Potrebbero piacerti anche
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Automig FC 71 T1Documento1 paginaAutomig FC 71 T1Sushil BhansaliNessuna valutazione finora
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 paginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNessuna valutazione finora
- AUTOMIG 80S Ni1 - TIGFIL 80S Ni1Documento1 paginaAUTOMIG 80S Ni1 - TIGFIL 80S Ni1Kalyan Chakravathi A GNessuna valutazione finora
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocumento1 paginaAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNessuna valutazione finora
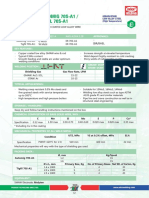
- Automig 70S A1 - Tigfil 70S A1Documento1 paginaAutomig 70S A1 - Tigfil 70S A1Vaibhavi ganganeNessuna valutazione finora
- CWC-BookletF1 15Documento1 paginaCWC-BookletF1 15satnamNessuna valutazione finora
- CWC-BookletF1 12Documento1 paginaCWC-BookletF1 12satnamNessuna valutazione finora
- Automig 70S-61Documento1 paginaAutomig 70S-61tarun kaushalNessuna valutazione finora
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 paginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNessuna valutazione finora
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 paginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNessuna valutazione finora
- CWC-BookletF1 10Documento1 paginaCWC-BookletF1 10satnamNessuna valutazione finora
- 31102015000000B - Boehler E 308 H PW-FD - CWDocumento1 pagina31102015000000B - Boehler E 308 H PW-FD - CWKARLNessuna valutazione finora
- Automig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Documento1 paginaAutomig 80S-G / Tigfil 80S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- Böhler Eas 2 PW-FDDocumento1 paginaBöhler Eas 2 PW-FDHAKANNessuna valutazione finora
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Documento1 paginaAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNessuna valutazione finora
- Automig FC 71T-1Documento1 paginaAutomig FC 71T-1Michael FortunaNessuna valutazione finora
- Tetra V 309L-G: Technical Data Sheet Cored Welding WireDocumento1 paginaTetra V 309L-G: Technical Data Sheet Cored Welding WireawNessuna valutazione finora
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 paginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNessuna valutazione finora
- Electrode Booklet F Web 93Documento1 paginaElectrode Booklet F Web 93satnamNessuna valutazione finora
- Boehler CN 23 12 PW-FDDocumento1 paginaBoehler CN 23 12 PW-FDbrayanNessuna valutazione finora
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Documento2 pagineUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNessuna valutazione finora
- Automig 80s G Tigfil 80s GDocumento1 paginaAutomig 80s G Tigfil 80s Gvijaysvm999Nessuna valutazione finora
- Fio Outershield 71e-HDocumento2 pagineFio Outershield 71e-HJose NevesNessuna valutazione finora
- CWC-BookletF1 24Documento1 paginaCWC-BookletF1 24Jagannath SahuNessuna valutazione finora
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 paginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNessuna valutazione finora
- CSF-71T en 2014Documento1 paginaCSF-71T en 2014Yousab CreatorNessuna valutazione finora
- CSF-71T en 2014Documento1 paginaCSF-71T en 2014HoangNessuna valutazione finora
- Supabase X Plus 2Documento1 paginaSupabase X Plus 2Michael FortunaNessuna valutazione finora
- 3dprint AM P22: Material TypeDocumento1 pagina3dprint AM P22: Material TypeKara WhiteNessuna valutazione finora
- Tetra S 316L-G: Technical Data Sheet Cored Welding WireDocumento1 paginaTetra S 316L-G: Technical Data Sheet Cored Welding WirePeter TvardzíkNessuna valutazione finora
- Technical Date Sheet Welding Wire: E R 7 0 S - GDocumento2 pagineTechnical Date Sheet Welding Wire: E R 7 0 S - GRahmat RiskiNessuna valutazione finora
- Miginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 309L / Tiginox 309L: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 paginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNessuna valutazione finora
- Automig 90S-G / Tigfil 90S-G: Classification: ApprovalsDocumento1 paginaAutomig 90S-G / Tigfil 90S-G: Classification: ApprovalsJagannath SahuNessuna valutazione finora
- Er308l PDFDocumento1 paginaEr308l PDFnargissuhailNessuna valutazione finora
- Classifications: For Atmospheric Corrosion Resisting SteelDocumento1 paginaClassifications: For Atmospheric Corrosion Resisting Steelhuynh thanh truongNessuna valutazione finora
- 29102015000000B - Boehler DCMS-IG - SWDocumento1 pagina29102015000000B - Boehler DCMS-IG - SWErdinc BayatNessuna valutazione finora
- 29102015000000B - Boehler DCMS-IG - SWDocumento1 pagina29102015000000B - Boehler DCMS-IG - SWErdinc BayatNessuna valutazione finora
- Miginox 308lsi: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 paginaMiginox 308lsi: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuNessuna valutazione finora
- HydraulicCylinderTubeST52 ST52 3Documento1 paginaHydraulicCylinderTubeST52 ST52 3rjramanathanNessuna valutazione finora
- Merit S-6: Lincoln Electric China Gmaw Solid WireDocumento2 pagineMerit S-6: Lincoln Electric China Gmaw Solid Wirelovaldes62Nessuna valutazione finora
- MIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelDocumento1 paginaMIGINOX 2209 / TIGINOX 2209: Gmaw / Gtaw Duplex Stainless SteelV U P RaoNessuna valutazione finora
- Primacore MW 71Documento2 paginePrimacore MW 71rjan7peNessuna valutazione finora
- Cu ZN 15 TombacDocumento2 pagineCu ZN 15 TombacPetrus UngureanuNessuna valutazione finora
- Automig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Documento1 paginaAutomig 110S-G / Tigfil 110S-G: AWS A/SFA 5.28Jagannath SahuNessuna valutazione finora
- B - Boehler NiMo 1-IG - de - en - 5Documento1 paginaB - Boehler NiMo 1-IG - de - en - 5cristian popescuNessuna valutazione finora
- Böhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistanceDocumento1 paginaBöhler CM 2-Ig: Solid Wire, Low-Alloyed, Creep ResistancecocoNessuna valutazione finora
- Raffmetal: UNI EN 1676 and 1706Documento2 pagineRaffmetal: UNI EN 1676 and 1706Martin DuarteNessuna valutazione finora
- Copper Cu-Dhp / Sf-Cu: Page 1/2Documento2 pagineCopper Cu-Dhp / Sf-Cu: Page 1/2gemilanglpNessuna valutazione finora
- Er308 PDFDocumento1 paginaEr308 PDFKhedira Al JibrillNessuna valutazione finora
- Böhler Cat 409 Cb-Ig: Classifi CationsDocumento1 paginaBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNessuna valutazione finora
- Cu DHPDocumento3 pagineCu DHPLUIGINessuna valutazione finora
- Technical Report (CSF-81TM)Documento5 pagineTechnical Report (CSF-81TM)matiasg.sanchezv95Nessuna valutazione finora
- Miginox 307: Classification: en Iso 14343-ADocumento1 paginaMiginox 307: Classification: en Iso 14343-AJagannath SahuNessuna valutazione finora
- X Bond: Welding Electrode For Structural Welding ApplicationDocumento1 paginaX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNessuna valutazione finora
- Er100s GDocumento1 paginaEr100s GAhmed Abdel NabiNessuna valutazione finora
- Data Sheet A-10: Alloy TypeDocumento3 pagineData Sheet A-10: Alloy Typemohamed AdelNessuna valutazione finora
- Payment Receipt: Thank You For Using Airtel Thanks App. We Hope You Had An Awesome Transaction ExperienceDocumento1 paginaPayment Receipt: Thank You For Using Airtel Thanks App. We Hope You Had An Awesome Transaction ExperienceRaviTeja BhamidiNessuna valutazione finora
- Mmaw ElectrodesDocumento14 pagineMmaw ElectrodesRaviTeja BhamidiNessuna valutazione finora
- BW FOX+NiCuCr EN 2019 GL 233 PreviewDocumento2 pagineBW FOX+NiCuCr EN 2019 GL 233 PreviewRaviTeja BhamidiNessuna valutazione finora
- Agile Work Systems - ESST645 - en-GBDocumento3 pagineAgile Work Systems - ESST645 - en-GBJaarnoNessuna valutazione finora
- R0-Essel Weld Products (E0a6)Documento1 paginaR0-Essel Weld Products (E0a6)RaviTeja BhamidiNessuna valutazione finora
- PW TD Mig Mag enDocumento81 paginePW TD Mig Mag enAjmi AmineNessuna valutazione finora
- SC-71MSR: Hyundai Welding Co., LTDDocumento7 pagineSC-71MSR: Hyundai Welding Co., LTDRaviTeja BhamidiNessuna valutazione finora
- FIG - WELDING CUTTING - Version-5Documento9 pagineFIG - WELDING CUTTING - Version-5RaviTeja BhamidiNessuna valutazione finora
- Railwire Subscriber InvoiceDocumento1 paginaRailwire Subscriber InvoiceRaviTeja BhamidiNessuna valutazione finora
- 5s & VWM Internal Audit ScoreDocumento1 pagina5s & VWM Internal Audit ScoreRaviTeja BhamidiNessuna valutazione finora
- 5S & VWM Internal Audit Aug'2022Documento1 pagina5S & VWM Internal Audit Aug'2022RaviTeja BhamidiNessuna valutazione finora
- ExportDocumento3 pagineExportRaviTeja BhamidiNessuna valutazione finora
- Railwire Subscriber InvoiceDocumento1 paginaRailwire Subscriber InvoiceRaviTeja BhamidiNessuna valutazione finora
- Abrasive WheelDocumento1 paginaAbrasive WheelRaviTeja BhamidiNessuna valutazione finora
- Copy of KPI of Departmental HeadsDocumento6 pagineCopy of KPI of Departmental HeadsRaviTeja BhamidiNessuna valutazione finora
- L1 10495 en Diamondspark 52 RC CU04110F 3375798 ENDocumento1 paginaL1 10495 en Diamondspark 52 RC CU04110F 3375798 ENRaviTeja BhamidiNessuna valutazione finora
- PDS - Bohler Q 71 BC (C1)Documento1 paginaPDS - Bohler Q 71 BC (C1)RaviTeja BhamidiNessuna valutazione finora
- Contact Tracing FormDocumento12 pagineContact Tracing FormRaviTeja BhamidiNessuna valutazione finora
- Data Due Section Data Description PeriodDocumento2 pagineData Due Section Data Description PeriodRaviTeja BhamidiNessuna valutazione finora
- Böhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileDocumento1 paginaBöhler Q 71 RC (C1) : Flux-Cored Wire, Mild Steel, RutileRaviTeja BhamidiNessuna valutazione finora
- WELDRSDocumento4 pagineWELDRSRaviTeja BhamidiNessuna valutazione finora
- Is 2830 2012 PDFDocumento13 pagineIs 2830 2012 PDFK.s. Raghavendra KumarNessuna valutazione finora
- Statement SEP and OCT 19 TGS WorksDocumento4 pagineStatement SEP and OCT 19 TGS WorksRaviTeja BhamidiNessuna valutazione finora
- L1 8581 en Diamondspark 44 BC CU03100F 3379759 ENDocumento1 paginaL1 8581 en Diamondspark 44 BC CU03100F 3379759 ENRaviTeja BhamidiNessuna valutazione finora
- Contractor Employee Attendance DataDocumento16 pagineContractor Employee Attendance DataRaviTeja BhamidiNessuna valutazione finora
- Memo of January 2020Documento2 pagineMemo of January 2020RaviTeja BhamidiNessuna valutazione finora
- Measurement Fabrication February 2020Documento6 pagineMeasurement Fabrication February 2020RaviTeja BhamidiNessuna valutazione finora
- Hardfacing ReportDocumento4 pagineHardfacing ReportRaviTeja BhamidiNessuna valutazione finora
- Measurement Fabrication February 2020Documento2 pagineMeasurement Fabrication February 2020RaviTeja BhamidiNessuna valutazione finora
- Total Load and Clear Load DistributionDocumento9 pagineTotal Load and Clear Load DistributionRaviTeja BhamidiNessuna valutazione finora
- Section I 2015Documento33 pagineSection I 2015ferds2599Nessuna valutazione finora
- Revised Guidelines For Bio-Medical Waste IncineratorDocumento34 pagineRevised Guidelines For Bio-Medical Waste Incineratorandik_yNessuna valutazione finora
- Eendv 110001 - dv11 EngineDocumento178 pagineEendv 110001 - dv11 EnginenpachecorecabarrenNessuna valutazione finora
- Reactive Dye PrintingDocumento15 pagineReactive Dye Printingsandipsoni221811Nessuna valutazione finora
- 2021 Korea Make-Up TrendDocumento31 pagine2021 Korea Make-Up TrendLIANessuna valutazione finora
- Air Gasification of FuelDocumento8 pagineAir Gasification of FuelB DASNessuna valutazione finora
- 2nd YearDocumento24 pagine2nd YearAlxalx Alex50% (2)
- VN Ensival Moret PumpDocumento1 paginaVN Ensival Moret PumpsitaNessuna valutazione finora
- BASF How Catalyst Shape Affects PerformanceDocumento22 pagineBASF How Catalyst Shape Affects PerformanceSantosh JayasavalNessuna valutazione finora
- Aqueous-Dispersed Silicone Elastomer Gel BT-9169Documento2 pagineAqueous-Dispersed Silicone Elastomer Gel BT-9169Ishwar LavhaleNessuna valutazione finora
- Cu Xlpe PVC 0.6 1 KV (N2xa)Documento1 paginaCu Xlpe PVC 0.6 1 KV (N2xa)Fani Dwi PutraNessuna valutazione finora
- Vultac-5: Mixture of Poly-Tert-Amylphenoldisulfide and Silica GelDocumento1 paginaVultac-5: Mixture of Poly-Tert-Amylphenoldisulfide and Silica Geljulius hasan33Nessuna valutazione finora
- Manual de Peças C350Documento78 pagineManual de Peças C350O mecanico75% (4)
- Daikin PA Catalogue Revised Low ResDocumento32 pagineDaikin PA Catalogue Revised Low ResKartik PrabhakarNessuna valutazione finora
- Laboratory Manual For HardnesstestDocumento12 pagineLaboratory Manual For Hardnesstest15 Saad HassanNessuna valutazione finora
- 143 13 English Catalogue 2014Documento319 pagine143 13 English Catalogue 2014Ionut FloricaNessuna valutazione finora
- UK P3 VEN 0153 201409 02 Vent Silencer CatalogueDocumento9 pagineUK P3 VEN 0153 201409 02 Vent Silencer Cataloguetiffanyyy00Nessuna valutazione finora
- PHYS101L Report 3 Tables GraphsDocumento1 paginaPHYS101L Report 3 Tables GraphsKarylle AquinoNessuna valutazione finora
- Basic PaperDocumento20 pagineBasic PaperRavi Kumar VatturiNessuna valutazione finora
- INTERFLEX Catalogue (Conduits and Fittings)Documento8 pagineINTERFLEX Catalogue (Conduits and Fittings)cherif yahyaouiNessuna valutazione finora
- Physical Property AnalyzersDocumento211 paginePhysical Property AnalyzersabbutalibbNessuna valutazione finora
- The Finex® ProcessDocumento16 pagineThe Finex® ProcessNavin Kumar BinitNessuna valutazione finora
- Denso Product Catalogue SEPT WEB 2015Documento22 pagineDenso Product Catalogue SEPT WEB 2015DianWidodoNessuna valutazione finora
- Extra Practice Mixed Gas Law Problems AnswersDocumento4 pagineExtra Practice Mixed Gas Law Problems AnswersJensen Ryan Lim100% (1)
- 30-99!90!1826-Rev 0 Hardness Testing Procedure MPS IPS and MOTDocumento9 pagine30-99!90!1826-Rev 0 Hardness Testing Procedure MPS IPS and MOTSubrata PatraNessuna valutazione finora
- 00000875Documento178 pagine00000875giovanebalzaniNessuna valutazione finora
- Growing SpirulinaDocumento5 pagineGrowing SpirulinaJorgeNessuna valutazione finora
- NYYHYDocumento1 paginaNYYHYCiwa DoankNessuna valutazione finora
- ASTM D4007 BS W by Centrifuge PDFDocumento13 pagineASTM D4007 BS W by Centrifuge PDFRony AgistaNessuna valutazione finora
- Busch Instruction Manual R 5 RA 0025-0100 F Usen 0872926590Documento20 pagineBusch Instruction Manual R 5 RA 0025-0100 F Usen 0872926590Nhân NgọcNessuna valutazione finora