Potrebbero piacerti anche
- Continuous casting The Ultimate Step-By-Step GuideDa EverandContinuous casting The Ultimate Step-By-Step GuideNessuna valutazione finora
- Prefil Footprinter FlyerDocumento6 paginePrefil Footprinter FlyerAmmarNessuna valutazione finora
- Engineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeDa EverandEngineering Equipment for Foundries: Proceedings of the Seminar on Engineering Equipment for Foundries and Advanced Methods of Producing Such Equipment, Organized by the United Nations Economic Commission for EuropeNessuna valutazione finora
- Po DFADocumento8 paginePo DFADiemsurNessuna valutazione finora
- Pressure Diecasting: Metals — Machines — FurnacesDa EverandPressure Diecasting: Metals — Machines — FurnacesValutazione: 3 su 5 stelle3/5 (2)
- Aluminum Cast Alloys:: Enabling Tools For Improved PerformanceDocumento68 pagineAluminum Cast Alloys:: Enabling Tools For Improved PerformanceyoungonhuntNessuna valutazione finora
- PoDFA Flyer and Spec SheetDocumento6 paginePoDFA Flyer and Spec SheetAmmarNessuna valutazione finora
- Aluminium Die Casting Lubrication Technology and Trends en v1Documento6 pagineAluminium Die Casting Lubrication Technology and Trends en v1g_nazario100% (1)
- Die Casting Metallurgy: Butterworths Monographs in MaterialsDa EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsValutazione: 3.5 su 5 stelle3.5/5 (2)
- VacuumDocumento6 pagineVacuum03sri03Nessuna valutazione finora
- Adiabatic Shear Localization: Frontiers and AdvancesDa EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNessuna valutazione finora
- Die Casting GuidelinesDocumento12 pagineDie Casting GuidelinesMichael Arvin GabineteNessuna valutazione finora
- NADCA-High Temp DieDocumento12 pagineNADCA-High Temp DiejalilemadiNessuna valutazione finora
- 111th Metalcasting Congress NadcaDocumento12 pagine111th Metalcasting Congress NadcaMehwishYasmenNessuna valutazione finora
- Fast Flow Channel SimulationDocumento4 pagineFast Flow Channel Simulationgrg_greNessuna valutazione finora
- Low Pressure Die CastingDocumento4 pagineLow Pressure Die Castingyang2012100% (1)
- Catalogo Die Cast DMEDocumento24 pagineCatalogo Die Cast DMEkontacNessuna valutazione finora
- Virtualization High Vacuum and High Performance HPDC Machine Top Quality Casting PDFDocumento4 pagineVirtualization High Vacuum and High Performance HPDC Machine Top Quality Casting PDFAditheya Varthan MNessuna valutazione finora
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Documento13 pagineIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923Nessuna valutazione finora
- Diecasting DefectsDocumento14 pagineDiecasting DefectsEdwardNessuna valutazione finora
- MAG Design GuideDocumento32 pagineMAG Design Guidekarthik_thanguduNessuna valutazione finora
- Squeeze CastingDocumento38 pagineSqueeze Castingjishnus100% (1)
- Leporello Aluminium Casting Alloys RHEINFELDEN ALLOYS 2018Documento10 pagineLeporello Aluminium Casting Alloys RHEINFELDEN ALLOYS 2018luisA1923Nessuna valutazione finora
- Die Casting DesignDocumento20 pagineDie Casting Designtiep_design100% (1)
- Die Casting Theory: DTDM Final YearDocumento31 pagineDie Casting Theory: DTDM Final Yearpratibha100% (1)
- AnyCasting - Software Intro - Die Casting PDFDocumento46 pagineAnyCasting - Software Intro - Die Casting PDFSimon Risteski100% (1)
- Semi Solid & Squeeze CastingsDocumento16 pagineSemi Solid & Squeeze Castingsvinny1978Nessuna valutazione finora
- Procast: Casting Simulation SuiteDocumento12 pagineProcast: Casting Simulation SuiteKrishna PatelNessuna valutazione finora
- Gating SystemDocumento27 pagineGating SystemAnup Tigga75% (4)
- HPDCdesign Basic PrinciplesDocumento9 pagineHPDCdesign Basic PrinciplesGanesan ThangasamyNessuna valutazione finora
- 2c-CASTING DESIGN ECONOMICSDocumento18 pagine2c-CASTING DESIGN ECONOMICSIzzat IkramNessuna valutazione finora
- Jet Cooling English Presentationv2Documento21 pagineJet Cooling English Presentationv2susu22200050% (2)
- Semi Solid RheocastingDocumento21 pagineSemi Solid RheocastingGiacomo ZammattioNessuna valutazione finora
- Simulatiing Porosity in Ductile Iron - Etip17Documento2 pagineSimulatiing Porosity in Ductile Iron - Etip17yeokbinNessuna valutazione finora
- Solid CastDocumento55 pagineSolid Castcesar_abddNessuna valutazione finora
- Die Casting MachinesDocumento78 pagineDie Casting MachinesluisA1923Nessuna valutazione finora
- Casting Processes: DR Ajay BatishDocumento46 pagineCasting Processes: DR Ajay BatishAlisha GuptaNessuna valutazione finora
- Die Casting Defects - Identification Causes and CuresDocumento12 pagineDie Casting Defects - Identification Causes and CuresjosuecncNessuna valutazione finora
- Fundamentals of Metal CastingDocumento45 pagineFundamentals of Metal CastingsuntharNessuna valutazione finora
- Die Casting Heat Treatment Process To Increase Strength Part 2Documento6 pagineDie Casting Heat Treatment Process To Increase Strength Part 2itslowNessuna valutazione finora
- HPDC Runner and Gating System DesignDocumento18 pagineHPDC Runner and Gating System DesignMNNessuna valutazione finora
- MAGMA SimulationFatiqueDocumento37 pagineMAGMA SimulationFatiquevmgobinathNessuna valutazione finora
- Semi-Solid Metal ProcessingDocumento26 pagineSemi-Solid Metal ProcessingJery Indra Putra HarianjaNessuna valutazione finora
- Interview QuestionDocumento22 pagineInterview QuestionsugeshNessuna valutazione finora
- Runner Design Guide Lines-Issue 5Documento15 pagineRunner Design Guide Lines-Issue 5sivanandp100% (1)
- Metal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingDocumento7 pagineMetal Casting Design: Mold and Gating System Design, Directional Solidification, and TroubleshootingzidaaanNessuna valutazione finora
- NADCA 2012AnnualReportDocumento15 pagineNADCA 2012AnnualReportwholenumberNessuna valutazione finora
- High Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Documento62 pagineHigh Integrity Die Casting - Imdc Dec 2013 Silafont®, Magsimal® Und Castasil®Giacomo Zammattio100% (1)
- Casting Technology: DC School Text BookDocumento23 pagineCasting Technology: DC School Text BookmikeNessuna valutazione finora
- 01 Introduction To Aluminum and Aluminum AlloysDocumento12 pagine01 Introduction To Aluminum and Aluminum AlloysAlex KozayaNessuna valutazione finora
- Web003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentDocumento44 pagineWeb003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentsinrNessuna valutazione finora
- Disamatic GatingDocumento7 pagineDisamatic Gatingtanto_deep_15Nessuna valutazione finora
- 256412Documento68 pagine256412tabibkarim100% (1)
- Procast - ESI - Casting SimulationsDocumento14 pagineProcast - ESI - Casting Simulationsvmgobinath100% (2)
- Nemak Casting Defects - An OverviewDocumento39 pagineNemak Casting Defects - An OverviewAlejandro Jose Garcia Fernandez100% (2)
- Die CastDocumento112 pagineDie Cast003suresh100% (2)
- Gating System For Casting2 - WT7 PDFDocumento87 pagineGating System For Casting2 - WT7 PDFAzaad Maverick100% (1)
- Determination of Acceptable Quality Limit For Casting of A356 Aluminium Alloy: Supplier's Quality Index (SQI)Documento14 pagineDetermination of Acceptable Quality Limit For Casting of A356 Aluminium Alloy: Supplier's Quality Index (SQI)Osama GhareebNessuna valutazione finora
- Drive Shafts For Steel Production/ Industrial EquipmentDocumento36 pagineDrive Shafts For Steel Production/ Industrial EquipmentEdna Odette Melo UscangaNessuna valutazione finora
- EO Gaddis Java Chapter 06 6e-ClassesObjectsPart2Documento48 pagineEO Gaddis Java Chapter 06 6e-ClassesObjectsPart2nyle90009Nessuna valutazione finora
- Design, Development, Fabrication and Testing of Small Vertical Axis Wind TurbinevDocumento4 pagineDesign, Development, Fabrication and Testing of Small Vertical Axis Wind TurbinevEditor IJTSRDNessuna valutazione finora
- What Is Host Program? How To Create Host Program? and What Is .Prog File?Documento5 pagineWhat Is Host Program? How To Create Host Program? and What Is .Prog File?redroNessuna valutazione finora
- Advanced MultisimDocumento146 pagineAdvanced MultisimHec Itou75% (4)
- An Experimental and Statistical Study of Olfactory PreferencesDocumento7 pagineAn Experimental and Statistical Study of Olfactory Preferencesjungseong parkNessuna valutazione finora
- Bgy. Poblacion SwaDocumento33 pagineBgy. Poblacion SwaKim simyunnNessuna valutazione finora
- Ha400 PDFDocumento1 paginaHa400 PDFZacharias Pavlos50% (2)
- C Programming Board Solve PDFDocumento12 pagineC Programming Board Solve PDFEstiak Hossain ShaikatNessuna valutazione finora
- Cad and Dog 2Documento5 pagineCad and Dog 2Muhammad RifaiNessuna valutazione finora
- Revised Draft Ammendment To IRS T29 MAR13Documento11 pagineRevised Draft Ammendment To IRS T29 MAR13Shipra MishraNessuna valutazione finora
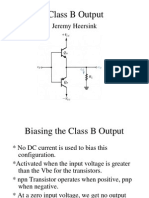
- Class B Output: Jeremy HeersinkDocumento10 pagineClass B Output: Jeremy Heersinkdummy1957jNessuna valutazione finora
- A Presentation OF Vocational Training On Combined Cycle Power PlantDocumento20 pagineA Presentation OF Vocational Training On Combined Cycle Power PlantramezhosnyNessuna valutazione finora
- A Quick Route To Sums of PowersDocumento6 pagineA Quick Route To Sums of PowersJason WongNessuna valutazione finora
- Transition Elements Final 1Documento44 pagineTransition Elements Final 1Venkatesh MishraNessuna valutazione finora
- TS1620 TechstarDocumento12 pagineTS1620 TechstarMahdiiiiii83Nessuna valutazione finora
- The Role of Cutoffs in Integrated Reservoir StudiesDocumento15 pagineThe Role of Cutoffs in Integrated Reservoir StudiesAhmed M. Saad100% (1)
- Syllabus For Admission Test For Admission To Class Xi 2020-21 Physics ChemistryDocumento2 pagineSyllabus For Admission Test For Admission To Class Xi 2020-21 Physics ChemistryAdhara MukherjeeNessuna valutazione finora
- Knitting GSM Calculations PDFDocumento11 pagineKnitting GSM Calculations PDFHifza khalidNessuna valutazione finora
- 2 Roisum ENDocumento99 pagine2 Roisum ENorhm100% (2)
- Excel FunctionsDocumento13 pagineExcel Functionsfhlim2069Nessuna valutazione finora
- Crop Productivity Aroma Profile and Antioxidant Activity in Pelargonium Graveolens L-H-R Under inDocumento7 pagineCrop Productivity Aroma Profile and Antioxidant Activity in Pelargonium Graveolens L-H-R Under inNo VivoNessuna valutazione finora
- Hypothesis Testing in Stata PDFDocumento9 pagineHypothesis Testing in Stata PDFMarisela FuentesNessuna valutazione finora
- Act std3Documento7 pagineAct std3Helen B. EvansNessuna valutazione finora
- Power Electronics Circuits Devices and Applications by Muhammad H RashidDocumento602 paginePower Electronics Circuits Devices and Applications by Muhammad H RashidSuhas K Sri SaiNessuna valutazione finora
- Chap. 49 Modes: 3. Modes On Regular Triangular DrumDocumento9 pagineChap. 49 Modes: 3. Modes On Regular Triangular DrumfudogNessuna valutazione finora
- SLES Concentration Effect On The Rheolog TraducidoDocumento22 pagineSLES Concentration Effect On The Rheolog TraducidoJose GamezNessuna valutazione finora
- ISUOG Basic Training: Fetal Biometry - Dating, Assessing Size & Estimating Fetal WeightDocumento33 pagineISUOG Basic Training: Fetal Biometry - Dating, Assessing Size & Estimating Fetal WeightRolando DiazNessuna valutazione finora
- Datasheet en 20170526Documento9 pagineDatasheet en 20170526LODELBARRIO RDNessuna valutazione finora
- Electronic - Banking and Customer Satisfaction in Greece - The Case of Piraeus BankDocumento15 pagineElectronic - Banking and Customer Satisfaction in Greece - The Case of Piraeus BankImtiaz MasroorNessuna valutazione finora
- Bulk Material Handling: Practical Guidance for Mechanical EngineersDa EverandBulk Material Handling: Practical Guidance for Mechanical EngineersValutazione: 5 su 5 stelle5/5 (1)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CDa EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNessuna valutazione finora
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionDa EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionValutazione: 4.5 su 5 stelle4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedDa EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedValutazione: 5 su 5 stelle5/5 (1)
- Basic Digital Signal Processing: Butterworths Basic SeriesDa EverandBasic Digital Signal Processing: Butterworths Basic SeriesValutazione: 5 su 5 stelle5/5 (1)
- Cyber-Physical Systems: Foundations, Principles and ApplicationsDa EverandCyber-Physical Systems: Foundations, Principles and ApplicationsHoubing H. SongNessuna valutazione finora
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ADa EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANessuna valutazione finora
- Gas Turbines: A Handbook of Air, Land and Sea ApplicationsDa EverandGas Turbines: A Handbook of Air, Land and Sea ApplicationsValutazione: 4 su 5 stelle4/5 (9)
- The Laws of Thermodynamics: A Very Short IntroductionDa EverandThe Laws of Thermodynamics: A Very Short IntroductionValutazione: 4.5 su 5 stelle4.5/5 (10)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsDa EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNessuna valutazione finora
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDa EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisValutazione: 4 su 5 stelle4/5 (2)
- Safety Theory and Control Technology of High-Speed Train OperationDa EverandSafety Theory and Control Technology of High-Speed Train OperationValutazione: 5 su 5 stelle5/5 (2)
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionDa EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNessuna valutazione finora
- Laminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataDa EverandLaminar Flow Forced Convection in Ducts: A Source Book for Compact Heat Exchanger Analytical DataNessuna valutazione finora
- Electrical (Generator and Electrical Plant): Modern Power Station PracticeDa EverandElectrical (Generator and Electrical Plant): Modern Power Station PracticeValutazione: 4 su 5 stelle4/5 (9)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseDa EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseValutazione: 4.5 su 5 stelle4.5/5 (51)
- The Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionDa EverandThe Galactic Federation: Discovering the Unknown Can Be Stranger Than FictionNessuna valutazione finora
- Airplane Flying Handbook: FAA-H-8083-3C (2024)Da EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Valutazione: 4 su 5 stelle4/5 (12)
- Mechanical Vibrations and Condition MonitoringDa EverandMechanical Vibrations and Condition MonitoringValutazione: 5 su 5 stelle5/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideDa Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideValutazione: 3.5 su 5 stelle3.5/5 (7)