Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Unit 2 Combustion Lab - Formal WriteupDocumento3 pagineUnit 2 Combustion Lab - Formal WriteupJerry Liu30% (10)
- Star Academy Chemistry Unit Wise Test MCQSDocumento31 pagineStar Academy Chemistry Unit Wise Test MCQSWaiz Khan Waiz KhanNessuna valutazione finora
- Methanol To Olefins (MTO) : From Fundamentals To CommercializationDocumento2 pagineMethanol To Olefins (MTO) : From Fundamentals To CommercializationWaiz Khan Waiz KhanNessuna valutazione finora
- Falling Film Evaporators WorkDocumento9 pagineFalling Film Evaporators WorkWaiz Khan Waiz KhanNessuna valutazione finora
- Star Academy Chemistry Unit Wise Test MCQSDocumento31 pagineStar Academy Chemistry Unit Wise Test MCQSWaiz Khan Waiz KhanNessuna valutazione finora
- Section of UreaDocumento4 pagineSection of UreaWaiz Khan Waiz KhanNessuna valutazione finora
- B.Harish - U20CH113 Keerthan - U20CH103 Prem - U20CH043 Ravi - U20CH097 Chaitanya - U20CH091 Syam - U20CH093 Sai Ganesh - U20CH108 Vivek - U20CH068Documento50 pagineB.Harish - U20CH113 Keerthan - U20CH103 Prem - U20CH043 Ravi - U20CH097 Chaitanya - U20CH091 Syam - U20CH093 Sai Ganesh - U20CH108 Vivek - U20CH068Gundeti saireddyNessuna valutazione finora
- Catalyst ActivityDocumento14 pagineCatalyst ActivityMUHAMMAD AKRAMNessuna valutazione finora
- BOSS Hydraulic Valve O-Ring Sizing Chart: InchesDocumento1 paginaBOSS Hydraulic Valve O-Ring Sizing Chart: InchesssinokrotNessuna valutazione finora
- Evaporator: Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDocumento54 pagineEvaporator: Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperNessuna valutazione finora
- Process Descr Flow HMDocumento1 paginaProcess Descr Flow HMremeenNessuna valutazione finora
- Colligative Properties of SolutionsDocumento24 pagineColligative Properties of SolutionsВиталий НечипорукNessuna valutazione finora
- Multicomponent DistillationDocumento62 pagineMulticomponent DistillationNoaman Ahmed100% (2)
- 9-Wastewater Sludge CharacteristicsDocumento19 pagine9-Wastewater Sludge CharacteristicssmsarchNessuna valutazione finora
- City Supply Drinking Water TreatmentDocumento20 pagineCity Supply Drinking Water TreatmentAnamolNessuna valutazione finora
- Corrosion and Protection GuideDocumento6 pagineCorrosion and Protection Guidexaekne100% (4)
- EvaporationDocumento4 pagineEvaporationSerena SerenaNessuna valutazione finora
- Water Treatment ForecastingDocumento10 pagineWater Treatment Forecastingvaldi sNessuna valutazione finora
- WWW Corrosionclinic Com Types of Corrosion Filiform CorrosioDocumento3 pagineWWW Corrosionclinic Com Types of Corrosion Filiform Corrosioblakk archimedesNessuna valutazione finora
- RecrystallizationDocumento4 pagineRecrystallizationمحمد اسماعيل يوسفNessuna valutazione finora
- Manac Hot Dip GalvanizationDocumento13 pagineManac Hot Dip Galvanizationeyya 007Nessuna valutazione finora
- HydrodesulfurisationDocumento3 pagineHydrodesulfurisationSO R ANNessuna valutazione finora
- 06 Chapter 37 (Complete)Documento61 pagine06 Chapter 37 (Complete)Jian JieNessuna valutazione finora
- Final Report IOCL GuwahatiDocumento17 pagineFinal Report IOCL GuwahatiSonu KumarNessuna valutazione finora
- Corrosion Control in The Refining Industry: Petrosync LecturerDocumento8 pagineCorrosion Control in The Refining Industry: Petrosync LecturerYaraKanawati100% (1)
- Sulphur RecoveryDocumento73 pagineSulphur RecoveryPradeep Kumar Sharma83% (6)
- Zintek® 300 HP + Techseal® Glossy Black SLDocumento9 pagineZintek® 300 HP + Techseal® Glossy Black SLSyedMazharAliShahNessuna valutazione finora
- Insight Into Product Characteristics From Microwave Co-Pyrolysis of Low-Rank Coal and Corncob Unraveling The Effects of Metal CatalystsDocumento6 pagineInsight Into Product Characteristics From Microwave Co-Pyrolysis of Low-Rank Coal and Corncob Unraveling The Effects of Metal Catalystsbambang_teknikkimiaNessuna valutazione finora
- Petroleum Refinery Engineering: Delayed CokingDocumento19 paginePetroleum Refinery Engineering: Delayed CokingSaswiny RitchieNessuna valutazione finora
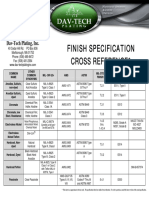
- Cross Reference Sheet PDFDocumento1 paginaCross Reference Sheet PDFSivaramSubramanianNessuna valutazione finora
- Perhitungan Volume Semen Untuk PaperDocumento3 paginePerhitungan Volume Semen Untuk PaperSkolastikaPradiptaNessuna valutazione finora
- Antifoaming Agents For Submerged Microbial Fermentation: BITS Pilani, Hyderabad CampusDocumento6 pagineAntifoaming Agents For Submerged Microbial Fermentation: BITS Pilani, Hyderabad CampusShreyanshJain100% (1)
- Key Concepts: TotalDocumento18 pagineKey Concepts: TotalSachin Kumar67% (3)
- Flowchart AllDocumento11 pagineFlowchart Allasri nurulNessuna valutazione finora
- Flash and Fire Point and Aniline PointDocumento12 pagineFlash and Fire Point and Aniline PointMaten NasradinNessuna valutazione finora