Potrebbero piacerti anche
- OverKill PDFDocumento108 pagineOverKill PDFDylkanWingsNessuna valutazione finora
- BS en Iso 6947-2011 Posição de Soldagem en PDFDocumento28 pagineBS en Iso 6947-2011 Posição de Soldagem en PDFDylkanWingsNessuna valutazione finora
- Catalogo PR PintadoDocumento32 pagineCatalogo PR PintadoJeferson Barbosa0% (1)
- Tabela Correspondencia de Normas Aço PDFDocumento1 paginaTabela Correspondencia de Normas Aço PDFfeltofsnakeNessuna valutazione finora
- Dimensionamento Reserv Sob Pressao PDFDocumento55 pagineDimensionamento Reserv Sob Pressao PDFscotix100% (1)
- Resumo Da P1Documento10 pagineResumo Da P1José Alves Pinheiro JúniorNessuna valutazione finora
- CatalogoDocumento26 pagineCatalogomarceloNessuna valutazione finora
- Catalogo TELLEP PDFDocumento51 pagineCatalogo TELLEP PDFFabricio Leinat100% (1)
- Peças para EsquentadorDocumento20 paginePeças para EsquentadorBruno Alves67% (3)
- NBR 12140 - 92 - Materiais Usados em Fundição - Cálculo Das Características Granulométricas - 3pagDocumento3 pagineNBR 12140 - 92 - Materiais Usados em Fundição - Cálculo Das Características Granulométricas - 3pagClaudio LorenzoniNessuna valutazione finora
- Aperam - Catálogo Aços Carbono PDFDocumento14 pagineAperam - Catálogo Aços Carbono PDFJPNessuna valutazione finora
- Voith - VPN-961-Out2003 - Materiais Ferrosos - Seleção de FundidosDocumento21 pagineVoith - VPN-961-Out2003 - Materiais Ferrosos - Seleção de FundidosUgoRibeiroNessuna valutazione finora
- Catalogo CSN GalvalumeDocumento21 pagineCatalogo CSN GalvalumeWesley Moreira100% (1)
- Etd-00.002 Zincagem em Geral - 60315Documento6 pagineEtd-00.002 Zincagem em Geral - 60315Rafael GonçalvesNessuna valutazione finora
- Tabela ConversãoDocumento19 pagineTabela Conversãomarcos_zoio100% (1)
- FoFo - PropriedadesDocumento1 paginaFoFo - PropriedadesMarcos OliveiraNessuna valutazione finora
- Apostila Espec Classificação Dos AçosDocumento19 pagineApostila Espec Classificação Dos AçosJeanSamuelVisentinLopesNessuna valutazione finora
- Catalogo Parafusos Allen TELLEPDocumento52 pagineCatalogo Parafusos Allen TELLEPasoares_864298100% (1)
- NBR6656 - Arquivo para ImpressãoDocumento11 pagineNBR6656 - Arquivo para ImpressãoIsabela MNessuna valutazione finora
- TCC - Fabricação e Montagem de Ponte RolanteDocumento72 pagineTCC - Fabricação e Montagem de Ponte RolanteEduardo CapelliNessuna valutazione finora
- Fofo CinzentoDocumento1 paginaFofo CinzentojoseocsilvaNessuna valutazione finora
- Estrutura Das Normas (Din - Jis - Bs - Uns - Anfor - Mil)Documento28 pagineEstrutura Das Normas (Din - Jis - Bs - Uns - Anfor - Mil)Ânderson Silva BrasilNessuna valutazione finora
- NTS 063 (Válvula Gaveta Cunha Metálica)Documento14 pagineNTS 063 (Válvula Gaveta Cunha Metálica)Paulo QuiodetoNessuna valutazione finora
- Equivalência MateriaisDocumento5 pagineEquivalência MateriaisGuilhermeDirksenNessuna valutazione finora
- Torneiro Mecanico APOSDocumento25 pagineTorneiro Mecanico APOSGeovany Amador Soares0% (1)
- NBR 5915-1 de 022013 - Chapas e Bobinas de Aço Laminadas A Frio - Parte 1 RequisitosDocumento9 pagineNBR 5915-1 de 022013 - Chapas e Bobinas de Aço Laminadas A Frio - Parte 1 RequisitosTiago Lima CarrijoNessuna valutazione finora
- NBR 12672 - Areia-Padrao para Ensaios em FundicaoDocumento2 pagineNBR 12672 - Areia-Padrao para Ensaios em FundicaocaioNessuna valutazione finora
- Ab41 Acos Astm Composicao QuimicaDocumento3 pagineAb41 Acos Astm Composicao QuimicaWeniton OliveiraNessuna valutazione finora
- Manual Técnico Caldeiraria e Tubulação Petrobras REPLANDocumento21 pagineManual Técnico Caldeiraria e Tubulação Petrobras REPLANMichael Gomes Gomes100% (1)
- Leitfaden Tiefdruck PTDocumento21 pagineLeitfaden Tiefdruck PTErica DinizNessuna valutazione finora
- Böhler Dmo Ig B (Gtaw)Documento1 paginaBöhler Dmo Ig B (Gtaw)Kara WhiteNessuna valutazione finora
- Ab41 Acos Astm Composicao Quimica PDFDocumento3 pagineAb41 Acos Astm Composicao Quimica PDFMarcos Verissimo Juca de PaulaNessuna valutazione finora
- Requisito Geral v2Documento20 pagineRequisito Geral v2Rodrigo Barbosa100% (1)
- Acompanhamento de Produção Ficha Principal (Aprovada) .Documento2 pagineAcompanhamento de Produção Ficha Principal (Aprovada) .Deivid100% (1)
- N-2568 (Revestimentos Metálicos Por Aspersão Térmica)Documento49 pagineN-2568 (Revestimentos Metálicos Por Aspersão Térmica)corsamaxxNessuna valutazione finora
- Névoa Salina - Salt Spray - Ensaio - GalvInfoNote - 3 - 4Documento4 pagineNévoa Salina - Salt Spray - Ensaio - GalvInfoNote - 3 - 4André Torregrosa0% (1)
- Normas CinzentoDocumento10 pagineNormas CinzentoRonaldo RodriguesNessuna valutazione finora
- Catalogo Kestra Eletrodos PDFDocumento28 pagineCatalogo Kestra Eletrodos PDFLeonardo100% (1)
- Inconel Como SoldaDocumento219 pagineInconel Como SoldaFelipe Mendes100% (1)
- Tabela Especificacoes de Acos Segundo SAEDocumento76 pagineTabela Especificacoes de Acos Segundo SAEMarco Vinicio Pereira Silva100% (2)
- Aços e Ferros FundidosDocumento42 pagineAços e Ferros FundidosFredteteNessuna valutazione finora
- Processamento de Materiais Metálicos - FUNDIÇÃODocumento96 pagineProcessamento de Materiais Metálicos - FUNDIÇÃOMarília RosatoNessuna valutazione finora
- Catálogo CBA LaminadosDocumento16 pagineCatálogo CBA LaminadosJuarez LeiteNessuna valutazione finora
- Composição Química AISI, SAE e ASTMDocumento7 pagineComposição Química AISI, SAE e ASTMDiegoNessuna valutazione finora
- 1590 Man 1620 80 10 002 R04 PDFDocumento162 pagine1590 Man 1620 80 10 002 R04 PDFLincoln Santana JuniorNessuna valutazione finora
- DIN 71550 PortuguesDocumento4 pagineDIN 71550 PortuguesEngenheiroNessuna valutazione finora
- AçoDocumento18 pagineAçofurmaniak100% (1)
- Relatório Moldagem em Areia VrerdeDocumento11 pagineRelatório Moldagem em Areia VrerdeVictor AugustoNessuna valutazione finora
- Proteção Anti-Desgaste KalenbornDocumento44 pagineProteção Anti-Desgaste Kalenborngldias100% (1)
- CatalogoKestra PDFDocumento21 pagineCatalogoKestra PDFAbinadab Dos Santos AraújoNessuna valutazione finora
- Catalogo FundicarDocumento18 pagineCatalogo FundicarRMNessuna valutazione finora
- Perguntas e Respostas Sobre Estruturas MetálicasDocumento5 paginePerguntas e Respostas Sobre Estruturas MetálicasRonie BomNessuna valutazione finora
- Processo de Dobramento de Chapas MetalicasDocumento12 pagineProcesso de Dobramento de Chapas MetalicasJulio FelixNessuna valutazione finora
- Normas PetrobrasDocumento3 pagineNormas PetrobrasRoger SchvepperNessuna valutazione finora
- Treinamento Isocure CompletoDocumento69 pagineTreinamento Isocure Completoedgarestevess100% (1)
- Proibição Revestimento Eletrolítico em Parafusos Estojos Porcas e ArruelasDocumento15 pagineProibição Revestimento Eletrolítico em Parafusos Estojos Porcas e Arruelasdaniel oliveiraNessuna valutazione finora
- Desenhos Isométricos e PlantasDocumento4 pagineDesenhos Isométricos e PlantasSimone RibeiroNessuna valutazione finora
- Sa 105 e Astm A105Documento1 paginaSa 105 e Astm A105Henrique Anderson da SilvaNessuna valutazione finora
- NBR 13225 PDFDocumento14 pagineNBR 13225 PDFCamila Cristina PaziniNessuna valutazione finora
- Especificações Técnicas para Tubagem em Instalações de Águas de Edifícios HospitalaresDocumento121 pagineEspecificações Técnicas para Tubagem em Instalações de Águas de Edifícios HospitalaresCristiano Manuel da CostaNessuna valutazione finora
- NTC79Documento21 pagineNTC79Jorge BatlleNessuna valutazione finora
- NTC50Documento25 pagineNTC50Juan LucasNessuna valutazione finora
- Norma Técnica - CELESCDocumento25 pagineNorma Técnica - CELESCleonardoNessuna valutazione finora
- NTC19Documento75 pagineNTC19Alessandro E Mali DiasNessuna valutazione finora
- Rev. E 11 / 2016: EspecificaçãoDocumento11 pagineRev. E 11 / 2016: EspecificaçãoDylkanWingsNessuna valutazione finora
- Boletim Sede 30.12.2018Documento6 pagineBoletim Sede 30.12.2018DylkanWingsNessuna valutazione finora
- Lei 6 815 80 Estatuto Do Estrangeiro PDFDocumento21 pagineLei 6 815 80 Estatuto Do Estrangeiro PDFDylkanWingsNessuna valutazione finora
- Espanhol para ConcursosDocumento206 pagineEspanhol para ConcursosDylkanWingsNessuna valutazione finora
- Aula 1.1 - Propriedades Elétricas - CondutoresDocumento28 pagineAula 1.1 - Propriedades Elétricas - CondutoresDylkanWingsNessuna valutazione finora
- Sono Mono Nochi Ni (Até o Capítulo 140)Documento1.345 pagineSono Mono Nochi Ni (Até o Capítulo 140)DylkanWingsNessuna valutazione finora
- Paralelo 10 - A Linha Geografica - Griswold, ElizaDocumento262 pagineParalelo 10 - A Linha Geografica - Griswold, ElizaDylkanWingsNessuna valutazione finora
- Dando Nome Ao ElefanteDocumento122 pagineDando Nome Ao ElefanteDylkanWings100% (1)
- PP 5EN 00008 C Qualificação de PessoalDocumento22 paginePP 5EN 00008 C Qualificação de PessoalDylkanWingsNessuna valutazione finora
- Harmonia Das Confissões ReformadasDocumento250 pagineHarmonia Das Confissões ReformadasDylkanWingsNessuna valutazione finora
- NBR 14842 2015 - SoldagemDocumento22 pagineNBR 14842 2015 - SoldagemSavio67% (6)
- WEG Wegpoxi Erd 322 Boletim Tecnico Portugues BRDocumento5 pagineWEG Wegpoxi Erd 322 Boletim Tecnico Portugues BRStephanie MartinezNessuna valutazione finora
- Conexões PEAD TigreDocumento51 pagineConexões PEAD TigreNillo FreitasNessuna valutazione finora
- Manual Unitool Multi2010Documento9 pagineManual Unitool Multi2010Rogerio MottaNessuna valutazione finora
- Catalogo Auto Serviço VPJDocumento7 pagineCatalogo Auto Serviço VPJFRANCISCO DA SILVA LIMANessuna valutazione finora
- Plano de Limpeza Coco Bambu V2Documento1 paginaPlano de Limpeza Coco Bambu V2Marketing BraviNessuna valutazione finora
- Proposta RevisadaDocumento5 pagineProposta Revisadadiego ranieliNessuna valutazione finora
- Embalagens de Papelão Ondulado - Artigo Técnico Revista C&T Set-Out 2008Documento2 pagineEmbalagens de Papelão Ondulado - Artigo Técnico Revista C&T Set-Out 2008Sergio R. TolentinoNessuna valutazione finora
- Elevação Do Ponto de Ebulição de SoluçõesDocumento6 pagineElevação Do Ponto de Ebulição de Soluçõesgustavop55Nessuna valutazione finora
- Cemar - ApresentaçãoDocumento3 pagineCemar - ApresentaçãoLuis Fernando Galbine BottaroNessuna valutazione finora
- Cartilha de MachosDocumento19 pagineCartilha de MachosFernandoNessuna valutazione finora
- Controle CorrosaoDocumento42 pagineControle Corrosaokirlaniano@gmail.comNessuna valutazione finora
- NBR 11768 - 1992 - Eb 1763 Aditivos para Concreto de Cimento PortlandDocumento4 pagineNBR 11768 - 1992 - Eb 1763 Aditivos para Concreto de Cimento PortlandAnonymous LUl8E8eemNessuna valutazione finora
- Tabela de Preços AtualizadoDocumento1 paginaTabela de Preços AtualizadoHugo SilvaNessuna valutazione finora
- G1 - 2º Ano - Química (B) - Zedu - GabaritoDocumento2 pagineG1 - 2º Ano - Química (B) - Zedu - GabaritoxsdinizNessuna valutazione finora
- Gerenciamento 5S - Armazém JundiaíDocumento12 pagineGerenciamento 5S - Armazém JundiaíSAYFUDDINSG100% (1)
- Aula de Revisão 1AVDocumento55 pagineAula de Revisão 1AVJonas FonsecaNessuna valutazione finora
- Planilha Instalação de GásDocumento6 paginePlanilha Instalação de GásIvandro Dantas PantojaNessuna valutazione finora
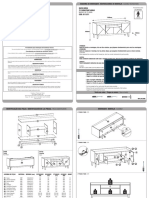
- Rack Adria 404386000Documento4 pagineRack Adria 404386000brazilelectronicNessuna valutazione finora
- Ligações Soldadas PDFDocumento47 pagineLigações Soldadas PDFLeonardo PereiraNessuna valutazione finora
- Coeficiente de SolubilidadeDocumento5 pagineCoeficiente de SolubilidadeRubia MariathNessuna valutazione finora
- Caderno de Exercícios Do AlunoDocumento13 pagineCaderno de Exercícios Do AlunoCláudio Barretos100% (1)
- AULA 4 Separação de MisturasDocumento4 pagineAULA 4 Separação de MisturasVanessa TardemNessuna valutazione finora