Potrebbero piacerti anche
- TSA Spec-2Documento9 pagineTSA Spec-2Subodh KulkarniNessuna valutazione finora
- 23S3 Ot D 220 Me SP 0570 00Documento7 pagine23S3 Ot D 220 Me SP 0570 00Mohammad ghanaatpisheNessuna valutazione finora
- DT600 User Manua 2014Documento16 pagineDT600 User Manua 2014AgisMaulidiNessuna valutazione finora
- VW 96002 enDocumento5 pagineVW 96002 enpatborNessuna valutazione finora
- TMT 035 Nde 04Documento14 pagineTMT 035 Nde 04rameshqcNessuna valutazione finora
- Method of Statement For FRP Lining TankDocumento5 pagineMethod of Statement For FRP Lining Tankmoytabura96100% (3)
- IGS-M-TP-014-6 (1) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 60 CDocumento18 pagineIGS-M-TP-014-6 (1) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 60 CTa GiNessuna valutazione finora
- Protective Coating PhilosophyDocumento10 pagineProtective Coating PhilosophyAleem QureshiNessuna valutazione finora
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Documento15 pagineTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITNessuna valutazione finora
- Protective Painting SystemDocumento45 pagineProtective Painting SystemMuthu AlaguRajNessuna valutazione finora
- Painting Procedure for Sawangan Desal ProjectDocumento8 paginePainting Procedure for Sawangan Desal ProjectBudi IndraNessuna valutazione finora
- Oil-Fuel SeparatorDocumento24 pagineOil-Fuel SeparatorSiva SubramaniyanNessuna valutazione finora
- SANS 3001-AG10 2012 Part AG10 ACV (Aggregate Crushing Value) and 10 % FACT (Fines Aggregate CrushingDocumento19 pagineSANS 3001-AG10 2012 Part AG10 ACV (Aggregate Crushing Value) and 10 % FACT (Fines Aggregate Crushingqinmingchang19841020Nessuna valutazione finora
- ESD-GT-SP0001 SurfaceDocumento33 pagineESD-GT-SP0001 SurfaceQuy Rom100% (1)
- Mar Painting 2Documento24 pagineMar Painting 2Teguh IndrawanNessuna valutazione finora
- Et WHP02 0000 Mec TPB 1003 - Ar 0001Documento60 pagineEt WHP02 0000 Mec TPB 1003 - Ar 0001orea1Nessuna valutazione finora
- IGS-M-TP-014-3 (2) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 80 CDocumento17 pagineIGS-M-TP-014-3 (2) April. 2016: Heat Shrinkable Sleeve System (Hot Melt Adhesive) For Service Temperature Up To 80 CTa GiNessuna valutazione finora
- PIP INEG1000 Insulation Design and Type Codes 1999-04Documento35 paginePIP INEG1000 Insulation Design and Type Codes 1999-04asvasan5554Nessuna valutazione finora
- HFY-GEN-CP-SPC-0002 - D Specification For Tank and Vessel Coating Code-ADocumento32 pagineHFY-GEN-CP-SPC-0002 - D Specification For Tank and Vessel Coating Code-ATahir FadhilNessuna valutazione finora
- TM 10 4930 220 13 and PDocumento134 pagineTM 10 4930 220 13 and PAnonymous EDH8oilNessuna valutazione finora
- TD OPTIFLUX4000 en 190921 4000525106 R09Documento44 pagineTD OPTIFLUX4000 en 190921 4000525106 R09Edwique Kudzai MukuzeNessuna valutazione finora
- DeltaDocumento20 pagineDeltaClaudio TurlherNessuna valutazione finora
- Cliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoDocumento8 pagineCliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoSonNguyenNessuna valutazione finora
- Thermal Spray Procedures For Wheel Dozer, Integrated Toolcarrier, and Wheel Tractor Scraper HubDocumento12 pagineThermal Spray Procedures For Wheel Dozer, Integrated Toolcarrier, and Wheel Tractor Scraper HubAlan GonzalezNessuna valutazione finora
- Inspection Program Rev.1Documento64 pagineInspection Program Rev.1Jerson serrano100% (1)
- 167ACT01-0000-PA-GS-0169 - 0 PaintingDocumento21 pagine167ACT01-0000-PA-GS-0169 - 0 PaintingSutiknoNessuna valutazione finora
- 028120-SPL-008 Protective Coating Riser Neoprene Rev. CDocumento8 pagine028120-SPL-008 Protective Coating Riser Neoprene Rev. CRokan Pipeline100% (1)
- AutoRecovery Save of SOW - Sand Blsting and Recoating of HPCMS TECHNICON Rev9 (AutoRecovered)Documento6 pagineAutoRecovery Save of SOW - Sand Blsting and Recoating of HPCMS TECHNICON Rev9 (AutoRecovered)MotswalediNessuna valutazione finora
- 03304001en Revl PDFDocumento10 pagine03304001en Revl PDFRissi CHNessuna valutazione finora
- Hot Insulation Specifications for Bio-Fuel Ethanol PlantDocumento20 pagineHot Insulation Specifications for Bio-Fuel Ethanol Plantajmain100% (1)
- SPC UTE 20 115 003 02 Shop Painting SpecificationDocumento12 pagineSPC UTE 20 115 003 02 Shop Painting SpecificationParbodh SahuNessuna valutazione finora
- Documentation Ot683-15-4000Documento222 pagineDocumentation Ot683-15-4000motorNessuna valutazione finora
- Process Industry Practices Insulation: PIP INEG1000 Insulation Design GuideDocumento38 pagineProcess Industry Practices Insulation: PIP INEG1000 Insulation Design GuidethakrarhitsNessuna valutazione finora
- SCS-10 Pipeline Coating SpecificationDocumento12 pagineSCS-10 Pipeline Coating Specificationpius nwiwukaNessuna valutazione finora
- Temadur 50Documento2 pagineTemadur 50suntansueNessuna valutazione finora
- Muki Z 2001 - TDSDocumento4 pagineMuki Z 2001 - TDSshameelNessuna valutazione finora
- TD Optiflux4000 enDocumento44 pagineTD Optiflux4000 enVasileNessuna valutazione finora
- Heat Transfer Cement: NIOEC-SP-80-03Documento8 pagineHeat Transfer Cement: NIOEC-SP-80-03amin100% (1)
- 9661B 000 JSD 1900 911 - RCDocumento38 pagine9661B 000 JSD 1900 911 - RCSasidhar ThamilNessuna valutazione finora
- 00 Me SPC 0004 ADocumento18 pagine00 Me SPC 0004 Aandmar2011Nessuna valutazione finora
- Sikafloor 326 PDSDocumento10 pagineSikafloor 326 PDSLinsonlinsonNessuna valutazione finora
- Process Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesDocumento15 pagineProcess Industry Practices Insulation: PIP INEG2000 Guidelines For Use of Insulation PracticesZubair RaoofNessuna valutazione finora
- SPC-0804.02-50.03 Rev D2 Piping Group & Equipment SpaceDocumento41 pagineSPC-0804.02-50.03 Rev D2 Piping Group & Equipment Spacemary786flNessuna valutazione finora
- Technical Standard For Sewerage System 10,000PE: TS (T-P) 0101-1:2018Documento32 pagineTechnical Standard For Sewerage System 10,000PE: TS (T-P) 0101-1:2018Mohamad SyafiqNessuna valutazione finora
- Donaldson UK Manual TDS PDFDocumento19 pagineDonaldson UK Manual TDS PDFPatricio TamayoNessuna valutazione finora
- Incluir Dossier de Calidad y Como Se Entregaran Los DocumentosDocumento11 pagineIncluir Dossier de Calidad y Como Se Entregaran Los DocumentosXavier AFNessuna valutazione finora
- Technical Specification of Dampers for Stock House Dedusting SystemDocumento19 pagineTechnical Specification of Dampers for Stock House Dedusting SystemBasabRajNessuna valutazione finora
- Ed A 03.00 I 02Documento15 pagineEd A 03.00 I 02Enrique BlancoNessuna valutazione finora
- Burner ManualDocumento36 pagineBurner ManualWajih AnsariNessuna valutazione finora
- WEFIC WELLHEAD Rig Book KOM-103013-03 REV 0Documento258 pagineWEFIC WELLHEAD Rig Book KOM-103013-03 REV 0tongsabaiNessuna valutazione finora
- Medidas Del Anclaje de FrenoDocumento10 pagineMedidas Del Anclaje de FrenoMiguel FloresNessuna valutazione finora
- Chemical CleaningDocumento40 pagineChemical CleaningPiyush Singh100% (1)
- Tanks and Hold Corrosion Prevention DNVDocumento9 pagineTanks and Hold Corrosion Prevention DNVblakasNessuna valutazione finora
- TD OPTIFLUX4000 en 220106 4000525107 R10Documento48 pagineTD OPTIFLUX4000 en 220106 4000525107 R10AugustoNessuna valutazione finora
- 10045D-000-PI-SP-005 - Rev 0 - 07sep10Documento21 pagine10045D-000-PI-SP-005 - Rev 0 - 07sep10RVELEZNessuna valutazione finora
- Process Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsDocumento84 pagineProcess Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsabcNessuna valutazione finora
- CP10 Onshore Painting Coating SpecificationDocumento37 pagineCP10 Onshore Painting Coating SpecificationherdiansyahNessuna valutazione finora
- PIP INSC1000 Cold Service Insulation Materials and Installation SpecificationDocumento68 paginePIP INSC1000 Cold Service Insulation Materials and Installation SpecificationPedro A. Hernández GómezNessuna valutazione finora
- Corrosion and Fouling Control in Desalination IndustryDa EverandCorrosion and Fouling Control in Desalination IndustryNessuna valutazione finora
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationDa EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNessuna valutazione finora
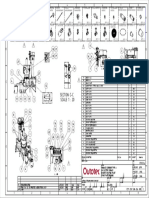
- Confidential Outotec Oyj drawing designDocumento1 paginaConfidential Outotec Oyj drawing designYahya AteeniNessuna valutazione finora
- Stainless Steel Pipe Dimension As Per Astm & Weight-Kg. Per Mtr. (Ansi B36.19)Documento2 pagineStainless Steel Pipe Dimension As Per Astm & Weight-Kg. Per Mtr. (Ansi B36.19)achillesntroyNessuna valutazione finora
- Overall Equipment ListDocumento3 pagineOverall Equipment ListYahya AteeniNessuna valutazione finora
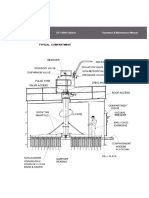
- Typical CompartmentDocumento1 paginaTypical CompartmentYahya AteeniNessuna valutazione finora
- Magnetic Particle Exam Report Finds Multiple CracksDocumento4 pagineMagnetic Particle Exam Report Finds Multiple CracksYahya AteeniNessuna valutazione finora
- FiltratDocumento1 paginaFiltratYahya AteeniNessuna valutazione finora
- DE-120001 Sphinx Operation & Maintenance Manual: Outotec Oyj Outotec Pty LTDDocumento58 pagineDE-120001 Sphinx Operation & Maintenance Manual: Outotec Oyj Outotec Pty LTDYahya AteeniNessuna valutazione finora
- Dwg107A&B PDFDocumento1 paginaDwg107A&B PDFYahya AteeniNessuna valutazione finora
- Overall Equipment ListDocumento3 pagineOverall Equipment ListYahya AteeniNessuna valutazione finora
- PN01CS1S013 PDFDocumento6 paginePN01CS1S013 PDFalberto rodriguezNessuna valutazione finora
- Saep 1150 PDFDocumento50 pagineSaep 1150 PDFVivek S SurendranNessuna valutazione finora
- 압력배관 적용 codeDocumento12 pagine압력배관 적용 codeKumar SateshNessuna valutazione finora
- 159 210 S84 Q4 004R5Documento1 pagina159 210 S84 Q4 004R5Yahya Ateeni100% (1)
- MVH 1:50 16.10.2012 16.10.2012 11173.1 KG: ACCORDING TO SYSTEM 159/000-DET-Q1-013Documento1 paginaMVH 1:50 16.10.2012 16.10.2012 11173.1 KG: ACCORDING TO SYSTEM 159/000-DET-Q1-013Yahya AteeniNessuna valutazione finora
- Section C-C SCALE 1: 20Documento1 paginaSection C-C SCALE 1: 20Yahya AteeniNessuna valutazione finora
- PIPEDocumento1 paginaPIPEYahya AteeniNessuna valutazione finora
- 49 Project Management ProcessesDocumento1 pagina49 Project Management ProcessesBeloved1234Nessuna valutazione finora
- Bolt & Nut-1 Corrosion Table SP PDFDocumento30 pagineBolt & Nut-1 Corrosion Table SP PDFSankar CdmNessuna valutazione finora
- PMP Memory SheetsDocumento6 paginePMP Memory Sheets1hass197% (29)
- 49 Project Management ProcessesDocumento1 pagina49 Project Management ProcessesBeloved1234Nessuna valutazione finora
- Done - NSTP 2 SyllabusDocumento9 pagineDone - NSTP 2 SyllabusJoseph MazoNessuna valutazione finora
- Gabinete STS Activity1Documento2 pagineGabinete STS Activity1Anthony GabineteNessuna valutazione finora
- A Database of Chromatographic Properties and Mass Spectra of Fatty Acid Methyl Esters From Omega-3 ProductsDocumento9 pagineA Database of Chromatographic Properties and Mass Spectra of Fatty Acid Methyl Esters From Omega-3 ProductsmisaelNessuna valutazione finora
- Lewis Corporation Case 6-2 - Group 5Documento8 pagineLewis Corporation Case 6-2 - Group 5Om Prakash100% (1)
- Assignment - Final TestDocumento3 pagineAssignment - Final TestbahilashNessuna valutazione finora
- Propoxur PMRADocumento2 paginePropoxur PMRAuncleadolphNessuna valutazione finora
- Efaverenz p1Documento4 pagineEfaverenz p1Pragat KumarNessuna valutazione finora
- ERIKS Dynamic SealsDocumento28 pagineERIKS Dynamic Sealsdd82ddNessuna valutazione finora
- PeopleSoft Security TablesDocumento8 paginePeopleSoft Security TablesChhavibhasinNessuna valutazione finora
- Cab&Chaissis ElectricalDocumento323 pagineCab&Chaissis Electricaltipo3331100% (13)
- Link Ratio MethodDocumento18 pagineLink Ratio MethodLuis ChioNessuna valutazione finora
- Production of Sodium Chlorite PDFDocumento13 pagineProduction of Sodium Chlorite PDFangelofgloryNessuna valutazione finora
- Annual Plan 1st GradeDocumento3 pagineAnnual Plan 1st GradeNataliaMarinucciNessuna valutazione finora
- Meet Your TeamDocumento2 pagineMeet Your TeamAyushman MathurNessuna valutazione finora
- C4 ISRchapterDocumento16 pagineC4 ISRchapterSerkan KalaycıNessuna valutazione finora
- Wheeled Loader L953F Specifications and DimensionsDocumento1 paginaWheeled Loader L953F Specifications and Dimensionssds khanhNessuna valutazione finora
- Bad DayDocumento3 pagineBad DayLink YouNessuna valutazione finora
- DBMS Architecture FeaturesDocumento30 pagineDBMS Architecture FeaturesFred BloggsNessuna valutazione finora
- Felizardo C. Lipana National High SchoolDocumento3 pagineFelizardo C. Lipana National High SchoolMelody LanuzaNessuna valutazione finora
- Steps To Christ AW November 2016 Page Spreaad PDFDocumento2 pagineSteps To Christ AW November 2016 Page Spreaad PDFHampson MalekanoNessuna valutazione finora
- Test Bank For Fundamental Financial Accounting Concepts 10th by EdmondsDocumento18 pagineTest Bank For Fundamental Financial Accounting Concepts 10th by Edmondsooezoapunitory.xkgyo4100% (47)
- EA Linear RegressionDocumento3 pagineEA Linear RegressionJosh RamosNessuna valutazione finora
- Factors of Active Citizenship EducationDocumento2 pagineFactors of Active Citizenship EducationmauïNessuna valutazione finora
- EC GATE 2017 Set I Key SolutionDocumento21 pagineEC GATE 2017 Set I Key SolutionJeevan Sai MaddiNessuna valutazione finora
- Cell Organelles ColoringDocumento2 pagineCell Organelles ColoringThomas Neace-FranklinNessuna valutazione finora
- Hipotension 6Documento16 pagineHipotension 6arturo castilloNessuna valutazione finora
- Rapport DharaviDocumento23 pagineRapport DharaviUrbanistes du MondeNessuna valutazione finora
- Worksheet 5 Communications and Privacy: Unit 6 CommunicationDocumento3 pagineWorksheet 5 Communications and Privacy: Unit 6 Communicationwh45w45hw54Nessuna valutazione finora
- Differential Pulse Code ModulationDocumento12 pagineDifferential Pulse Code ModulationNarasimhareddy MmkNessuna valutazione finora
- Mrs. Universe PH - Empowering Women, Inspiring ChildrenDocumento2 pagineMrs. Universe PH - Empowering Women, Inspiring ChildrenKate PestanasNessuna valutazione finora