Potrebbero piacerti anche
- Determination of Leakage Gap and Leakage Mass Flow of Flanged JointsDocumento5 pagineDetermination of Leakage Gap and Leakage Mass Flow of Flanged Jointslcm3270% (1)
- Spiral Wound Gaskets Donit TesnitDocumento0 pagineSpiral Wound Gaskets Donit Tesnitjhony1523Nessuna valutazione finora
- Flexitallic FlexproDocumento7 pagineFlexitallic FlexproHeryanto SyamNessuna valutazione finora
- BOLTRIGHT Tightening Procedure 6 - 2500Documento2 pagineBOLTRIGHT Tightening Procedure 6 - 2500Saad Abou-ZeidNessuna valutazione finora
- Swagelok Flange AdaptersDocumento6 pagineSwagelok Flange AdapterstotcsabNessuna valutazione finora
- What Is The Impact of Flange Finish On Gasket PerformanceDocumento2 pagineWhat Is The Impact of Flange Finish On Gasket Performancem_stasys9939100% (2)
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesDocumento12 pagineIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415Nessuna valutazione finora
- Flange CrossheadDocumento2 pagineFlange CrossheadJose Luis RattiaNessuna valutazione finora
- A Proposed Model For Creep Relaxation of Soft Gaskets in Bolted Joints at Room TemperatureDocumento6 pagineA Proposed Model For Creep Relaxation of Soft Gaskets in Bolted Joints at Room TemperatureSubhadip SadhukhanNessuna valutazione finora
- Graphonic Garlock PDFDocumento40 pagineGraphonic Garlock PDFjbertralNessuna valutazione finora
- CAESAR II-Applications GuideDocumento302 pagineCAESAR II-Applications GuideTakChi_LamNessuna valutazione finora
- Ring Gasket ChartsDocumento8 pagineRing Gasket ChartsTiffany DacinoNessuna valutazione finora
- Gs-Flange SystemDocumento188 pagineGs-Flange SystemMarcin MarcinkiewiczNessuna valutazione finora
- Working Philosophy of A Gasket To Prevent LeakageDocumento4 pagineWorking Philosophy of A Gasket To Prevent LeakageAlfonNessuna valutazione finora
- Smooth Finish FlangesDocumento4 pagineSmooth Finish FlangessanoopvkNessuna valutazione finora
- 09 GasketCharacteristicValues PDFDocumento3 pagine09 GasketCharacteristicValues PDFdraj1875977Nessuna valutazione finora
- How Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedDocumento2 pagineHow Can Spiral Wound Gasket Selection and Installation Problems Be AvoidedTay Hua SetNessuna valutazione finora
- Geg A: Bolt-Up Procedure For Flanged Connections 670.210Documento9 pagineGeg A: Bolt-Up Procedure For Flanged Connections 670.210puwarin najaNessuna valutazione finora
- Flange Leakage Test As Per Asme Boiler & Pressure Vessel CodeDocumento12 pagineFlange Leakage Test As Per Asme Boiler & Pressure Vessel CoderssambhiNessuna valutazione finora
- Design of Compact Flange JointsDocumento15 pagineDesign of Compact Flange JointsAkhil JoseNessuna valutazione finora
- Mi P GasketsDocumento15 pagineMi P Gasketsnaveen1981_nrNessuna valutazione finora
- Flange LeakageDocumento3 pagineFlange LeakageBuiVanHop100% (1)
- Metal Jacketed Gasket Instruction ManualDocumento6 pagineMetal Jacketed Gasket Instruction ManualCalvin WongNessuna valutazione finora
- ASA FlangesDocumento50 pagineASA FlangesamokhtaNessuna valutazione finora
- Threaded Companion FlangeDocumento2 pagineThreaded Companion FlangeAlfred LamNessuna valutazione finora
- The Use of Two Nuts To Prevent Self LooseningDocumento4 pagineThe Use of Two Nuts To Prevent Self LooseningManojkumar ThilagamNessuna valutazione finora
- GF - Installation Instructions For FlangesDocumento6 pagineGF - Installation Instructions For FlangesHafiz KamalNessuna valutazione finora
- Technical Notehowmanythreads PDFDocumento4 pagineTechnical Notehowmanythreads PDFGatyo GatevNessuna valutazione finora
- Mistakes and Misconceptions in Valve Leak TestingDocumento5 pagineMistakes and Misconceptions in Valve Leak TestingNadi Jothidan KLNessuna valutazione finora
- PLN-1200-3.07-01, Iss 01 - Product Catalogue PDFDocumento12 paginePLN-1200-3.07-01, Iss 01 - Product Catalogue PDFsakscribNessuna valutazione finora
- Bleed Ring - ANSI Class 150-2500 (In)Documento2 pagineBleed Ring - ANSI Class 150-2500 (In)ulfatNessuna valutazione finora
- Compression and Recovery: The Optimum Gasket Astm F 36 JDocumento2 pagineCompression and Recovery: The Optimum Gasket Astm F 36 JTONNessuna valutazione finora
- Double Piston EffectDocumento1 paginaDouble Piston EffectaiaudcoNessuna valutazione finora
- Butterfly ValveDocumento8 pagineButterfly Valveswapnil PATILNessuna valutazione finora
- Definition and Details of Flanges - Types of FlangesDocumento11 pagineDefinition and Details of Flanges - Types of FlangesSUKANTA DALAINessuna valutazione finora
- Flexseal Puddle Flange Moulded FabricatedDocumento2 pagineFlexseal Puddle Flange Moulded FabricatedPritam DharNessuna valutazione finora
- V B01B0005B-15GB PDFDocumento20 pagineV B01B0005B-15GB PDFनिपुण कुमारNessuna valutazione finora
- Flange Insulation KitDocumento2 pagineFlange Insulation KitDGWNessuna valutazione finora
- Ring Joint GasketsDocumento5 pagineRing Joint GasketsBahman Matouri100% (1)
- Smith Gasket BrochureDocumento29 pagineSmith Gasket BrochureJeesan MathewNessuna valutazione finora
- Difference Between Wrought Fittings and Forged Fittings - Google GroupsDocumento1 paginaDifference Between Wrought Fittings and Forged Fittings - Google Groupsim4uim4uim4uNessuna valutazione finora
- MSA Ball Valves PDFDocumento24 pagineMSA Ball Valves PDFLuka Borna100% (1)
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocumento4 pagineSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanNessuna valutazione finora
- Flange ChecklistDocumento9 pagineFlange ChecklistxaviNessuna valutazione finora
- Hose&Braid Catalog FlexicraftDocumento24 pagineHose&Braid Catalog Flexicraftkutts76Nessuna valutazione finora
- Elwood Parts and Service ManualDocumento75 pagineElwood Parts and Service Manualdindin6666Nessuna valutazione finora
- Stub Ends Ansi b16.9Documento1 paginaStub Ends Ansi b16.9hisaj4uNessuna valutazione finora
- Nord Lock Washers InfoDocumento8 pagineNord Lock Washers InfoMaclean ArthurNessuna valutazione finora
- Appendix 9E Longhorn Mitigation Plan Mandated Studies SummariesDocumento33 pagineAppendix 9E Longhorn Mitigation Plan Mandated Studies SummariesFemi Richard FakoyaNessuna valutazione finora
- Raised Face Vs RTJ PDFDocumento7 pagineRaised Face Vs RTJ PDFkarehmanNessuna valutazione finora
- BD0425A-57A1 - Bolt Up Procedure For Critical FlangesDocumento22 pagineBD0425A-57A1 - Bolt Up Procedure For Critical Flangesvpkaranam1100% (1)
- Bidirectional Sealing Ball Valves in Power ApplicationsDocumento3 pagineBidirectional Sealing Ball Valves in Power Applicationsxisefengchuang100% (1)
- Products Valves Sanitary PBM Series 9, 2 WayDocumento40 pagineProducts Valves Sanitary PBM Series 9, 2 Waydingobk1Nessuna valutazione finora
- Asme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel ServiceDocumento5 pagineAsme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel Servicelucecita1902Nessuna valutazione finora
- Welding Metallurgy and Weldability of Nickel-Base AlloysDa EverandWelding Metallurgy and Weldability of Nickel-Base AlloysValutazione: 5 su 5 stelle5/5 (1)
- FULLTEXT01Documento8 pagineFULLTEXT01balamuruganNessuna valutazione finora
- Thrust Ring - PaperDocumento10 pagineThrust Ring - Paperbhathiya01Nessuna valutazione finora
- VahDocumento36 pagineVahDonald SantanaNessuna valutazione finora
- BFV 300Documento9 pagineBFV 300Adriana Agundiz RomeroNessuna valutazione finora
- Large ValvesDocumento41 pagineLarge ValvesBembotas BembaNessuna valutazione finora
- CLFMI Product Manual Revised March 2017 1Documento34 pagineCLFMI Product Manual Revised March 2017 1Joe NadakkalanNessuna valutazione finora
- Tolco CatalogDocumento77 pagineTolco CataloghasanmnhNessuna valutazione finora
- Work Instructions: Main Battery Replacement Capstone Model C200 Microturbine /C1000 Series Purpose and ScopeDocumento11 pagineWork Instructions: Main Battery Replacement Capstone Model C200 Microturbine /C1000 Series Purpose and ScopeJefferson Mosquera PerezNessuna valutazione finora
- Run #1 Analysis Results For SL2-2 - V05Documento496 pagineRun #1 Analysis Results For SL2-2 - V05Joaquin AritaNessuna valutazione finora
- Tolomatic IMA 2011 CatalogDocumento18 pagineTolomatic IMA 2011 CatalogElectromateNessuna valutazione finora
- L-004 - Piping Fabrication, Installation, Flushing and Testing Ed2, Sep2010Documento30 pagineL-004 - Piping Fabrication, Installation, Flushing and Testing Ed2, Sep2010Dragoslav DzolicNessuna valutazione finora
- FeedDocumento45 pagineFeedcristianNessuna valutazione finora
- Weco Butterfly ValvesDocumento16 pagineWeco Butterfly ValvesAdan Olvera HernandezNessuna valutazione finora
- Stock Gin Engineers April 2010Documento80 pagineStock Gin Engineers April 2010rachelibdNessuna valutazione finora
- 43uk6950 Eng PDFDocumento30 pagine43uk6950 Eng PDFmarianos67Nessuna valutazione finora
- 2002.06 Ga11 Ga15 Ga18 Ga22 Ga30c Aii 268 500 PDFDocumento34 pagine2002.06 Ga11 Ga15 Ga18 Ga22 Ga30c Aii 268 500 PDFnestor coaquiraNessuna valutazione finora
- 2 0 Engine AssemblyDocumento29 pagine2 0 Engine AssemblyMiguel Angel Santos PintadoNessuna valutazione finora
- WR250G-WR250F'07 (5umf)Documento72 pagineWR250G-WR250F'07 (5umf)Laercio NakayamaNessuna valutazione finora
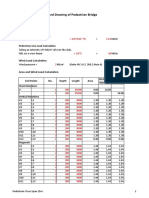
- Preparation of Standard Drawing of Pedestrian Bridge Span: 45 M Load CalculationsDocumento13 paginePreparation of Standard Drawing of Pedestrian Bridge Span: 45 M Load CalculationsRoshan KejariwalNessuna valutazione finora
- Engineering Vol 69 1900-01-19Documento36 pagineEngineering Vol 69 1900-01-19ian_newNessuna valutazione finora
- 31043898MMIK000103 Installation GuideV02Documento6 pagine31043898MMIK000103 Installation GuideV02Himanshu GondNessuna valutazione finora
- Doka Framed Formwork Panel (Foundation)Documento64 pagineDoka Framed Formwork Panel (Foundation)Mohammed AdnanNessuna valutazione finora
- Catalogo Crox125 WBDocumento45 pagineCatalogo Crox125 WBJeisson Beltrán ValderramaNessuna valutazione finora
- Tool & Manufacturing Engineering HandbookDocumento99 pagineTool & Manufacturing Engineering Handbookmostafa zahediNessuna valutazione finora
- BHMA A156.22 - Door Gasketing and Edge Seal SysDocumento21 pagineBHMA A156.22 - Door Gasketing and Edge Seal Syskeanu kunaNessuna valutazione finora
- Machine Drawing T-SheetDocumento30 pagineMachine Drawing T-SheetIfham Shah100% (3)
- AkiraDocumento28 pagineAkiraRoby Surya100% (1)
- ATEX Du 496-185888Documento14 pagineATEX Du 496-185888Bright OkunkpolorNessuna valutazione finora
- 125-250 Workshop Manual BeverlyDocumento336 pagine125-250 Workshop Manual Beverlykovacd3575% (20)
- NN en Navod Zakrytovany-Termostat-Camp.-Ts9510a20 PDFDocumento2 pagineNN en Navod Zakrytovany-Termostat-Camp.-Ts9510a20 PDFnicmaxxusNessuna valutazione finora
- Alternator Toyota Alphard - Vellfire - HVDocumento4 pagineAlternator Toyota Alphard - Vellfire - HVIrfan BuchariNessuna valutazione finora
- D4B802A2B8E Gearbox - 0D9 DSGDocumento153 pagineD4B802A2B8E Gearbox - 0D9 DSGAndrei Baluse75% (4)