Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Types of Fires and How They Can Be ExtinguishDocumento3 pagineTypes of Fires and How They Can Be Extinguishrobin woartiNessuna valutazione finora
- Caribbean Examinations CouncilsDocumento18 pagineCaribbean Examinations Councilsrobin woartiNessuna valutazione finora
- SafetyDocumento4 pagineSafetyrobin woartiNessuna valutazione finora
- ISO StandardDocumento2 pagineISO Standardrobin woartiNessuna valutazione finora
- Production of PlasticsDocumento2 pagineProduction of Plasticsrobin woartiNessuna valutazione finora
- Production of PlasticsDocumento2 pagineProduction of Plasticsrobin woartiNessuna valutazione finora
- MT IntroductionDocumento1 paginaMT Introductionrobin woartiNessuna valutazione finora
- Experiment # 18 Electrolysis With Active Electrodes: MaterialsDocumento1 paginaExperiment # 18 Electrolysis With Active Electrodes: Materialsrobin woartiNessuna valutazione finora
- Experiment # 20 Energy Changes in Reactions: Heat Changes in ReactionsDocumento1 paginaExperiment # 20 Energy Changes in Reactions: Heat Changes in Reactionsrobin woartiNessuna valutazione finora
- BT IntroductionDocumento1 paginaBT Introductionrobin woartiNessuna valutazione finora
- Ansa CallDocumento1 paginaAnsa Callrobin woartiNessuna valutazione finora
- Fundamentals of IndustriesDocumento3 pagineFundamentals of Industriesrobin woartiNessuna valutazione finora
- Top Down Structure of Banks DIHDocumento1 paginaTop Down Structure of Banks DIHrobin woarti100% (1)
- TD SbaDocumento10 pagineTD Sbarobin woartiNessuna valutazione finora
- Production of PlasticsDocumento2 pagineProduction of Plasticsrobin woartiNessuna valutazione finora
- Fundamentals of IndustriesDocumento3 pagineFundamentals of Industriesrobin woartiNessuna valutazione finora
- Fist AidDocumento4 pagineFist Aidrobin woartiNessuna valutazione finora
- Production of PlasticsDocumento2 pagineProduction of Plasticsrobin woartiNessuna valutazione finora
- SituationDocumento1 paginaSituationrobin woartiNessuna valutazione finora
- ET Accident ReportDocumento1 paginaET Accident Reportrobin woartiNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Sikacim Latex - Pds en PDFDocumento3 pagineSikacim Latex - Pds en PDFخالصة البدريةNessuna valutazione finora
- 9ni 4coDocumento102 pagine9ni 4cosunsirNessuna valutazione finora
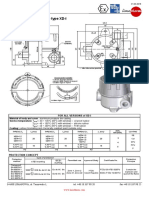
- Data Sheet - IECExDocumento3 pagineData Sheet - IECExAndreas PalalanganNessuna valutazione finora
- Set 8-3 PDFDocumento56 pagineSet 8-3 PDFAek JayNessuna valutazione finora
- Wilson Tool X-Sharp CMGDocumento2 pagineWilson Tool X-Sharp CMGSM TECH SRLNessuna valutazione finora
- Sika Carbon ReinforcementDocumento7 pagineSika Carbon ReinforcementMichael ColemanNessuna valutazione finora
- Welder Training in SMAW, GTAW & GMAW Welding Engineering & NDT Consultancy Welding Engineering Related TrainingDocumento4 pagineWelder Training in SMAW, GTAW & GMAW Welding Engineering & NDT Consultancy Welding Engineering Related TrainingKavin PrakashNessuna valutazione finora
- The Problem and Its BackgroundDocumento4 pagineThe Problem and Its BackgroundSuzaku KururugiNessuna valutazione finora
- Strip Weld OverlayDocumento24 pagineStrip Weld OverlaymayataNessuna valutazione finora
- Rigid PavementDocumento100 pagineRigid PavementJAY GANDHI100% (1)
- Acoustic Insulation Under FloorDocumento11 pagineAcoustic Insulation Under FloorMiteshaNessuna valutazione finora
- EM4 Exercise1 JcguiteringDocumento6 pagineEM4 Exercise1 JcguiteringJefril Guitering IINessuna valutazione finora
- BQ With PriceDocumento26 pagineBQ With PriceLee Yuxuan100% (1)
- DPL DripPanElbowDocumento1 paginaDPL DripPanElbowPartha Sarathi SadhukhanNessuna valutazione finora
- Sudha GadDocumento23 pagineSudha GadPravin MasalgeNessuna valutazione finora
- Determination of The Technological Parameters Process For Continuously Cast Brass IngotDocumento7 pagineDetermination of The Technological Parameters Process For Continuously Cast Brass Ingotramadan slimNessuna valutazione finora
- Concrete Section EnlargementDocumento18 pagineConcrete Section Enlargementmelesa100% (1)
- Dynamic 20852 ModelDocumento1 paginaDynamic 20852 ModelVincent MutambirwaNessuna valutazione finora
- A1084-15 Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless SteelsDocumento17 pagineA1084-15 Standard Test Method For Detecting Detrimental Phases in Lean Duplex Austenitic - Ferritic Stainless Steelstjt4779100% (1)
- Method Statement Manual Loading Concrete Mixture Machine For Concrete Works - R1Documento18 pagineMethod Statement Manual Loading Concrete Mixture Machine For Concrete Works - R1Shubham PatelNessuna valutazione finora
- 01 Vacuum ComponentsDocumento84 pagine01 Vacuum ComponentsNick LaveryNessuna valutazione finora
- Form Work 3 - RemovedDocumento31 pagineForm Work 3 - Removedपूजा दासNessuna valutazione finora
- Pricelist-Tubes & ValvesDocumento39 paginePricelist-Tubes & ValvesHKRajesh100% (1)
- PT - Bumi Laut Perkasa: AWS D1.1 Welding Procedure Specification (WPS)Documento2 paginePT - Bumi Laut Perkasa: AWS D1.1 Welding Procedure Specification (WPS)Wahyu Lailil FaisNessuna valutazione finora
- CCANZ - Cracking (IB 73) PDFDocumento8 pagineCCANZ - Cracking (IB 73) PDF4493464Nessuna valutazione finora
- D10414410a Fmea CastingDocumento7 pagineD10414410a Fmea CastingSuraj RawatNessuna valutazione finora
- Anaconda, Fatflot & Sludgeway Toro Wastewater EquipmentDocumento16 pagineAnaconda, Fatflot & Sludgeway Toro Wastewater EquipmentDavidQueridoNessuna valutazione finora
- Assistant Professor Mechanical Department: Mr. G. Aravind ReddyDocumento67 pagineAssistant Professor Mechanical Department: Mr. G. Aravind ReddySai RamNessuna valutazione finora
- 1.2 - Catalog of Oil Fence (En)Documento7 pagine1.2 - Catalog of Oil Fence (En)jeorgeNessuna valutazione finora
- R.C. Beam / Slab Inspection ChecklistDocumento1 paginaR.C. Beam / Slab Inspection Checklistctlim88Nessuna valutazione finora