Potrebbero piacerti anche
- Endothermic and Exothermic Reaction Worksheet AnswersDocumento5 pagineEndothermic and Exothermic Reaction Worksheet AnswersAyesha NoorNessuna valutazione finora
- Alcorcon Fluid Machineries ReviewerDocumento14 pagineAlcorcon Fluid Machineries Revieweresto_domingo100% (1)
- Pump Performance MonitoringDocumento3 paginePump Performance MonitoringSteven A McMurrayNessuna valutazione finora
- S1450401-Execution and Inspection of Welding WorkDocumento26 pagineS1450401-Execution and Inspection of Welding Workkeeoraon4Nessuna valutazione finora
- NPSH 12 PDFDocumento5 pagineNPSH 12 PDFJose Luis Ornelas LourithNessuna valutazione finora
- Training ProgramDocumento12 pagineTraining ProgramGiovanni Delli SantiNessuna valutazione finora
- Fired Heater DesignDocumento32 pagineFired Heater DesignGanesh KumarNessuna valutazione finora
- ABB-Electrical Switchgear ManualDocumento6 pagineABB-Electrical Switchgear ManualElafanNessuna valutazione finora
- Cement Testing - QA-QCDocumento3 pagineCement Testing - QA-QCYougchu LuanNessuna valutazione finora
- A Novel Active Free Piston Stirling EngineDocumento16 pagineA Novel Active Free Piston Stirling Engineel TorquesNessuna valutazione finora
- Submerged Arc FurnaceDocumento11 pagineSubmerged Arc FurnaceArooshbabu BabuNessuna valutazione finora
- As 60068.3.7-2003 Environmental Testing - Supporting Documentation and Guidance - Measurements in TemperatureDocumento8 pagineAs 60068.3.7-2003 Environmental Testing - Supporting Documentation and Guidance - Measurements in TemperatureSAI Global - APAC50% (2)
- International Journal of Heat and Mass TransferDocumento13 pagineInternational Journal of Heat and Mass TransferfatinNessuna valutazione finora
- Effect of carburizing via current heating on AISI 1020 steel microstructureDocumento9 pagineEffect of carburizing via current heating on AISI 1020 steel microstructureChessterNessuna valutazione finora
- The Kinetics of Phase Transformations During Tempering of Cr-Mo-V Medium Carbon SteelDocumento4 pagineThe Kinetics of Phase Transformations During Tempering of Cr-Mo-V Medium Carbon SteelfdcarazoNessuna valutazione finora
- V Manojlovic,+5 673 PPDocumento15 pagineV Manojlovic,+5 673 PPMonish Kumar V RNessuna valutazione finora
- Carbothermal Reduction Characteristics of Oxidized MN Ore Through Conven-Tional Heating and Microwave HeatingDocumento10 pagineCarbothermal Reduction Characteristics of Oxidized MN Ore Through Conven-Tional Heating and Microwave Heatingchinnuking11Nessuna valutazione finora
- Maruta Et Al. (2001) - Catalytic Combustion in Microchannel For MEMS Power GenerationDocumento4 pagineMaruta Et Al. (2001) - Catalytic Combustion in Microchannel For MEMS Power GenerationEmily LinNessuna valutazione finora
- A Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase SteelsDocumento9 pagineA Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase Steelsahmed ezwaiNessuna valutazione finora
- 2012 Metalmatertrans Woehrle2Documento14 pagine2012 Metalmatertrans Woehrle2Vitória SalazarNessuna valutazione finora
- On The Degradation Modes of Various Steel Grades Used in Heat Recovery Systems: An Application From The Petrochemical IndustryDocumento8 pagineOn The Degradation Modes of Various Steel Grades Used in Heat Recovery Systems: An Application From The Petrochemical IndustryOwais MalikNessuna valutazione finora
- Calculation of Carbon Diffusion Forcementation of Gear WheelsDocumento10 pagineCalculation of Carbon Diffusion Forcementation of Gear WheelsTanzil ZaidiNessuna valutazione finora
- Hamid 4Documento7 pagineHamid 4mdhamidraza815Nessuna valutazione finora
- 2015 - Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum Alloy SCIDocumento8 pagine2015 - Effects of Annealing Temperature On The Mechanical Properties and Sensitization of 5083-H116 Aluminum Alloy SCI陳仁郁Nessuna valutazione finora
- Reducingmacrosegregationofhighcarbonsteelin CCbloombyfinalelectromagneticstirringandmechanicalsoftreductionintegratedprocessDocumento13 pagineReducingmacrosegregationofhighcarbonsteelin CCbloombyfinalelectromagneticstirringandmechanicalsoftreductionintegratedprocessAkash YadavNessuna valutazione finora
- The Microstructure and PrecipitationDocumento4 pagineThe Microstructure and PrecipitationDACAMOGO DCMGNessuna valutazione finora
- Hassan 2017Documento11 pagineHassan 2017Sutan Andreas Parlindungan HutaurukNessuna valutazione finora
- Materials Science & Engineering A: F. Mokdad, D.L. Chen, Z.Y. Liu, D.R. Ni, B.L. Xiao, Z.Y. MaDocumento10 pagineMaterials Science & Engineering A: F. Mokdad, D.L. Chen, Z.Y. Liu, D.R. Ni, B.L. Xiao, Z.Y. Maפּואַ פּוגאַNessuna valutazione finora
- 06 6356 541 PDFDocumento14 pagine06 6356 541 PDFBanggas Hanistia PahleviNessuna valutazione finora
- Thermal Fatigue of Cast Irons For Automotive ApplicationDocumento7 pagineThermal Fatigue of Cast Irons For Automotive ApplicationBiancaNessuna valutazione finora
- Towards Carburizing Treatment Applied On Low Alloy Steel 16CN6Documento5 pagineTowards Carburizing Treatment Applied On Low Alloy Steel 16CN6موسىNessuna valutazione finora
- Slag-Metal Reaction Theories During Welding Part IDocumento7 pagineSlag-Metal Reaction Theories During Welding Part IEr Dikshant Malhotra100% (1)
- Study of Iron-Iron Carbide and Isothermal TransformationDocumento14 pagineStudy of Iron-Iron Carbide and Isothermal TransformationAhmed JishanNessuna valutazione finora
- 49 6 BeronskaDocumento10 pagine49 6 BeronskasaifbenNessuna valutazione finora
- Kinetics Simulation of MNS Precipitation in Electrical SteelDocumento5 pagineKinetics Simulation of MNS Precipitation in Electrical Steelmiltone87Nessuna valutazione finora
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocumento4 paginePretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiNessuna valutazione finora
- 2015-TransNonferrousMetSocChina-Formation Mechanism of Ni-Al Intermetallics During Heat Treatment of Ni Coating On Al SusbtrateDocumento8 pagine2015-TransNonferrousMetSocChina-Formation Mechanism of Ni-Al Intermetallics During Heat Treatment of Ni Coating On Al SusbtrateSIVAJI TADISETTYNessuna valutazione finora
- Predict hardness of AISI 4140 steel during martemperingDocumento21 paginePredict hardness of AISI 4140 steel during martemperingvander alkminNessuna valutazione finora
- Full 3DDocumento9 pagineFull 3DKumaranathan NNessuna valutazione finora
- Engineering Failure Analysis of Two Reformer Heater TubesDocumento16 pagineEngineering Failure Analysis of Two Reformer Heater TubesRajesh Johri100% (2)
- Effect of Alloying Elements On Thermal Diffusivity of Gray Cast Iron Used in Automotive Brake DisksDocumento5 pagineEffect of Alloying Elements On Thermal Diffusivity of Gray Cast Iron Used in Automotive Brake DisksUlises RochaNessuna valutazione finora
- Retained Austenite and PittingDocumento6 pagineRetained Austenite and PittingSuhaib AshrafNessuna valutazione finora
- Corrosion Failure 2Documento10 pagineCorrosion Failure 2Sebastián MoraNessuna valutazione finora
- s11661 010 0334 ZDocumento9 pagines11661 010 0334 ZinekNessuna valutazione finora
- Inductive Heating and Quenching of Planetary ShaftsDocumento7 pagineInductive Heating and Quenching of Planetary ShaftsNhinamanaNessuna valutazione finora
- Art 2 Stimation of Hardness During Heat Treatment of EN8 and C25 SteelsDocumento12 pagineArt 2 Stimation of Hardness During Heat Treatment of EN8 and C25 SteelsEdwinMedinaBejaranoNessuna valutazione finora
- Evolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantDocumento7 pagineEvolution of Carbide Precipitates in 2.25Cr-1Mo Steel During Long-Term Service in A Power PlantRogger Asmat VasquezNessuna valutazione finora
- MTIPROFEDocumento9 pagineMTIPROFEMar Cerda SilvaNessuna valutazione finora
- Thermo-Mechanical Analysis of Carbon Nanotube Based Functionally Graded Timoshenko BeamDocumento44 pagineThermo-Mechanical Analysis of Carbon Nanotube Based Functionally Graded Timoshenko BeamajayNessuna valutazione finora
- Influence of Selenium On The Internal Oxidation of Fe-Si-Al-C AlloyDocumento6 pagineInfluence of Selenium On The Internal Oxidation of Fe-Si-Al-C Alloykrushna bansodeNessuna valutazione finora
- Metals 11 01121Documento18 pagineMetals 11 01121Izod GetterNessuna valutazione finora
- Simulation of Heat Treatment of CarDocumento6 pagineSimulation of Heat Treatment of CarShubhangi ShindeNessuna valutazione finora
- 191 197htunDocumento8 pagine191 197htunkota narendraNessuna valutazione finora
- Heat Treatment of Metal Surfaces by A Conformal Electron BeamDocumento6 pagineHeat Treatment of Metal Surfaces by A Conformal Electron BeamM Hadyan MuslihanNessuna valutazione finora
- Bainítico - Ferry2002Documento8 pagineBainítico - Ferry2002Douglas RodriguesNessuna valutazione finora
- The Heat Treatment Analysis of E110 Case HardeningDocumento10 pagineThe Heat Treatment Analysis of E110 Case HardeningGuussttNessuna valutazione finora
- 01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeDocumento6 pagine01 - A CCT Diagram For An Offshore Pipeline Steel of X70 TypeŞarîngă George AlexandruNessuna valutazione finora
- Microstructure and mechanical properties of high-strength TRIP steelsDocumento7 pagineMicrostructure and mechanical properties of high-strength TRIP steelsth34560Nessuna valutazione finora
- High-Temperature Oxidation and Pickling Behaviour of HSLA SteelsDocumento16 pagineHigh-Temperature Oxidation and Pickling Behaviour of HSLA SteelsMuhammad Ali AbroNessuna valutazione finora
- v1 StampedDocumento23 paginev1 StampedChiheb BaNessuna valutazione finora
- Temperature Field Calculation and Analysis Within Steel Tube Reinforced ColumnsDocumento6 pagineTemperature Field Calculation and Analysis Within Steel Tube Reinforced ColumnsBatepola BacNessuna valutazione finora
- Kom Manual PDFDocumento44 pagineKom Manual PDFShivam DoharNessuna valutazione finora
- Swes v08 I1 PP 3 6Documento4 pagineSwes v08 I1 PP 3 6ashav patelNessuna valutazione finora
- Carbide Precipitation in 2.25 Cr-1 Mo Bainitic Steel: Effect of Heating and Isothermal Tempering ConditionsDocumento15 pagineCarbide Precipitation in 2.25 Cr-1 Mo Bainitic Steel: Effect of Heating and Isothermal Tempering ConditionsCHONKARN CHIABLAMNessuna valutazione finora
- Thermal Analysis For Peak Temperature Distribution in Reinforced Concrete Beams After Exposure To ASTM E119 Standard FireDocumento16 pagineThermal Analysis For Peak Temperature Distribution in Reinforced Concrete Beams After Exposure To ASTM E119 Standard FirerigaschNessuna valutazione finora
- XRD Analysis of Carbide Phase in Heat Resistant Steels: January 2006Documento8 pagineXRD Analysis of Carbide Phase in Heat Resistant Steels: January 2006ndeminNessuna valutazione finora
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocumento12 pagineObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarNessuna valutazione finora
- Pre-Fused vs. Blended Fluxes: Their Impact On Cleanliness of Low-Carbon Low-Alloy SteelDocumento10 paginePre-Fused vs. Blended Fluxes: Their Impact On Cleanliness of Low-Carbon Low-Alloy SteelJJNessuna valutazione finora
- Applied Thermal Engineering: Vadiraj A. Hemadri, Ashish Gupta, Sameer KhandekarDocumento15 pagineApplied Thermal Engineering: Vadiraj A. Hemadri, Ashish Gupta, Sameer Khandekar@vadirajNessuna valutazione finora
- Molecular Modeling of Corrosion Processes: Scientific Development and Engineering ApplicationsDa EverandMolecular Modeling of Corrosion Processes: Scientific Development and Engineering ApplicationsChristopher D. TaylorNessuna valutazione finora
- Lecture25 PDFDocumento18 pagineLecture25 PDFAkhil TantryNessuna valutazione finora
- Nathan@nitk Ac inDocumento13 pagineNathan@nitk Ac inAkhil TantryNessuna valutazione finora
- Lecture 1 Drude ModelDocumento8 pagineLecture 1 Drude ModelRolvideer GonzalezNessuna valutazione finora
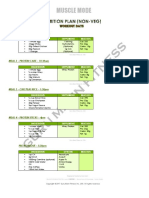
- MuscleMode NutritionPlan by Guru MannDocumento6 pagineMuscleMode NutritionPlan by Guru MannTilak RajNessuna valutazione finora
- Sample Letters and ResumeDocumento6 pagineSample Letters and Resumecrewz_19Nessuna valutazione finora
- Urvival at High Temperatures: Sub-Topics High Temperature Materials CreepDocumento33 pagineUrvival at High Temperatures: Sub-Topics High Temperature Materials CreepessamNessuna valutazione finora
- Tubular Furnace: General InformationDocumento1 paginaTubular Furnace: General InformationAkhil TantryNessuna valutazione finora
- Materials CreepDocumento21 pagineMaterials CreepGerry AnandaNessuna valutazione finora
- 7 Design For Static LoadingDocumento21 pagine7 Design For Static LoadingPRASAD326100% (1)
- Agriculture Industry Linkages in The Economy of JaDocumento9 pagineAgriculture Industry Linkages in The Economy of JaAkhil TantryNessuna valutazione finora
- Nitk Academic CalendarDocumento1 paginaNitk Academic CalendarAkhil TantryNessuna valutazione finora
- DCO193 Digital Scroll Article en 1610Documento6 pagineDCO193 Digital Scroll Article en 1610Ion ZabetNessuna valutazione finora
- SPE-122353 - Guidon With DTS - OXY PermianDocumento17 pagineSPE-122353 - Guidon With DTS - OXY PermianLeopold Roj DomNessuna valutazione finora
- Capitulo 11 - Thermal PropertiesDocumento12 pagineCapitulo 11 - Thermal PropertiesLeslie QuintanaNessuna valutazione finora
- Achieving Food Products Performance by Mastering The Drying ProcessDocumento9 pagineAchieving Food Products Performance by Mastering The Drying Processsalvatore raffaNessuna valutazione finora
- Service Manual: Change For LifeDocumento95 pagineService Manual: Change For LifeIonutmNessuna valutazione finora
- Draft SystemDocumento5 pagineDraft Systemmkchy12Nessuna valutazione finora
- Thermochemistry: Dr. Subhash C Goel South GA State College Douglas, GADocumento81 pagineThermochemistry: Dr. Subhash C Goel South GA State College Douglas, GAAqwAndria112,Danelee,XniceX ChannelNessuna valutazione finora
- Superior Performance Fan CoilsDocumento24 pagineSuperior Performance Fan CoilsJorge Cardona GilNessuna valutazione finora
- 19690021129Documento467 pagine19690021129Karpincho3Nessuna valutazione finora
- Maxr100 Commercial Air Conditioner Treatment: Trans Bio Energy CompanyDocumento3 pagineMaxr100 Commercial Air Conditioner Treatment: Trans Bio Energy CompanyKarthick VNessuna valutazione finora
- PG Test-Log SheetDocumento9 paginePG Test-Log SheetHemant SinghNessuna valutazione finora
- Dynamic Thermoregulatory Material PDFDocumento10 pagineDynamic Thermoregulatory Material PDFGeorge SNessuna valutazione finora
- LTR701 GBDocumento78 pagineLTR701 GBIgor BerniNessuna valutazione finora
- Service Manual Aire Central Lg. Ln-C0602sa0Documento31 pagineService Manual Aire Central Lg. Ln-C0602sa0Freddy Enrique Luna MirabalNessuna valutazione finora
- BiomassGasificationFoam: OpenFOAM solver for biomass gasificationDocumento29 pagineBiomassGasificationFoam: OpenFOAM solver for biomass gasificationbinho58Nessuna valutazione finora
- MLX90614 Changing Emissivity Unlocking Key Application Note MelexisDocumento5 pagineMLX90614 Changing Emissivity Unlocking Key Application Note MelexisMartín CioffiNessuna valutazione finora
- 10 - Ideal GasesDocumento71 pagine10 - Ideal GasesRaisa Binte Huda100% (1)
- Precalentadores PDFDocumento52 paginePrecalentadores PDFlcsandovalr989Nessuna valutazione finora
- Small Power LayoutDocumento1 paginaSmall Power Layouthaaza32016Nessuna valutazione finora
- Unit 2 Different Modes of Heat Transfer: StructureDocumento36 pagineUnit 2 Different Modes of Heat Transfer: StructureAman GodaraNessuna valutazione finora
- Fundamentals of Hvacr 3rd Edition 3rd EditionDocumento61 pagineFundamentals of Hvacr 3rd Edition 3rd Editioncharlie.reily315100% (47)