Potrebbero piacerti anche
- 7.5.3.5.2 Uniformity of Mass For Single Dose PreparationsDocumento2 pagine7.5.3.5.2 Uniformity of Mass For Single Dose PreparationsMahesh Patil KahatulNessuna valutazione finora
- Tapasya Product Catalogue PDFDocumento104 pagineTapasya Product Catalogue PDFMahesh Patil KahatulNessuna valutazione finora
- Guidance For IndustryDocumento7 pagineGuidance For IndustryMahesh Patil KahatulNessuna valutazione finora
- CoaterDocumento4 pagineCoaterMahesh Patil KahatulNessuna valutazione finora
- A Commentary On Scale-Up of Pan Coating Process Using Microenvironmental ControlDocumento4 pagineA Commentary On Scale-Up of Pan Coating Process Using Microenvironmental ControlMahesh Patil KahatulNessuna valutazione finora
- Anticipation of Scale Up Issues in Pharmaceutical DevelopmentDocumento7 pagineAnticipation of Scale Up Issues in Pharmaceutical DevelopmentMahesh Patil KahatulNessuna valutazione finora
- Comil Overdriven and Underdriven Scale Up WhitepaperDocumento1 paginaComil Overdriven and Underdriven Scale Up WhitepaperMahesh Patil Kahatul0% (1)
- Quantitative Model of Tacit Knowledge Estimation For Pharmaceutical IndustryDocumento7 pagineQuantitative Model of Tacit Knowledge Estimation For Pharmaceutical IndustryMahesh Patil KahatulNessuna valutazione finora
- FDA's Pre-Approval Inspection (PAI) Program and How To Prepare For A Successful OutcomeDocumento44 pagineFDA's Pre-Approval Inspection (PAI) Program and How To Prepare For A Successful OutcomeMahesh Patil KahatulNessuna valutazione finora
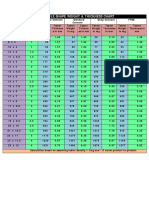
- Capsule Shape Weight & Thickness ChartDocumento1 paginaCapsule Shape Weight & Thickness ChartMahesh Patil KahatulNessuna valutazione finora
- 16 P6 LipaDocumento22 pagine16 P6 LipaMahesh Patil KahatulNessuna valutazione finora
- Applying For Visitor Visa (Temporary Resident Visa - IMM 5256) - Canada - CaDocumento52 pagineApplying For Visitor Visa (Temporary Resident Visa - IMM 5256) - Canada - CaMahesh Patil KahatulNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Frequently Asked Questions Subject-Physics Class-Xii Adesh Patel - PGT (Physics)Documento107 pagineFrequently Asked Questions Subject-Physics Class-Xii Adesh Patel - PGT (Physics)Shreya SinghNessuna valutazione finora
- Mech 315-Engineering Mechanics SyllabusDocumento3 pagineMech 315-Engineering Mechanics SyllabuspicefeatiNessuna valutazione finora
- Engineering Statics Second EditionDocumento307 pagineEngineering Statics Second EditionMoaz EldegwyNessuna valutazione finora
- Centre of Gravity and StabilityDocumento16 pagineCentre of Gravity and StabilityTonikay MillerNessuna valutazione finora
- Linear - Guideways (HIWIN)Documento124 pagineLinear - Guideways (HIWIN)David Emanuel Girón ChávezNessuna valutazione finora
- A Powerful Manifestation Technique Using Qi GongdocxDocumento11 pagineA Powerful Manifestation Technique Using Qi GongdocxArnt van HeldenNessuna valutazione finora
- Math Yearly Lesson Plan Year 3Documento18 pagineMath Yearly Lesson Plan Year 3chabuNessuna valutazione finora
- ACV TFV and AIVDocumento7 pagineACV TFV and AIVBernard KitosiNessuna valutazione finora
- Newton'S Laws of Motion: Newton's First Law Is Really A Statement About Reference Frames. We Know That TheDocumento1 paginaNewton'S Laws of Motion: Newton's First Law Is Really A Statement About Reference Frames. We Know That ThePk JhaNessuna valutazione finora
- Mcq-Chp-1-Electrostatics Class 12Documento8 pagineMcq-Chp-1-Electrostatics Class 12domahe7121100% (2)
- 14 Partial Derivatives 2Documento23 pagine14 Partial Derivatives 2Thanh Thiên Phúc NguyễnNessuna valutazione finora
- Circular Motion - ObjectiveDocumento28 pagineCircular Motion - ObjectiveUday Prakash SahuNessuna valutazione finora
- Schnauzer Weight ChartDocumento1 paginaSchnauzer Weight ChartkybldNessuna valutazione finora
- Ds VDT Ds DT S 27 T T S 27 (3) (3) S 54 M:: Rectilinear MotionDocumento15 pagineDs VDT Ds DT S 27 T T S 27 (3) (3) S 54 M:: Rectilinear MotionAndrea MagtutoNessuna valutazione finora
- Module 5 Irregularities of Building StructuresDocumento29 pagineModule 5 Irregularities of Building StructuresAxle LadimNessuna valutazione finora
- BioGuide Dome 0Documento13 pagineBioGuide Dome 0Kwok Chung ChuNessuna valutazione finora
- Moment of Inertia-1Documento10 pagineMoment of Inertia-1senthilcaeNessuna valutazione finora
- II IIT IRP Physics Worksheet - 14 Q + Soln - SHMDocumento17 pagineII IIT IRP Physics Worksheet - 14 Q + Soln - SHMAshwin KumarNessuna valutazione finora
- Mass Gain 2Documento13 pagineMass Gain 2Giancarlo Vanzzini100% (2)
- Difficult Problem About Eddy Currents and Terminal VelocityDocumento7 pagineDifficult Problem About Eddy Currents and Terminal VelocityJames TruxonNessuna valutazione finora
- Electrostatics Worksheet PDFDocumento1 paginaElectrostatics Worksheet PDFAman9692100% (1)
- Net Torque On A Pulley: You Will Receive No Credit For Items You Complete After The Assignment Is DueDocumento8 pagineNet Torque On A Pulley: You Will Receive No Credit For Items You Complete After The Assignment Is DueSiva RamNessuna valutazione finora
- Gravimetric Determination of Moisture and Phosphorus Content in Fertilizer SamplesDocumento8 pagineGravimetric Determination of Moisture and Phosphorus Content in Fertilizer SamplesanaperturescienceNessuna valutazione finora
- 1.4.2 Momentum 00-10Documento10 pagine1.4.2 Momentum 00-10Murray PhysicsNessuna valutazione finora
- 11 Principles of AnimationDocumento35 pagine11 Principles of AnimationMittal KhuthiyaNessuna valutazione finora
- The Feynman Lectures On PhysicsDocumento2 pagineThe Feynman Lectures On PhysicsprasannaNessuna valutazione finora
- A Detailed Lesson Plan in MomentumDocumento5 pagineA Detailed Lesson Plan in Momentumanalyn hosenillaNessuna valutazione finora
- Antigravity KineticDocumento33 pagineAntigravity KineticManojlovic VasoNessuna valutazione finora
- 1.2 Resolution of Forces + 1.3 Equilibrium of Forces 2021Documento13 pagine1.2 Resolution of Forces + 1.3 Equilibrium of Forces 2021pravin manikamNessuna valutazione finora