Potrebbero piacerti anche
- Nace Peer Review QuestionDocumento7 pagineNace Peer Review QuestionJoshua100% (12)
- I Corr Inspector Exam Sample Questions Level 2Documento1 paginaI Corr Inspector Exam Sample Questions Level 2Gabriel Pana83% (6)
- CBT 12Documento7 pagineCBT 12SUNIL RAJPUT100% (1)
- CIP Session I Quiz-2Documento5 pagineCIP Session I Quiz-2munna100% (6)
- CIP Session II Quiz-4Documento5 pagineCIP Session II Quiz-4munna88% (8)
- Quiz - Quizizz 002Documento6 pagineQuiz - Quizizz 002Ramon Velasco Jr.100% (3)
- CBT CoatingDocumento23 pagineCBT CoatingJagdishNessuna valutazione finora
- B GAS Painting Multiple Choice 2Documento9 pagineB GAS Painting Multiple Choice 2Muhammad NasirNessuna valutazione finora
- Bgas g2 QustionDocumento32 pagineBgas g2 QustionMina Remon100% (1)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesDa EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesValutazione: 5 su 5 stelle5/5 (5)
- Painting ProcedureDocumento8 paginePainting ProcedureSunday Paul50% (2)
- Impact of Pantawid Pamilyang Pilipino Program On EducationDocumento10 pagineImpact of Pantawid Pamilyang Pilipino Program On EducationEllyssa Erika MabayagNessuna valutazione finora
- Qstns 1Documento29 pagineQstns 1Shawn Leo100% (2)
- Coating Inspector Specific Examination Candidate Name: Signature: Examinations Start Time: Signature of Authorized Evaluator 20Documento8 pagineCoating Inspector Specific Examination Candidate Name: Signature: Examinations Start Time: Signature of Authorized Evaluator 20sanathNessuna valutazione finora
- CIP Session I Quiz-3Documento4 pagineCIP Session I Quiz-3munna100% (6)
- CIP Session I Quiz-4Documento5 pagineCIP Session I Quiz-4munna100% (6)
- CBT 22Documento16 pagineCBT 22SUNIL RAJPUTNessuna valutazione finora
- CBT 31Documento9 pagineCBT 31SUNIL RAJPUT50% (2)
- CIP 1,2 & 3-May 31 To 13th June 2013-Dubai - FlyerDocumento1 paginaCIP 1,2 & 3-May 31 To 13th June 2013-Dubai - FlyerdhanendrapardhiNessuna valutazione finora
- AnswersDocumento4 pagineAnswersWaseem YounisNessuna valutazione finora
- CIP Work Experience FINALDocumento2 pagineCIP Work Experience FINALDeepak YadavNessuna valutazione finora
- Q A CoatingDocumento29 pagineQ A CoatingHau Le100% (1)
- Coating Inspection Training - Quizzes - 2Documento8 pagineCoating Inspection Training - Quizzes - 2ian toro100% (2)
- CIP Session I Quiz-3Documento4 pagineCIP Session I Quiz-3sahadik bahadur100% (1)
- CIP Session I Quiz-2Documento5 pagineCIP Session I Quiz-2sahadik bahadurNessuna valutazione finora
- BGAS Level 2 3 Q A Monday To Friday PDFDocumento32 pagineBGAS Level 2 3 Q A Monday To Friday PDFSathiyaseelan Sakthi Shanmugam100% (1)
- File SSPC Pci Study Guide PDFDocumento3 pagineFile SSPC Pci Study Guide PDFmicah50% (2)
- CBT 2Documento2 pagineCBT 2SUNIL RAJPUT100% (1)
- CIP Level 1 Manual Table of Contents Chapter 1.1 Introduction, Welcome, OverviewDocumento11 pagineCIP Level 1 Manual Table of Contents Chapter 1.1 Introduction, Welcome, OverviewLarasanto Larasanto100% (1)
- CBT 3Documento9 pagineCBT 3SUNIL RAJPUT100% (1)
- Painting Inspector Reviewer1Documento5 paginePainting Inspector Reviewer1ishaq_khanNessuna valutazione finora
- Bgas Grade 1 QuestionsDocumento8 pagineBgas Grade 1 QuestionsRameshNessuna valutazione finora
- Q & A BgasDocumento33 pagineQ & A BgasAbdulRahman Mohamed Hanifa86% (7)
- CBT 19Documento3 pagineCBT 19SUNIL RAJPUTNessuna valutazione finora
- GENERAL TEST From Actual BGAS ExamsDocumento8 pagineGENERAL TEST From Actual BGAS Examsmahmoud ali100% (1)
- CIP Level 2 Manual Table of Contents General Information Course Outline Chapter 1 IntroductionDocumento12 pagineCIP Level 2 Manual Table of Contents General Information Course Outline Chapter 1 IntroductionLarasanto LarasantoNessuna valutazione finora
- BGAS QustionDocumento47 pagineBGAS QustionAbu Anas M.SalaheldinNessuna valutazione finora
- CBT 25Documento6 pagineCBT 25SUNIL RAJPUTNessuna valutazione finora
- Test Bgas 1Documento8 pagineTest Bgas 1Gjie Zac100% (1)
- CBT 8Documento5 pagineCBT 8SUNIL RAJPUTNessuna valutazione finora
- Ly Thuyet Tham Khao Cho Thi Trac Nghiem.Documento11 pagineLy Thuyet Tham Khao Cho Thi Trac Nghiem.Lâm Thanh100% (1)
- Painting Inspection Grade, 2Documento7 paginePainting Inspection Grade, 2valararumugams100% (1)
- Q & A 3 BgasDocumento8 pagineQ & A 3 BgasAbdulRahman Mohamed Hanifa100% (2)
- Painting & Coating Inspector NACE 2Documento5 paginePainting & Coating Inspector NACE 2Mohzin Km100% (3)
- @coating Inspection CertificationDocumento6 pagine@coating Inspection CertificationAnand33% (3)
- PCSDocumento4 paginePCStest1100% (2)
- BGas Painting Multiple Choice 2Documento17 pagineBGas Painting Multiple Choice 2Abdul Gafoor86% (14)
- Bgas Painting Inspection Choice QuestionsDocumento11 pagineBgas Painting Inspection Choice QuestionsMohammad Aamir PerwaizNessuna valutazione finora
- BgasDocumento3 pagineBgasHari Babu100% (4)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingDa EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNessuna valutazione finora
- Painting Inspector: Passbooks Study GuideDa EverandPainting Inspector: Passbooks Study GuideNessuna valutazione finora
- Coating Inspection Practices: Wilko Paint, IncDocumento41 pagineCoating Inspection Practices: Wilko Paint, Incdarko kojoNessuna valutazione finora
- 110 (22) - Bridge Paint Lead Paint Removal Containment and New Paint - 22645Documento4 pagine110 (22) - Bridge Paint Lead Paint Removal Containment and New Paint - 22645Mithun NandanNessuna valutazione finora
- Painting An Coating StandardDocumento12 paginePainting An Coating StandardkolaaruNessuna valutazione finora
- Liquid Dye Penetrant Test Inspection NDT Sample ProcedureDocumento7 pagineLiquid Dye Penetrant Test Inspection NDT Sample ProcedureAnonymous gFcnQ4go100% (2)
- Written Instruction (WELD) PT Rev 2Documento4 pagineWritten Instruction (WELD) PT Rev 2Anna PariniNessuna valutazione finora
- A Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Documento5 pagineA Guide For FLUOR & BASF Painting Specification of Typical Storage Tanks (Part 03 of 05)Adam Michael GreenNessuna valutazione finora
- ARCproceduralguideconcrete PDFDocumento14 pagineARCproceduralguideconcrete PDFAlejandro Pedraza SuarezNessuna valutazione finora
- B5-2 SpecificationDocumento6 pagineB5-2 SpecificationHaithemNessuna valutazione finora
- PSP-06 (Blasting & Painting Procedure)Documento6 paginePSP-06 (Blasting & Painting Procedure)beruslee82% (11)
- Liquid Dye Penetrant Test Inspection Sample ProcedureDocumento8 pagineLiquid Dye Penetrant Test Inspection Sample Procedureم.ذكى فضل ذكىNessuna valutazione finora
- SachinDocumento3 pagineSachinMahendraNessuna valutazione finora
- Cable To Metal Surface, Cathodic - CAHAAW3Documento2 pagineCable To Metal Surface, Cathodic - CAHAAW3lhanx2Nessuna valutazione finora
- WarringFleets Complete PDFDocumento26 pagineWarringFleets Complete PDFlingshu8100% (1)
- Teaching Profession - Educational PhilosophyDocumento23 pagineTeaching Profession - Educational PhilosophyRon louise PereyraNessuna valutazione finora
- ISO 27001 Introduction Course (05 IT01)Documento56 pagineISO 27001 Introduction Course (05 IT01)Sheik MohaideenNessuna valutazione finora
- Speech On Viewing SkillsDocumento1 paginaSpeech On Viewing SkillsMera Largosa ManlaweNessuna valutazione finora
- Bullshit System v0.5Documento40 pagineBullshit System v0.5ZolaniusNessuna valutazione finora
- Webinar Gizi - Patho StuntingDocumento16 pagineWebinar Gizi - Patho StuntingMiftahul HikmahNessuna valutazione finora
- Reported SpeechDocumento6 pagineReported SpeechRizal rindawunaNessuna valutazione finora
- Ra 9272Documento6 pagineRa 9272janesamariamNessuna valutazione finora
- Rana2 Compliment As Social StrategyDocumento12 pagineRana2 Compliment As Social StrategyRanaNessuna valutazione finora
- Man As God Created Him, ThemDocumento3 pagineMan As God Created Him, ThemBOEN YATORNessuna valutazione finora
- My Mother at 66Documento6 pagineMy Mother at 66AnjanaNessuna valutazione finora
- Listen and Arrange The Sentences Based On What You Have Heard!Documento3 pagineListen and Arrange The Sentences Based On What You Have Heard!Dewi Hauri Naura HaufanhazzaNessuna valutazione finora
- Friction: Ultiple Hoice UestionsDocumento5 pagineFriction: Ultiple Hoice Uestionspk2varmaNessuna valutazione finora
- India TeenagersDocumento3 pagineIndia TeenagersPaul Babu ThundathilNessuna valutazione finora
- CL57T V4.0Documento14 pagineCL57T V4.0dimitriNessuna valutazione finora
- ყვავილები ელჯერნონისთვისDocumento348 pagineყვავილები ელჯერნონისთვისNia NorakidzeNessuna valutazione finora
- Gas Dynamics and Jet Propulsion 2marksDocumento15 pagineGas Dynamics and Jet Propulsion 2marksAbdul rahumanNessuna valutazione finora
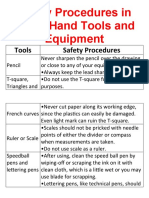
- Safety Procedures in Using Hand Tools and EquipmentDocumento12 pagineSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezNessuna valutazione finora
- Clockwork Dragon's Expanded ArmoryDocumento13 pagineClockwork Dragon's Expanded Armoryabel chabanNessuna valutazione finora
- BrochureDocumento3 pagineBrochureapi-400730798Nessuna valutazione finora
- Sample Monologues PDFDocumento5 pagineSample Monologues PDFChristina Cannilla100% (1)
- Workbook Group TheoryDocumento62 pagineWorkbook Group TheoryLi NguyenNessuna valutazione finora
- Resume: Mr. Shubham Mohan Deokar E-MailDocumento2 pagineResume: Mr. Shubham Mohan Deokar E-MailAdv Ranjit Shedge PatilNessuna valutazione finora
- Neonatal Mortality - A Community ApproachDocumento13 pagineNeonatal Mortality - A Community ApproachJalam Singh RathoreNessuna valutazione finora
- How To Configure PowerMACS 4000 As A PROFINET IO Slave With Siemens S7Documento20 pagineHow To Configure PowerMACS 4000 As A PROFINET IO Slave With Siemens S7kukaNessuna valutazione finora
- LSCM Course OutlineDocumento13 pagineLSCM Course OutlineDeep SachetiNessuna valutazione finora
- CHAPTER 1 SBL NotesDocumento13 pagineCHAPTER 1 SBL NotesPrieiya WilliamNessuna valutazione finora