Potrebbero piacerti anche
- Formulación y evaluación de proyectos de inversión.: Una propuesta metodológicaDa EverandFormulación y evaluación de proyectos de inversión.: Una propuesta metodológicaValutazione: 4.5 su 5 stelle4.5/5 (6)
- Ejercicios Costos de Producción Por OrdenesDocumento6 pagineEjercicios Costos de Producción Por OrdenesJose Miguel Mendoza60% (5)
- Resumen de Supply Chain Management de Sunil Chopra y Peter MeindlDa EverandResumen de Supply Chain Management de Sunil Chopra y Peter MeindlValutazione: 5 su 5 stelle5/5 (1)
- Desarrollo de Software Ágil: Extreme Programming y ScrumDa EverandDesarrollo de Software Ágil: Extreme Programming y ScrumValutazione: 5 su 5 stelle5/5 (1)
- Taller de Elaboracion de PresupuestosDocumento41 pagineTaller de Elaboracion de PresupuestosHector Ivan Valencia Muñoz100% (1)
- Importancia de La PlaneacionDocumento21 pagineImportancia de La PlaneacionEduardo ZapataNessuna valutazione finora
- PDF Ejercicio 1 y 7 DDDocumento7 paginePDF Ejercicio 1 y 7 DDd100% (1)
- 2.6 Pronostico para Empresas en CreacionDocumento11 pagine2.6 Pronostico para Empresas en CreacionRodrigo Krd0% (1)
- Informe Caso Práctico 9Documento12 pagineInforme Caso Práctico 9Jose carvajal valencia100% (1)
- Grupo 1 - Semana 2Documento9 pagineGrupo 1 - Semana 2jose andres bravo fernandezNessuna valutazione finora
- Cuadro Comparativo Unidad 2Documento8 pagineCuadro Comparativo Unidad 2AngélicaNessuna valutazione finora
- 4.5 HerramientasDocumento7 pagine4.5 HerramientasHector Rosas Ramos100% (1)
- TI Analisis Capacidad Diferencias JIT MRP)Documento11 pagineTI Analisis Capacidad Diferencias JIT MRP)btNessuna valutazione finora
- Masteriense CompletoDocumento14 pagineMasteriense CompletoNelson Rafael Lizarzaburo GutierrezNessuna valutazione finora
- Resumen de Managing the Design Factory de Donald G. ReinertsenDa EverandResumen de Managing the Design Factory de Donald G. ReinertsenNessuna valutazione finora
- Necesidad de Establecer Un PronósticoDocumento20 pagineNecesidad de Establecer Un PronósticoJoarys Joaquin PonceNessuna valutazione finora
- Costos Estimados para Un Solo Producto (DESCARGAR EN EXCEL)Documento6 pagineCostos Estimados para Un Solo Producto (DESCARGAR EN EXCEL)Sheyla Charmely Pacari BerrioNessuna valutazione finora
- Resumen de The Rise of the Project Workforce de Rudolf MelikDa EverandResumen de The Rise of the Project Workforce de Rudolf MelikNessuna valutazione finora
- DocxDocumento10 pagineDocxajalinNessuna valutazione finora
- Administraacion de Operaciones-Unidad 3Documento20 pagineAdministraacion de Operaciones-Unidad 3Roberto Angel RamírezNessuna valutazione finora
- Herrero L - Logística y Operaciones Como Factores de ÉxitoDocumento6 pagineHerrero L - Logística y Operaciones Como Factores de ÉxitoLincoln MontielNessuna valutazione finora
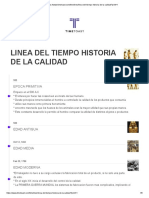
- Linea Del Tiempo Historia de La CalidadDocumento6 pagineLinea Del Tiempo Historia de La CalidadHeiber Fabian Ortega Herrera50% (2)
- Demand Driven MRP SupplyDocumento2 pagineDemand Driven MRP SupplyMAILENTH IRINA CANTILLO OROZCONessuna valutazione finora
- Anclajes de Postes 13.8Documento4 pagineAnclajes de Postes 13.8Enrique Leon RomeroNessuna valutazione finora
- Cadena de SuministrosDocumento30 pagineCadena de SuministrosJuan MattosNessuna valutazione finora
- Hacia - Una - Red - Logistica Optimizada, Guido-NewtonDocumento7 pagineHacia - Una - Red - Logistica Optimizada, Guido-NewtonvpurillaNessuna valutazione finora
- Unidad 7. Métodos de Proyección de DemandaDocumento24 pagineUnidad 7. Métodos de Proyección de DemandaNaomy Lizbeth Rodriguez GamezNessuna valutazione finora
- Capitulo 11Documento35 pagineCapitulo 11juan carlos delgado barretoNessuna valutazione finora
- 1 Marzo 2024Documento2 pagine1 Marzo 2024ilseangelicarNessuna valutazione finora
- Cadena de SuministroDocumento7 pagineCadena de SuministroJorge Olortiga OrtizNessuna valutazione finora
- Grupo 1Documento32 pagineGrupo 1Carlos HzNessuna valutazione finora
- Introducción Al Forecast y MPSDocumento35 pagineIntroducción Al Forecast y MPS22301103Nessuna valutazione finora
- Lectura Decisiones A Corto PlazoDocumento40 pagineLectura Decisiones A Corto PlazoMaría Fátima SantolallaNessuna valutazione finora
- Modelos de Pronósticos y Planeación de La Capacidad, Feb 2021Documento115 pagineModelos de Pronósticos y Planeación de La Capacidad, Feb 2021Daniela GaribayNessuna valutazione finora
- Pronostico de DemandaDocumento30 paginePronostico de DemandaGerardo MedinaNessuna valutazione finora
- EstadisticaDocumento2 pagineEstadisticayulieski vargasNessuna valutazione finora
- Planear El Todo Y Despues Los DetallesDocumento6 paginePlanear El Todo Y Despues Los DetalleshenryNessuna valutazione finora
- Pronostico de Ventas-DemandaDocumento85 paginePronostico de Ventas-DemandaCarlos EscobarNessuna valutazione finora
- Sharp CorporationDocumento24 pagineSharp CorporationJuan Carlos Juarez CastilloNessuna valutazione finora
- Un Árbol de Decisiones Es Una Forma Gráfica y Analítica de Representar Todos Los EventosDocumento16 pagineUn Árbol de Decisiones Es Una Forma Gráfica y Analítica de Representar Todos Los EventosfernandaNessuna valutazione finora
- Pronostico de La DemandaDocumento30 paginePronostico de La DemandaJeanMartin CaviedesNessuna valutazione finora
- 02 - 2 Gestión de Compras e Inventario 2H2021Documento67 pagine02 - 2 Gestión de Compras e Inventario 2H2021nicolas melendezNessuna valutazione finora
- Mapa Conceptual Numero 2Documento5 pagineMapa Conceptual Numero 2karenmayela valladares moralesNessuna valutazione finora
- Apunte 2: Propósitos de La EstimaciónDocumento7 pagineApunte 2: Propósitos de La EstimaciónMisael GarridoNessuna valutazione finora
- LAD01101 GestionControlProyectos CP SolucionDocumento7 pagineLAD01101 GestionControlProyectos CP SolucionGavilanes PedroNessuna valutazione finora
- Materia Gestion de La Produccion 1 6 de MarzoDocumento16 pagineMateria Gestion de La Produccion 1 6 de MarzoElba Zam AlemánNessuna valutazione finora
- Cadsum S02Documento20 pagineCadsum S02Danitza ChavezNessuna valutazione finora
- Clase 3. Toma de Decisiones en OperacionesDocumento10 pagineClase 3. Toma de Decisiones en OperacionesRodrigo Ortuzar MaturanaNessuna valutazione finora
- Tema 1 Unidad 2 PronosticosDocumento34 pagineTema 1 Unidad 2 PronosticosAdrian AlcortaNessuna valutazione finora
- 3.1 Rios Lopez ArmandoDocumento4 pagine3.1 Rios Lopez ArmandoArmando RiosNessuna valutazione finora
- 6sesión6 Dimensionamiento y Diseno de Planta PlanDocumento14 pagine6sesión6 Dimensionamiento y Diseno de Planta PlanAngeles BazanNessuna valutazione finora
- (Apo) Herramientas de La Planificacion de La CapacidadDocumento21 pagine(Apo) Herramientas de La Planificacion de La CapacidadRaul MatuteNessuna valutazione finora
- Herramientas para La Planificación de La CapacidadDocumento2 pagineHerramientas para La Planificación de La CapacidadFernando Elizalde RamirezNessuna valutazione finora
- Apuntes Dirección de Operaciones IIDocumento55 pagineApuntes Dirección de Operaciones IIsonsolesNessuna valutazione finora
- A4-U2 (Mapa Conceptual)Documento5 pagineA4-U2 (Mapa Conceptual)Emmanuel Dross TrapoNessuna valutazione finora
- C6T2 - El Problema de La Gestión de InventariosDocumento6 pagineC6T2 - El Problema de La Gestión de InventariosValentin NespriasNessuna valutazione finora
- Apunte 2 de 4 - Pronostico A Largo Plazov1Documento20 pagineApunte 2 de 4 - Pronostico A Largo Plazov1Lucas Daniel Arredondo FurlaniNessuna valutazione finora
- PRINCIPIOS BASICOS DE PRONÓSTICO - Doc. TALLER PDFDocumento10 paginePRINCIPIOS BASICOS DE PRONÓSTICO - Doc. TALLER PDFFabiana Patricia Gomez RodriguezNessuna valutazione finora
- Unidad # 7. Planificacion de La CapacidadDocumento67 pagineUnidad # 7. Planificacion de La CapacidadSALSA 10Nessuna valutazione finora
- Decisiones Sobre La Capacidad de OperaciDocumento33 pagineDecisiones Sobre La Capacidad de OperaciBenjamín Araujo MonsalvoNessuna valutazione finora
- Comprobación Lectura2Documento5 pagineComprobación Lectura2OLIVER JOSUE GONZALEZ DIAZNessuna valutazione finora
- METODOLOGIAS - by Julio AntonioDocumento23 pagineMETODOLOGIAS - by Julio AntonioRusber Cuello SangamaNessuna valutazione finora
- 2-6 para ArreglarDocumento30 pagine2-6 para ArreglaralejandroNessuna valutazione finora
- Produccion Y Costos: Despues de Estudiar Este Capitulo Usted Sera Capaz deDocumento24 pagineProduccion Y Costos: Despues de Estudiar Este Capitulo Usted Sera Capaz deVALDIVIA CHAVEZ LUIS ARCANGELNessuna valutazione finora
- Caso NumicoDocumento2 pagineCaso NumicoRodrigo Alvarez100% (1)
- Boletín AndiDocumento13 pagineBoletín AndiJhon SerranoNessuna valutazione finora
- Análisis y Contabilidad GerencialDocumento41 pagineAnálisis y Contabilidad GerencialJhon SerranoNessuna valutazione finora
- Boletín AndiDocumento13 pagineBoletín AndiJhon SerranoNessuna valutazione finora
- Gestión de La Producción EvoluciónDocumento83 pagineGestión de La Producción EvoluciónJhon SerranoNessuna valutazione finora
- Sistema MRPDocumento25 pagineSistema MRPJhon Serrano100% (2)
- Informe de Empaque 2016Documento10 pagineInforme de Empaque 2016Jhon SerranoNessuna valutazione finora
- El Puerto PDFDocumento176 pagineEl Puerto PDFJhon SerranoNessuna valutazione finora
- Operador Logistico 4PL PDFDocumento5 pagineOperador Logistico 4PL PDFJhon SerranoNessuna valutazione finora
- Presentacion A Exponer 15.08.2017Documento12 paginePresentacion A Exponer 15.08.2017danielisairabanalesNessuna valutazione finora
- Actividad 3 Evidencia 1 Actores de La Cadena de AbastecimientoDocumento12 pagineActividad 3 Evidencia 1 Actores de La Cadena de AbastecimientoYulyeth Camppuzano100% (1)
- GerenciaMarcas Consultora M-Innova y Calzados JanilopDocumento52 pagineGerenciaMarcas Consultora M-Innova y Calzados JanilopyoNessuna valutazione finora
- 22 DUCAF - 230004046921J - Fact.#10130 - 2CONTENEDORESDocumento9 pagine22 DUCAF - 230004046921J - Fact.#10130 - 2CONTENEDORESHEBER DARIO PAGUADA DAVILANessuna valutazione finora
- Exportación A FranciaDocumento39 pagineExportación A FranciaMagda Alexandra Alexa Rivera Gonzalez50% (2)
- 1 Componentes Del Transporte IntermodalDocumento13 pagine1 Componentes Del Transporte IntermodaljuanNessuna valutazione finora
- Proyecto Finanzas ListoDocumento9 pagineProyecto Finanzas ListotatianaNessuna valutazione finora
- Trabajo Colaborativo en Grupo n1Documento14 pagineTrabajo Colaborativo en Grupo n1JavieraNessuna valutazione finora
- Guia 1Documento9 pagineGuia 1Cynthia AcuñaNessuna valutazione finora
- Modelos Determinísticos de InventariosDocumento52 pagineModelos Determinísticos de InventariosJUAN PABLO RAMÍREZ OTÁLVARO100% (1)
- Humberto Var AsDocumento18 pagineHumberto Var AsMiguel Angel Hernandez GarciaNessuna valutazione finora
- 5 - Gestión de Recursos de Proveedores GlobalesDocumento169 pagine5 - Gestión de Recursos de Proveedores GlobalesCarlaNessuna valutazione finora
- Estudio de Caso Inventario y ControlDocumento2 pagineEstudio de Caso Inventario y ControlPaola Andrea Baldiris MadridNessuna valutazione finora
- Rendimientos A Escala PDFDocumento3 pagineRendimientos A Escala PDFBryan EspinozaNessuna valutazione finora
- Ejercicios Clases Variable Vs Directo CNT-324Documento7 pagineEjercicios Clases Variable Vs Directo CNT-324Mariela DujaricNessuna valutazione finora
- Ejercicios de Costeo Por Pedidos PDFDocumento4 pagineEjercicios de Costeo Por Pedidos PDFFrancisco HernanNessuna valutazione finora
- Cuadro Comparativo Incoterms Eje 1Documento12 pagineCuadro Comparativo Incoterms Eje 1williamzabalaladinoNessuna valutazione finora
- Industrias CazelDocumento3 pagineIndustrias CazelIsaac PerezNessuna valutazione finora
- Informacion para Exponer OpexDocumento4 pagineInformacion para Exponer OpexMaria Romero TellezNessuna valutazione finora
- IncotermsDocumento28 pagineIncotermsBuddha DeejayNessuna valutazione finora
- Adobe Scan 24 Jul. 2023Documento1 paginaAdobe Scan 24 Jul. 2023Liz AvilNessuna valutazione finora
- Guachamin Genesis KárdexDocumento11 pagineGuachamin Genesis KárdexLiiz PäoläNessuna valutazione finora
- Formato Costeo Por Órdenes de ProducciónDocumento12 pagineFormato Costeo Por Órdenes de ProducciónJafet RamirezNessuna valutazione finora
- S11.s1 - Microeconomía PGDocumento28 pagineS11.s1 - Microeconomía PGdayannaNessuna valutazione finora
- Actividad 12, Evidencia 3Documento13 pagineActividad 12, Evidencia 3Carlos Felipe GuadirNessuna valutazione finora