Potrebbero piacerti anche
- Bulk Material Handling: Practical Guidance for Mechanical EngineersDa EverandBulk Material Handling: Practical Guidance for Mechanical EngineersValutazione: 5 su 5 stelle5/5 (1)
- Conveyor Pulley DesignDocumento2 pagineConveyor Pulley DesignZoebair100% (1)
- Ansi Cema Standard 300-2009Documento4 pagineAnsi Cema Standard 300-2009Suthirak Sumran20% (5)
- ENG ECI ELC SPC 004 Electrical InstallationDocumento68 pagineENG ECI ELC SPC 004 Electrical Installationjonodo89Nessuna valutazione finora
- Surface Preparation and Paint SpecificationDocumento63 pagineSurface Preparation and Paint Specificationjonodo89Nessuna valutazione finora
- Conveyor Idlers PDFDocumento10 pagineConveyor Idlers PDFDhirendraRaviNessuna valutazione finora
- Belt Conveyor Pulley Design - Why The FailuresDocumento16 pagineBelt Conveyor Pulley Design - Why The FailuresenrimauryNessuna valutazione finora
- Cold Vulcanizing SolutionDocumento4 pagineCold Vulcanizing Solutionritesh shrivastav0% (1)
- BELT CONVEYOR - Discharge TrajectoryDocumento3 pagineBELT CONVEYOR - Discharge TrajectorySergio Diaz DuarteNessuna valutazione finora
- Specification Requirements For Conveyor Pulleys and ShaftsDocumento15 pagineSpecification Requirements For Conveyor Pulleys and Shaftsjonodo8967% (3)
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocumento7 pagineFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNessuna valutazione finora
- Fire Protection Standard For Vehicles and Moving MachineryDocumento39 pagineFire Protection Standard For Vehicles and Moving Machineryjonodo89100% (1)
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesDocumento22 pagineEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
- AATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & StructuralDocumento68 pagineAATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & Structuraljonodo89Nessuna valutazione finora
- QD5523 Operation ManualDocumento20 pagineQD5523 Operation ManualRashidi RahmanNessuna valutazione finora
- Annex 2 Equipment Specification Alt50Documento279 pagineAnnex 2 Equipment Specification Alt50MKPashaPashaNessuna valutazione finora
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDocumento14 pagineAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89Nessuna valutazione finora
- Iso 5293 1981Documento8 pagineIso 5293 1981Rajaram JayaramanNessuna valutazione finora
- Conveyor Pulley Failure Analysis PDFDocumento3 pagineConveyor Pulley Failure Analysis PDFriysallNessuna valutazione finora
- Belt Conveyor Pulley Design - Why The Failures - Terry KingDocumento11 pagineBelt Conveyor Pulley Design - Why The Failures - Terry KingJakesNessuna valutazione finora
- CEMA GuidelinesDocumento2 pagineCEMA GuidelinesasnandyNessuna valutazione finora
- Takraf Apron Feeder: Optimal Solutions For Mining, Material Handling and ProcessingDocumento6 pagineTakraf Apron Feeder: Optimal Solutions For Mining, Material Handling and ProcessingJakesNessuna valutazione finora
- Sole PlatesDocumento12 pagineSole Platesjonodo89Nessuna valutazione finora
- General Material: CommentsDocumento10 pagineGeneral Material: CommentsRafael FerreiraNessuna valutazione finora
- Cema 351Documento6 pagineCema 351Andrea Fabiana Blaschi0% (1)
- Conveyor Idler StandardsDocumento10 pagineConveyor Idler StandardsObiwan1483100% (1)
- Extract From The Book Belt FeederDocumento93 pagineExtract From The Book Belt FeederPushp Dutt100% (1)
- IdlerDesignGuide PROKDocumento25 pagineIdlerDesignGuide PROKEge UgurluNessuna valutazione finora
- SME 2017 Design and Analysis of Conveyor Pulleys - A HustrulidDocumento34 pagineSME 2017 Design and Analysis of Conveyor Pulleys - A Hustrulidtadela_553439598Nessuna valutazione finora
- Frank Loeffler - Pipe Tube Conveyor PDFDocumento12 pagineFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Anglo American - Belt Conveyor Design CriteriaDocumento19 pagineAnglo American - Belt Conveyor Design CriteriaIgor San Martín Peñaloza0% (1)
- Conveyor Belt Engineering TablesDocumento5 pagineConveyor Belt Engineering Tablestaohung1120Nessuna valutazione finora
- Steel Cord Conveyor Belt 1 PDFDocumento16 pagineSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeNessuna valutazione finora
- Conveyor Industry Conveyors PDF: Uploads 2012/06Documento6 pagineConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaNessuna valutazione finora
- Stockpile SegregationDocumento2 pagineStockpile SegregationEdwin BatallanosNessuna valutazione finora
- Belt Cleaner HandbookDocumento40 pagineBelt Cleaner Handbooklinmar7071100% (1)
- SEMPERIT Belt PDFDocumento92 pagineSEMPERIT Belt PDFJaya Kumaar100% (2)
- Belt Conveyor Pulley DesignDocumento11 pagineBelt Conveyor Pulley Designthakur_raghab100% (1)
- Bearing Centre and Face Width in Conveyor PulleyDocumento8 pagineBearing Centre and Face Width in Conveyor PulleyPrashant MishraNessuna valutazione finora
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDocumento4 pagineStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezNessuna valutazione finora
- Aa BPG 375001Documento36 pagineAa BPG 375001JDNessuna valutazione finora
- Apex Belting Conveyor HandbookDocumento102 pagineApex Belting Conveyor Handbooksasha_seferovic1874Nessuna valutazione finora
- Transfer Station Design For Iron OreDocumento7 pagineTransfer Station Design For Iron Oreedmond1000Nessuna valutazione finora
- Bucket Elevator ChainDocumento4 pagineBucket Elevator Chainluisreng100% (1)
- Chain Pull CalculationsDocumento39 pagineChain Pull Calculationsmech_abhi100% (2)
- 04ab Conveying and Storing in The Cement IndustryDocumento28 pagine04ab Conveying and Storing in The Cement IndustryFederico BrigatoNessuna valutazione finora
- Vibrating FeederDocumento7 pagineVibrating FeederRk Upadhyay100% (1)
- Belt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaDocumento4 pagineBelt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaJakes100% (1)
- Design of Conveyor in Metric UnitsDocumento10 pagineDesign of Conveyor in Metric Unitsmuhd.qasimNessuna valutazione finora
- Dunlop Conveyor Belt Design Manual - P2Documento15 pagineDunlop Conveyor Belt Design Manual - P2perdhana2000Nessuna valutazione finora
- Travelling Trippers PDFDocumento4 pagineTravelling Trippers PDFkalai50% (2)
- BS 2890-1989 Troughed Belt Conveyor PDFDocumento35 pagineBS 2890-1989 Troughed Belt Conveyor PDFjessNessuna valutazione finora
- Conveyor Belt Cover StandardDocumento12 pagineConveyor Belt Cover StandardSholhan AzizNessuna valutazione finora
- Iso 3684 1990Documento8 pagineIso 3684 1990joaquin fuentealba moralesNessuna valutazione finora
- Axle HoldersDocumento1 paginaAxle HoldersjoseocsilvaNessuna valutazione finora
- BSH 004 2007 - 001 PDFDocumento8 pagineBSH 004 2007 - 001 PDFJakesNessuna valutazione finora
- Manual Helix Delta t6Documento309 pagineManual Helix Delta t6Ricardo Garay Reinoso100% (2)
- Chutes Design PDFDocumento11 pagineChutes Design PDFWaris La Joi Wakatobi100% (1)
- Design & Application of FeederDocumento39 pagineDesign & Application of Feedermaran.suguNessuna valutazione finora
- Elevator Belt and Splice Installation GuideDocumento17 pagineElevator Belt and Splice Installation Guide4B Braime ComponentsNessuna valutazione finora
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshDa EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNessuna valutazione finora
- 4rCRB Mounting and Maintenance InstructionsDocumento21 pagine4rCRB Mounting and Maintenance InstructionsNishant JhaNessuna valutazione finora
- RuukiDocumento20 pagineRuukiproje01Nessuna valutazione finora
- Service Drop Conduit For Underground Service DropDocumento10 pagineService Drop Conduit For Underground Service DropMohamed AhmiedNessuna valutazione finora
- NH 86572172 PreviewDocumento51 pagineNH 86572172 PreviewAmanda NunesNessuna valutazione finora
- Ni 2366Documento8 pagineNi 2366marguepaNessuna valutazione finora
- Worldwide Fastener Standard: Printed Copies Are UncontrolledDocumento2 pagineWorldwide Fastener Standard: Printed Copies Are UncontrolledPrabagarane RamachandranNessuna valutazione finora
- Fire Protection Standard For Electrical Equipment and InstallationsDocumento27 pagineFire Protection Standard For Electrical Equipment and Installationsjonodo89100% (1)
- Generic Geared ReducersDocumento12 pagineGeneric Geared Reducersjonodo89Nessuna valutazione finora
- Fire Protection Standard For Use of Plastic PipesDocumento6 pagineFire Protection Standard For Use of Plastic Pipesjonodo89Nessuna valutazione finora
- Screw Take UpsDocumento7 pagineScrew Take Upsjonodo89Nessuna valutazione finora
- Belt Conveyor Idlers and RollsDocumento14 pagineBelt Conveyor Idlers and Rollsjonodo89Nessuna valutazione finora
- Sole PlatesDocumento12 pagineSole Platesjonodo89Nessuna valutazione finora
- K0001 A430 M SPC 0011 Rev02 Metallic Wear LiningDocumento15 pagineK0001 A430 M SPC 0011 Rev02 Metallic Wear Liningjonodo89Nessuna valutazione finora
- Mechanical StandardsDocumento10 pagineMechanical Standardsjonodo890% (1)
- DWG 415-008 REV 0Documento1 paginaDWG 415-008 REV 0jonodo89Nessuna valutazione finora
- Aa Spec 114005Documento45 pagineAa Spec 114005jonodo8950% (2)
- M&T Risk & AssuranceDocumento39 pagineM&T Risk & Assurancejonodo89Nessuna valutazione finora
- 2RVRETURNS25Documento1 pagina2RVRETURNS25jonodo89Nessuna valutazione finora
- New Doc 2018-04-24Documento6 pagineNew Doc 2018-04-24jonodo89Nessuna valutazione finora
- SolidwovendatasheetDocumento1 paginaSolidwovendatasheetjonodo89Nessuna valutazione finora
- BB Design ReportDocumento79 pagineBB Design Reportjonodo89Nessuna valutazione finora
- New Doc 2018-04-24Documento6 pagineNew Doc 2018-04-24jonodo89Nessuna valutazione finora
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Documento4 pagineMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89Nessuna valutazione finora
- v487tvvs - Ha - Sx260Documento1 paginav487tvvs - Ha - Sx260jonodo89Nessuna valutazione finora
- DWG 415-012 REV 2Documento1 paginaDWG 415-012 REV 2jonodo89Nessuna valutazione finora
- G - 1 - A1 General Arrangment DrawingDocumento1 paginaG - 1 - A1 General Arrangment Drawingjonodo89Nessuna valutazione finora
- DWG 415-009 REV 0Documento1 paginaDWG 415-009 REV 0jonodo89Nessuna valutazione finora
- DWG 415-007 REV 0Documento1 paginaDWG 415-007 REV 0jonodo89Nessuna valutazione finora
- DWG 415-019 REV 0Documento7 pagineDWG 415-019 REV 0jonodo89Nessuna valutazione finora
- DWG 424-012 REV 1Documento1 paginaDWG 424-012 REV 1jonodo89Nessuna valutazione finora
- DWG 415-006 REV 0Documento1 paginaDWG 415-006 REV 0jonodo89Nessuna valutazione finora
- Aveo 1.6L 1.8L 2010Documento141 pagineAveo 1.6L 1.8L 2010Paola EspañaNessuna valutazione finora
- Printing Machinery Maintenance: L' Scheme SyllabusDocumento75 paginePrinting Machinery Maintenance: L' Scheme SyllabusShione T MundawararaNessuna valutazione finora
- Timing Belt: Service and Repair Timing Belt, AssemblingDocumento5 pagineTiming Belt: Service and Repair Timing Belt, AssemblingGustavo Guzuck Gutierrez GonzalezNessuna valutazione finora
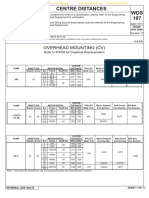
- WDS107 Centre DistancesDocumento17 pagineWDS107 Centre DistancesRANAIVOARIMANANANessuna valutazione finora
- ME8651 Notes Design of Transmission SystemsDocumento71 pagineME8651 Notes Design of Transmission SystemsAslam AhamedNessuna valutazione finora
- Project ReportDocumento8 pagineProject Reportapi-302307701Nessuna valutazione finora
- K500 Service Manual PDFDocumento27 pagineK500 Service Manual PDFMichaelNessuna valutazione finora
- Fedder DeisterDocumento17 pagineFedder Deistercarlos martinezNessuna valutazione finora
- Vol 56 No 03 - Shaft and Hub Keyway and Key SizesDocumento4 pagineVol 56 No 03 - Shaft and Hub Keyway and Key SizesramsesluNessuna valutazione finora
- Manual - QC#1 HD With Twist TensionerDocumento33 pagineManual - QC#1 HD With Twist TensionerMhmd HnffNessuna valutazione finora
- Gearless Transmission SystemDocumento5 pagineGearless Transmission SystemSyed Ubaid ur RehmanNessuna valutazione finora
- Review Questions 2Documento309 pagineReview Questions 2trishaNessuna valutazione finora
- Fabrication of Grass CutterDocumento80 pagineFabrication of Grass CutterWan Mohd FarzrinNessuna valutazione finora
- Lifting Tools & Tackles MasterlistDocumento6 pagineLifting Tools & Tackles MasterlistPravash MohantyNessuna valutazione finora
- Gear Development by Reverse EngineeringDocumento99 pagineGear Development by Reverse EngineeringSuresh YadavNessuna valutazione finora
- Equilibrium RevisionDocumento36 pagineEquilibrium RevisionSandun WanaguruNessuna valutazione finora
- SG40185HF SICOR 11KwDocumento2 pagineSG40185HF SICOR 11KwMohammed Mahmoud EissaNessuna valutazione finora
- History of Simple MachinesDocumento10 pagineHistory of Simple MachinesAndrew Arciosa CalsoNessuna valutazione finora
- Engineer Badge Cub Scouts Ideas and ProjectsDocumento11 pagineEngineer Badge Cub Scouts Ideas and ProjectsAnonymous LaV8mFnemNessuna valutazione finora
- Gear Box CatDocumento75 pagineGear Box Catamir_tstfrm1Nessuna valutazione finora
- BS 4536Documento20 pagineBS 4536jamie courneyNessuna valutazione finora
- Leadership Activities and Command Tasks 2012 PDFDocumento15 pagineLeadership Activities and Command Tasks 2012 PDFNick TsangNessuna valutazione finora
- Lifts 150324053755 Conversion Gate01 PDFDocumento43 pagineLifts 150324053755 Conversion Gate01 PDFAjay JainNessuna valutazione finora
- MIT Towing Tank PDFDocumento33 pagineMIT Towing Tank PDFSérgio Roberto Dalha ValheNessuna valutazione finora
- Bucket Elevator Manual PDFDocumento20 pagineBucket Elevator Manual PDFdaniel100% (1)
- Experiment 2Documento6 pagineExperiment 2Parvesh DahiyaNessuna valutazione finora
- Design and Fabrication of Automatic Dishwasher Machine: January 2017Documento7 pagineDesign and Fabrication of Automatic Dishwasher Machine: January 2017Ajit KalasaitNessuna valutazione finora
- Engineering Mechanics ProblemDocumento71 pagineEngineering Mechanics ProblemEu Aumentado0% (1)