District No. of No. of Percentage No. Code Students Students of Appeared Passed PassDocumento1 paginaSl. Tnea Name of The College District No. of No. of Percentage No. Code Students Students of Appeared Passed Passyogesh vNessuna valutazione finora
- AavinDocumento34 pagineAavinyogesh v50% (2)
- Amnesty - Protest SongsDocumento14 pagineAmnesty - Protest Songsimusician2Nessuna valutazione finora
- Whats New PDFDocumento74 pagineWhats New PDFDe Raghu Veer KNessuna valutazione finora
- Heirs of Candelaria V RomeroDocumento2 pagineHeirs of Candelaria V Romeromoniquehadjirul100% (1)
- March 2009 Caro-Kann B12 by Sasa Velickovic Informant83Documento6 pagineMarch 2009 Caro-Kann B12 by Sasa Velickovic Informant83kiprijanovNessuna valutazione finora
- Lecture - 4 - 28june2023Documento18 pagineLecture - 4 - 28june2023vanshikaNessuna valutazione finora
- Bayonet Charge Vs ExposureDocumento2 pagineBayonet Charge Vs ExposureДжейнушка ПаннеллNessuna valutazione finora
- A Step by Step Approach To The Modeling of Chemical Engineering Processes, Using Excel For Simulation (2018)Documento182 pagineA Step by Step Approach To The Modeling of Chemical Engineering Processes, Using Excel For Simulation (2018)Anonymous NxpnI6jC100% (7)
- Victorian AOD Intake Tool Turning Point AuditDocumento8 pagineVictorian AOD Intake Tool Turning Point AuditHarjotBrarNessuna valutazione finora
- General Mathematics - Module #3Documento7 pagineGeneral Mathematics - Module #3Archie Artemis NoblezaNessuna valutazione finora
- Don'T Forget To Edit: Input Data Sheet For E-Class RecordDocumento12 pagineDon'T Forget To Edit: Input Data Sheet For E-Class RecordCherry Lyn BelgiraNessuna valutazione finora
- Bar Graphs and HistogramsDocumento9 pagineBar Graphs and HistogramsLeon FouroneNessuna valutazione finora
- AVERY, Adoratio PurpuraeDocumento16 pagineAVERY, Adoratio PurpuraeDejan MitreaNessuna valutazione finora
- Coursera Qs-Ans For Financial AidDocumento2 pagineCoursera Qs-Ans For Financial AidMarno03Nessuna valutazione finora
- Vip90 2021 Deso10Documento6 pagineVip90 2021 Deso10Đỗ KhangNessuna valutazione finora
- Module 1 Lesson 1 Activity and Analysis: Special Needs EducationDocumento2 pagineModule 1 Lesson 1 Activity and Analysis: Special Needs EducationShalyn ArimaoNessuna valutazione finora
- CO - Config Sap Top JobsDocumento81 pagineCO - Config Sap Top JobsAditya PakalaNessuna valutazione finora
- GALVEZ Vs CADocumento2 pagineGALVEZ Vs CARyannCabañeroNessuna valutazione finora
- Sample Letter of Request To Validate The QuestionnaireDocumento2 pagineSample Letter of Request To Validate The QuestionnaireSamantha AceraNessuna valutazione finora
- Lesson Plan Tower of LondonDocumento5 pagineLesson Plan Tower of Londonmacrinabratu4458Nessuna valutazione finora
- Ebook Fulfilling Destiny As Demanded by GodDocumento94 pagineEbook Fulfilling Destiny As Demanded by GodIfeanyi OmeiheakuNessuna valutazione finora
- Precision Nutrition. Nutrient TimingDocumento21 paginePrecision Nutrition. Nutrient TimingPaolo AltoéNessuna valutazione finora
- Current Technique in The Audiologic Evaluation of Infants: Todd B. Sauter, M.A., CCC-ADocumento35 pagineCurrent Technique in The Audiologic Evaluation of Infants: Todd B. Sauter, M.A., CCC-AGoesti YudistiraNessuna valutazione finora
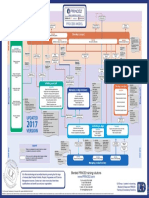
- p2 Process Model 2017Documento1 paginap2 Process Model 2017Miguel Fernandes0% (1)
- Fanuc 10t Parameter Manual PDFDocumento1 paginaFanuc 10t Parameter Manual PDFadil soukri0% (2)
- Democracy in SomalilandDocumento118 pagineDemocracy in SomalilandAbdirahman IsmailNessuna valutazione finora
- Ucharistic Doration: Eucharistic Adoration During MassDocumento2 pagineUcharistic Doration: Eucharistic Adoration During Masstojo116732Nessuna valutazione finora
- Average and Instantaneous AccelerationDocumento35 pagineAverage and Instantaneous AccelerationaraneyaNessuna valutazione finora
- NotesDocumento2 pagineNotesNoella Marie BaronNessuna valutazione finora
- 2016 Civil Law II CasesDocumento270 pagine2016 Civil Law II CasescarinokatrinaNessuna valutazione finora
- Lab Exercise: 8Documento5 pagineLab Exercise: 8Test UserNessuna valutazione finora