Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- PETAL Sentence StartersDocumento1 paginaPETAL Sentence StartersSnip x Hunt manNessuna valutazione finora
- 25 Middlegame Concepts Every Chess Player Must KnowDocumento2 pagine25 Middlegame Concepts Every Chess Player Must KnowKasparicoNessuna valutazione finora
- Colfax MR Series CompresorDocumento2 pagineColfax MR Series CompresorinvidiuoNessuna valutazione finora
- SubaruDocumento7 pagineSubaruclaude terizlaNessuna valutazione finora
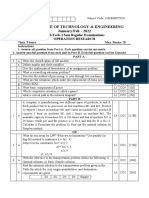
- Operation Research Model Paper 1Documento3 pagineOperation Research Model Paper 1Krishna MurthyNessuna valutazione finora
- Engineering Mechanics Question BankDocumento15 pagineEngineering Mechanics Question BankKrishna MurthyNessuna valutazione finora
- Operation Research Model Paper 4Documento4 pagineOperation Research Model Paper 4Krishna MurthyNessuna valutazione finora
- DMM Ii-CdsDocumento5 pagineDMM Ii-CdsKrishna MurthyNessuna valutazione finora
- Crre Wise SRKRDocumento20 pagineCrre Wise SRKRKrishna MurthyNessuna valutazione finora
- List of JR Colleges in Bhimavaram RouteDocumento3 pagineList of JR Colleges in Bhimavaram RouteKrishna Murthy100% (1)
- ME 314 Design of Machine Elements (3-0-0-6) : TextsDocumento9 pagineME 314 Design of Machine Elements (3-0-0-6) : TextsKrishna MurthyNessuna valutazione finora
- SWAYAM-NPTEL Local Chapter - Mentors ListDocumento2 pagineSWAYAM-NPTEL Local Chapter - Mentors ListKrishna MurthyNessuna valutazione finora
- Session Unit Date Topic: Stress Strain RelationsDocumento3 pagineSession Unit Date Topic: Stress Strain RelationsKrishna MurthyNessuna valutazione finora
- Academic Audit Checklist 1. Student ActivitiesDocumento21 pagineAcademic Audit Checklist 1. Student ActivitiesKrishna MurthyNessuna valutazione finora
- MRR GA Submission DetailsDocumento2 pagineMRR GA Submission DetailsKrishna MurthyNessuna valutazione finora
- Prediction of Process Parameters For Optimal Material Removal Rate Using Artificial Neural Network (ANN) TechniqueDocumento7 paginePrediction of Process Parameters For Optimal Material Removal Rate Using Artificial Neural Network (ANN) TechniqueKrishna MurthyNessuna valutazione finora
- Ductile To Brittle TransitionDocumento1 paginaDuctile To Brittle TransitionKrishna MurthyNessuna valutazione finora
- Gears Selected QuestionsDocumento1 paginaGears Selected QuestionsKrishna MurthyNessuna valutazione finora
- DMM IiDocumento26 pagineDMM IiKrishna MurthyNessuna valutazione finora
- Dutch Iris Eng 9734 HappyPattyCrochetDocumento68 pagineDutch Iris Eng 9734 HappyPattyCrochetFrancisca Rico100% (6)
- NHD Process PaperDocumento2 pagineNHD Process Paperapi-203024952100% (1)
- PostScript Quick ReferenceDocumento2 paginePostScript Quick ReferenceSneetsher CrispyNessuna valutazione finora
- Img 20150510 0001Documento2 pagineImg 20150510 0001api-284663984Nessuna valutazione finora
- 3D Printing & Embedded ElectronicsDocumento7 pagine3D Printing & Embedded ElectronicsSantiago PatitucciNessuna valutazione finora
- Chapter 5 Constructing An Agile Implementation PlanDocumento4 pagineChapter 5 Constructing An Agile Implementation PlanAHMADNessuna valutazione finora
- Total Physical Response (G4)Documento3 pagineTotal Physical Response (G4)Aq Nadzrul LarhNessuna valutazione finora
- USER MANUAL ABRITES Commander For Nissan PDFDocumento20 pagineUSER MANUAL ABRITES Commander For Nissan PDFBosi GashiNessuna valutazione finora
- Mushroom Project - Part 1Documento53 pagineMushroom Project - Part 1Seshadev PandaNessuna valutazione finora
- Assessment of Embodied Carbon Emissions For Building Construc - 2016 - Energy AnDocumento11 pagineAssessment of Embodied Carbon Emissions For Building Construc - 2016 - Energy Any4smaniNessuna valutazione finora
- Jul - Dec 09Documento8 pagineJul - Dec 09dmaizulNessuna valutazione finora
- DCS800ServiceManual RevADocumento96 pagineDCS800ServiceManual RevAElinplastNessuna valutazione finora
- Boom-Block Gambit: Redemption'S RiseDocumento44 pagineBoom-Block Gambit: Redemption'S RiseNone OfyourbuisnessNessuna valutazione finora
- Been There, Done That, Wrote The Blog: The Choices and Challenges of Supporting Adolescents and Young Adults With CancerDocumento8 pagineBeen There, Done That, Wrote The Blog: The Choices and Challenges of Supporting Adolescents and Young Adults With CancerNanis DimmitrisNessuna valutazione finora
- Grammar and Vocabulary TestDocumento5 pagineGrammar and Vocabulary TestLeonora ConejosNessuna valutazione finora
- Sale Counter List JuneDocumento9 pagineSale Counter List Junep6a4nduNessuna valutazione finora
- Math F112Documento3 pagineMath F112ritik12041998Nessuna valutazione finora
- The New Order of BarbariansDocumento39 pagineThe New Order of Barbariansbadguy100% (1)
- 444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16Documento1 pagina444323735-Chem-Matters-Workbook-2E-Teacher-s-Edn-pdf 16-16whatisNessuna valutazione finora
- FHWA Guidance For Load Rating Evaluation of Gusset Plates in Truss BridgesDocumento6 pagineFHWA Guidance For Load Rating Evaluation of Gusset Plates in Truss BridgesPatrick Saint-LouisNessuna valutazione finora
- Boundary Value Analysis 2Documento13 pagineBoundary Value Analysis 2Raheela NasimNessuna valutazione finora
- 40 Sink and FloatDocumento38 pagine40 Sink and Floatleandro hualverdeNessuna valutazione finora
- Subject OrientationDocumento15 pagineSubject OrientationPearl OgayonNessuna valutazione finora
- Sundar Pichai PDFDocumento6 pagineSundar Pichai PDFHimanshi Patle100% (1)
- Sample CVFormat 1Documento2 pagineSample CVFormat 1subham.sharmaNessuna valutazione finora
- Victor 2Documento30 pagineVictor 2EmmanuelNessuna valutazione finora