Potrebbero piacerti anche
- Ensayo 1984Documento8 pagineEnsayo 1984Valeria ChavarríaNessuna valutazione finora
- Programar Variador de Frecuencia (VFD), Telemecanique Altivar 28Documento2 pagineProgramar Variador de Frecuencia (VFD), Telemecanique Altivar 28Valeria ChavarríaNessuna valutazione finora
- Monografia Del AceroDocumento67 pagineMonografia Del Acerojhonher133100% (3)
- Informe Laboratorio 2. Castro-ChavarríaDocumento13 pagineInforme Laboratorio 2. Castro-ChavarríaValeria ChavarríaNessuna valutazione finora
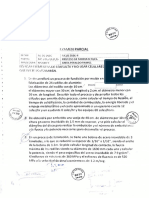
- I Examen Parcial (Grupo - 02) V.II-2019Documento6 pagineI Examen Parcial (Grupo - 02) V.II-2019Valeria ChavarríaNessuna valutazione finora
- Informe Laboratorio 3 Castro-ChavarríaDocumento10 pagineInforme Laboratorio 3 Castro-ChavarríaValeria ChavarríaNessuna valutazione finora
- Informe Laboratorio 4 Castro-ChavarríaDocumento8 pagineInforme Laboratorio 4 Castro-ChavarríaValeria ChavarríaNessuna valutazione finora
- TAREA Transferencia de CalorDocumento6 pagineTAREA Transferencia de CalorValeria ChavarríaNessuna valutazione finora
- Tarea 4Documento1 paginaTarea 4Catalina Madriz MasísNessuna valutazione finora
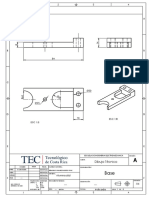
- Base A4Documento1 paginaBase A4Valeria ChavarríaNessuna valutazione finora
- Informe 8 Impacto FatigaDocumento5 pagineInforme 8 Impacto FatigaValeria ChavarríaNessuna valutazione finora
- SoporteDocumento1 paginaSoporteValeria ChavarríaNessuna valutazione finora
- Progra TransformadoresDocumento2 pagineProgra TransformadoresValeria ChavarríaNessuna valutazione finora
- Base A4Documento1 paginaBase A4Valeria ChavarríaNessuna valutazione finora
- Informe 7 TorsiónDocumento4 pagineInforme 7 TorsiónValeria ChavarríaNessuna valutazione finora
- Informe 4 RadiografiaDocumento4 pagineInforme 4 RadiografiaValeria ChavarríaNessuna valutazione finora
- NTC 1985Documento7 pagineNTC 1985Anonymous SYNFEw9hNessuna valutazione finora
- Comercialización Del CobaltoDocumento37 pagineComercialización Del CobaltoLuis Flores GarciaNessuna valutazione finora
- Especificaciones Hierros GrisesDocumento2 pagineEspecificaciones Hierros Grisesperrito594Nessuna valutazione finora
- Solucion Cuestionario Tratamientos TermicosDocumento8 pagineSolucion Cuestionario Tratamientos TermicosMARIA STEPHANIA LEIVA LÓPEZNessuna valutazione finora
- Ranas TensorasDocumento1 paginaRanas Tensorashector danielNessuna valutazione finora
- Cable EricoDocumento3 pagineCable EricoSimon MadreadoNessuna valutazione finora
- Semana 10 Corrosión en La IndustriaDocumento8 pagineSemana 10 Corrosión en La IndustriaJhonNessuna valutazione finora
- Barmac Rotor 760 DTRDocumento5 pagineBarmac Rotor 760 DTRDamaris OrtizNessuna valutazione finora
- Plano+Cerca+Perimetral Cañas+Blancas+01Documento1 paginaPlano+Cerca+Perimetral Cañas+Blancas+01Luis Antonio GuerraNessuna valutazione finora
- 16 Accesorios de CBR (Moldes Placas de Aumento Tripode Pesas)Documento1 pagina16 Accesorios de CBR (Moldes Placas de Aumento Tripode Pesas)Ibrain Jhordan Chacon La TorreNessuna valutazione finora
- Guia de Aprendizaje 14abDocumento6 pagineGuia de Aprendizaje 14abDarnel Cantor FierroNessuna valutazione finora
- Presupuesto AcpcDocumento11 paginePresupuesto Acpcfernando romero sotoNessuna valutazione finora
- Información Sobre MetalesDocumento3 pagineInformación Sobre MetalesAdrian CastroNessuna valutazione finora
- CM Aleaciones 1Documento25 pagineCM Aleaciones 1Miriam FuentesNessuna valutazione finora
- Compuestos de Matriz MetalicaDocumento5 pagineCompuestos de Matriz MetalicaAracelly Lidia Lima TiconaNessuna valutazione finora
- Tablas EléctricasDocumento9 pagineTablas Eléctricasjeg_cNessuna valutazione finora
- Abrams Aceros PremiumDocumento4 pagineAbrams Aceros PremiumCarolina LópezNessuna valutazione finora
- Cromado Electrolitico InformeDocumento14 pagineCromado Electrolitico InformeCristhian CruzNessuna valutazione finora
- Examen Parcial Uni 2016-Ii Procesos de ManufacturaDocumento22 pagineExamen Parcial Uni 2016-Ii Procesos de ManufacturaLUIGUI RAMOSNessuna valutazione finora
- ORIGENDocumento4 pagineORIGENAxel AMGNessuna valutazione finora
- Planillas Toma de TiemposDocumento24 paginePlanillas Toma de TiemposAndres Tarazona MoraNessuna valutazione finora
- Informe de La Práctica de Laboratorio Densidad de SolidosDocumento8 pagineInforme de La Práctica de Laboratorio Densidad de SolidosLouisFernandoNaranjoNessuna valutazione finora
- TroqueladoDocumento12 pagineTroqueladoJosue AlanNessuna valutazione finora
- Al y CuDocumento1 paginaAl y CuRicardo Garcia ParraNessuna valutazione finora
- Resumen General Red PrimariaDocumento10 pagineResumen General Red PrimariaDarwin PerezNessuna valutazione finora
- MMA-5ta y 6ta SemanaDocumento17 pagineMMA-5ta y 6ta SemanaRoger HTNessuna valutazione finora
- 1 Proceso Del CobreDocumento26 pagine1 Proceso Del CobreJimmy Nuñez VarasNessuna valutazione finora
- Protocolo AMALGAMA123Documento12 pagineProtocolo AMALGAMA123Manuela ValenciaNessuna valutazione finora
- EER Ica Ivo SerkovicDocumento18 pagineEER Ica Ivo SerkovicceucihNessuna valutazione finora