Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- Maserati QP 2006 - 2007 Workshop ManualDocumento1.897 pagineMaserati QP 2006 - 2007 Workshop ManualDamien Jorgensen83% (12)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Bike Maintenance ChecklistDocumento2 pagineBike Maintenance ChecklistJairo Andres Sanchez MessiNessuna valutazione finora
- Komatsu PW200-7K Hydraulic Excavator Service Repair Manual SNK40001 and Up PDFDocumento26 pagineKomatsu PW200-7K Hydraulic Excavator Service Repair Manual SNK40001 and Up PDFfhjskemmd83% (6)
- White Fork Lift My40 My60 Parts Operation Maintenance ManualDocumento10 pagineWhite Fork Lift My40 My60 Parts Operation Maintenance Manualmarlin100% (34)
- Standard Prices Flender Graffenstaden - Auxiliary GearboxesDocumento1 paginaStandard Prices Flender Graffenstaden - Auxiliary Gearboxesssmith2007Nessuna valutazione finora
- CASE-84496807-preview MOTOR LFPDocumento31 pagineCASE-84496807-preview MOTOR LFPjerryoz100% (1)
- 89011639-Wiring Diagram FH PDFDocumento270 pagine89011639-Wiring Diagram FH PDFSidnei100% (4)
- Land Rover SU Carb OverhaulDocumento10 pagineLand Rover SU Carb OverhaulAdamCzulewiczNessuna valutazione finora
- RPM Tech - View Specifications & Details of Snow Thrower by A & R AssociatesDocumento4 pagineRPM Tech - View Specifications & Details of Snow Thrower by A & R AssociatesPijush KarmakarNessuna valutazione finora
- InstructionsDocumento1 paginaInstructionsTavarez Liisbeth'Nessuna valutazione finora
- UTM ConversionDocumento1 paginaUTM ConversionaハタケNessuna valutazione finora
- ZeroB Puriline User ManualDocumento8 pagineZeroB Puriline User ManualPijush KarmakarNessuna valutazione finora
- Program: User'S GuideDocumento171 pagineProgram: User'S GuidePijush KarmakarNessuna valutazione finora
- # 1 Don't Allow Children To Use A Cell Phone, Except For EmergenciesDocumento35 pagine# 1 Don't Allow Children To Use A Cell Phone, Except For EmergencieskirubhaaNessuna valutazione finora
- COVID Testing Labs 31082020Documento90 pagineCOVID Testing Labs 31082020Pijush KarmakarNessuna valutazione finora
- InstructionsDocumento1 paginaInstructionsTavarez Liisbeth'Nessuna valutazione finora
- RPM Tech - View Specifications & Details of Snow Thrower by A & R AssociatesDocumento4 pagineRPM Tech - View Specifications & Details of Snow Thrower by A & R AssociatesPijush KarmakarNessuna valutazione finora
- SPV CalculatorDocumento1 paginaSPV CalculatorPijush KarmakarNessuna valutazione finora
- r4r Round 4 Cost Benefit Analysis TemplateDocumento5 paginer4r Round 4 Cost Benefit Analysis Templateady gunadiNessuna valutazione finora
- Roads D PR TemplateDocumento17 pagineRoads D PR TemplateBengkel Las DekorasiNessuna valutazione finora
- 2.tata 207 Telcoline Eii Eiii v200612Documento391 pagine2.tata 207 Telcoline Eii Eiii v200612pescarul20180% (5)
- Geographic Coordinate SystemsDocumento43 pagineGeographic Coordinate Systemsuser824Nessuna valutazione finora
- Butt Fusion GuideDocumento9 pagineButt Fusion GuideecsuperalNessuna valutazione finora
- Calculation of Earthwork Volume Using Digital Elevation Model in Strip Road Construction: Influence of Terrain Complexity On Volume ErrorDocumento6 pagineCalculation of Earthwork Volume Using Digital Elevation Model in Strip Road Construction: Influence of Terrain Complexity On Volume ErrorPijush KarmakarNessuna valutazione finora
- Gita Yatharup PDFDocumento592 pagineGita Yatharup PDFPijush KarmakarNessuna valutazione finora
- Car To Sat 1Documento119 pagineCar To Sat 1nyumnam100% (1)
- 100 Weird Facts About The Human Body (CuPpY) PDFDocumento11 pagine100 Weird Facts About The Human Body (CuPpY) PDFZahid QamarNessuna valutazione finora
- Twin 95 PlusDocumento2 pagineTwin 95 PlusPijush KarmakarNessuna valutazione finora
- JSPDocumento45 pagineJSPKuldeep SinghNessuna valutazione finora
- Remote SensingDocumento40 pagineRemote SensingPijush KarmakarNessuna valutazione finora
- JSP Syntax Quick ReferenceDocumento2 pagineJSP Syntax Quick Referenceprakumis100% (2)
- 6.web GisDocumento23 pagine6.web GisPijush KarmakarNessuna valutazione finora
- JSP PDFDocumento62 pagineJSP PDFPijush KarmakarNessuna valutazione finora
- Optimize Hibernate Performance with CachingDocumento32 pagineOptimize Hibernate Performance with CachingPijush KarmakarNessuna valutazione finora
- Elements of Systems DesignDocumento48 pagineElements of Systems DesignVarshaDubey100% (1)
- Hibernate Query Language (HQL)Documento22 pagineHibernate Query Language (HQL)Uday KumarNessuna valutazione finora
- Hibernate CriteriaDocumento24 pagineHibernate CriteriaUday Kumar100% (3)
- k21-k25 Trouble DiagnosticDocumento53 paginek21-k25 Trouble DiagnosticCoque de LunaNessuna valutazione finora
- Manual Siemens SQM5Documento31 pagineManual Siemens SQM5aldair piresNessuna valutazione finora
- Parts VolvoDocumento28 pagineParts VolvoJusman abdullah50% (2)
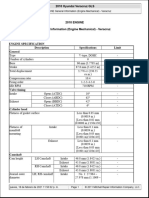
- Veracruz 2010Documento79 pagineVeracruz 2010Raul ShcksNessuna valutazione finora
- Wrangler 2011 3.8LDocumento214 pagineWrangler 2011 3.8LErnesto Manzanarez100% (1)
- Spare Parts List: Label PrinterDocumento15 pagineSpare Parts List: Label PrinterlmbottoNessuna valutazione finora
- ACURA Fault Codes DTCDocumento4 pagineACURA Fault Codes DTCAlekseyNessuna valutazione finora
- Si 6uafa 003 EngDocumento1 paginaSi 6uafa 003 EngRodrigoMacedoNessuna valutazione finora
- Adjust Engine Valve Clearance (If NeededDocumento1 paginaAdjust Engine Valve Clearance (If NeededНиколай БелыйNessuna valutazione finora
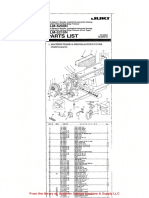
- Juki DLM-5200N, 5210N PDFDocumento10 pagineJuki DLM-5200N, 5210N PDFBiplob RahmanNessuna valutazione finora
- Parts Manual: Forklifts C 500 HDocumento147 pagineParts Manual: Forklifts C 500 HMiguel ViegasNessuna valutazione finora
- Ec 680 4 PDFDocumento44 pagineEc 680 4 PDFJESUSCALVILLO0% (1)
- Ignition System Circuit GuideDocumento10 pagineIgnition System Circuit GuideCarlos Awo OsaureNessuna valutazione finora
- Ersatzteilliste Typ 41-23 Spare Parts List Type 41-23 Pièces de Rechange Type 41-23 Lista Dei Pezzi Di Ricambio Tipo 41-23 Lista de Repuestos Tipo 41-23Documento3 pagineErsatzteilliste Typ 41-23 Spare Parts List Type 41-23 Pièces de Rechange Type 41-23 Lista Dei Pezzi Di Ricambio Tipo 41-23 Lista de Repuestos Tipo 41-23kamal arabNessuna valutazione finora
- Especificacion Nisan TD 24Documento7 pagineEspecificacion Nisan TD 24MENA FARFAN MARCELO ANGELNessuna valutazione finora
- Section Four: Meter and Pulser AssembliesDocumento19 pagineSection Four: Meter and Pulser AssembliesJulian Camilo Moreno CárdenasNessuna valutazione finora
- Chelsea PTO 270 Series Parts ManualDocumento29 pagineChelsea PTO 270 Series Parts ManualErick Raul Rodas JerezNessuna valutazione finora
- Isuzu Libro 2 PDFDocumento802 pagineIsuzu Libro 2 PDFjulia_23_22100% (2)
- Chapter 26 BennetDocumento54 pagineChapter 26 BennetpapipapiiNessuna valutazione finora
- MagicDocumento196 pagineMagicKamaldeep SinghNessuna valutazione finora
- Owner'S Manual & Competition Handbook Competition HandbookDocumento164 pagineOwner'S Manual & Competition Handbook Competition HandbookAgape SniperNessuna valutazione finora
- Kenr6232 00 PDFDocumento100 pagineKenr6232 00 PDFPedroSantosNessuna valutazione finora